
Fターム[4E001LB06]の内容
アーク溶接一般 (8,479) | 付属装置の目的−シールドの改善又は向上 (84) | トーチ内のシールドガス通路や供給口の改善 (34)
Fターム[4E001LB06]に分類される特許
1 - 20 / 34
プラズマ切断方法
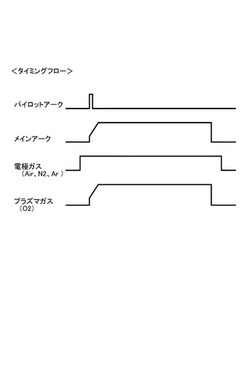
【課題】切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
(もっと読む)
アーク溶接用トーチ

【課題】 シールドガスの使用量を減らしても、溶接品質を維持する必要最適量のシールドガスを溶接部の周縁に確実に吹き付けることができ、溶接部を確実にシールドできるアーク溶接用トーチを提供する。
【解決手段】 本発明のアーク溶接用トーチ1は、シールドガスおよび溶融電極が通る内空間を有し、シールドガスが流出する内空間と連通した複数の流出孔を有したガス管としてのトーチ本体2、チップ3と、ガス管の周縁を覆うように配置される円筒部材としてのノズル本体6およびノズルヘッド8と、を備え、ガス管と円筒部材との間のガス流路空間を通るシールドガスで溶接部99をシールドしながらアーク溶接するアーク溶接用トーチ1であって、ガス流路空間には、シールドガスの密度を高めるための絞りを形成する絞り形成部材としての第二整流部材9が配置されている。
(もっと読む)
プラズマトーチ
【課題】 簡易な構造を用いて、たとえば電極棒の尖端が花咲状態になるような、電極棒尖端の損耗、を抑制する。
【解決手段】 電極棒40の、円錐状の尖端41がある先端部を、インサートチップ10の内空間に置き、該インサートチップに挿入したセンタリングストーン30によって該電極棒を該インサートチップのノズル11に対して同軸に位置決めし、該センタリングストーンの外周面の縦溝31又は縦穴31aを通してプラズマガスを該ノズルに供給する。センタリングストーン30の下端を、電極棒40の円錐状の尖端41の高さ以下とし、センタリングストーンの下端から出るプラズマガスを尖端41の最先端の下方に向けて案内するプラズマガス通路17,18/19/19aを形成した。
(もっと読む)
溶接用トーチ及びアダプタキット
【課題】一重ノズル構造の溶接用トーチを二重ノズル構造に変換するアダプタキットを提供する。
【解決手段】一重ノズル構造の溶接用トーチ1Aに換装されるアダプタキット20Aであって、ガスケットを取り外した状態で、トーチノズル(インナーノズル)6Aを内側に挿入した状態でトーチボディ5に取り付けられると共に、第2のシールドガスを供給する流路が設けられたアタッチメント7Aと、トーチノズル6Aの周囲を囲んだ状態でアタッチメント7Aに取り付けられると共に、第2のシールドガスから放出するアウターノズル8Aとを備える。
(もっと読む)
TIG溶接トーチ
【課題】TIGトーチにおいて、部品交換作業を容易とする。
【解決手段】コレットボディ14とフロントコレット16とが連結されていることから、(a)に示されるように、トーチボディ12からコレットボディ14を取り外すことで、フロントコレット16も一体にトーチボディ12から抜き取られる。又、タングステン電極18をセットする際にも、コレットボディ14にタングステン電極18を挿入することで、コレットボディ14に連結されたフロントコレット16へと、タングステン電極18が円滑に案内される。又、コレットボディ14とフロントコレット16とが、相対回転可能に連結されていることから、コレットボディ14とフロントコレット16との一体物をトーチボディ12の内径部12a、12cに挿入し、コレットボディ14を回転させて、トーチボディ12にねじ止めを行うことが可能となる。
(もっと読む)
狭窄ノズル及びこれを用いたTIG溶接用トーチ
【課題】 アーク周囲に高速整流ガスを流してプラズマ気流の流れを速め、アークに作用する電磁力及び磁界を強化してアークのエネルギー密度、アークの指向性及び硬直性を高めて高速溶接を行えるようにし、また、シールド効果を高めて高品質な溶接を行えるようにする。
【解決手段】 本発明の狭窄ノズル7は、タングステン電極棒2の先端部周囲にタングステン電極棒2と同心状に配置され、タングステン電極棒2の先端部外周面との間に環状の高速ガス通路7dを形成する筒状のノズル本体7aと、ノズル本体7aの内周面に円周方向へ所定の間隔をおいて突出形成され、タングステン電極棒2をノズル本体7aの中心位置に保持するノズル本体7aの長手方向に沿う複数の位置決め用突条7bと、複数の位置決め用突条7b間に形成され、ノズル本体7aの長手方向に平行に延びて高速ガス通路7d内を流れるシールドガスGを整流化する複数のガス整流溝7cとから成る。
(もっと読む)
プラズマ溶接装置及びこれを用いたプラズマ溶接方法
【課題】板厚差が大きいワークについても高品質の溶接を安定して実施可能なプラズマ溶接装置及びプラズマ溶接方法を提供する。
【解決手段】プラズマ溶接装置に備えられる溶接トーチ5Aを、電極棒6と、先端に縮径部を有する円筒状に形成され、先端に円形の動作ガス噴射孔8aが開設された第1ノズル8と、先端に縮径部を有する円筒状に形成され、先端に長円形のシールドガス噴射孔11aが開設された第2ノズル11とから構成する。シールドガス噴出孔11aを第2ノズル11の軸心から偏倚した位置に開設し、第1ノズル8と第2ノズル11とを同心に配置して、シールドガス噴射孔11aにシールドガスの大流量部と小流量部を設ける。大流量部を板厚が大きいワーク3側に向けて、プラズマ溶接を実施する。
(もっと読む)
溶接トーチ
【課題】ガスシールドアーク溶接において、溶接開始時に発生するシールドガスの突流を低減する溶接トーチを提供する。
【解決手段】溶接トーチ1のガス供給口11と同軸に有底穴状の弁体ケーシング13を設ける。弁体ケーシング13内のガス供給口11側に弁体12を設け、弁体ケーシング13の底部と弁体12との間にスプリング14を設ける。弁体ケーシング13の、スプリング14挿入部の軸直角面に、ガス導入路15とつながる開口部13aを設ける。溶接開始のシールドガス突流発生時にガス供給口11内のガス圧上昇によって弁体12が開口部13a側へ移動して弁体12の外周面が開口部13aの一部をふさいで突流を低減し、その後、シールドガスが定常流れになると弁体12がスプリング14のばね力によりガス供給口11側へ移動して開口部13aを開放する。
(もっと読む)
溶接トーチ
【課題】溶接棒の送り及び接触位置が改良された溶接トーチを提供する。
【解決手段】溶接トーチ(1)の本体(2)は、少なくともその一部に配置され、接触パイプ(23)を受けるために、接続部品(21)に接合される溶接棒(7)の送り装置(10)を含んでいる。溶接棒(7)の案内装置(32)は、送り装置(10)に配置され、接続部品(21)から接触パイプ(23)に向かって或る角度で延びている。溶接棒(7)用の孔(36)と、これと同心の案内装置(32)用のより大きな直径(40)を持つ案内孔(37)とは、接触パイプ(23)に設けられ、案内装置(32)は接触パイプ(23)の案内孔(37)内に延在する。
(もっと読む)
溶接トーチ
【課題】ガスシールドアーク溶接において、溶接開始時に発生するシールドガスの突流を低減する溶接トーチを提供する。
【解決手段】チップボディ110の周囲に、円筒状の可動オリフィス140を軸方向に摺動可能に設けて、チップボディ110の外周部に設けたガス穴111を覆う。可動オリフィス140を基端側方向に押さえるスプリング150を設ける。溶接開始のシールドガス突流発生時にチャンバ170内のガス圧上昇によって可動オリフィス140が先端側へ前進してガス穴111の一部をふさいで突流を低減し、その後、シールドガスが定常流れになると可動オリフィス140がスプリング150のばね力により後退してガス穴111を開放する。
(もっと読む)
プラズマ溶接トーチ、及びプラズマ溶接トーチを用いた溶接方法
【課題】従来よりも小型化が可能になるプラズマ溶接トーチを提供すること。
【解決手段】、非消耗式電極13の外周空間にアルゴンガス等の不活性ガスGが供給されると、そのうちの一部がプラズマガスGPとして用いられ、プラズマ貫通孔51を介して非消耗式電極13と母材2との間にプラズマアークPAが発生する。この状態を維持したまま、プラズマ溶接トーチ1は図4中矢印の方向に移動する。このとき、ガス流通部21に供給された不活性ガスGの一部は、プラズマガスGPとして用いられずにシールドガスGSとして、シールド貫通孔52を介して溶接方向の前方の母材2に対して噴出する。このシールドガスによって、プラズマアークPAと母材2とが大気から遮断(シールド)された状態で、母材2に対する溶接が行われる。
(もっと読む)
ガスシールド溶接トーチ
【課題】MT検査における擬似欠陥を低減できるガスシールド溶接トーチを提供する。
【解決手段】溶接トーチ10は、溶接ワイヤ8を保持するとともに溶接電流を供給するチップ2と、チップ2を内部に収容し、チップ2の周囲に形成される流路を通るシールドガスSGを溶接部位に向けて前端側1aより吐出させるシールドノズル1とを備える。溶接トーチ10は、チップ2及びシールドノズル1がともに湾曲されており、曲率の小さい腹側SS及び曲率の大きい背側BSが溶接方向に沿って溶接時に移動する。流路は、溶接ワイヤ8よりも腹側においてシールドガスSGが流れる腹側流路F1と、溶接ワイヤ8よりも背側BSにおいてシールドガスが流れる背側流路F2とからなる。そして、溶接トーチ10は、少なくともシールドノズル1の前端側1aにおいて、腹側流路F1よりも背側流路F2の開口面積が大きく設定されている。
(もっと読む)
溶接トーチ
【課題】ハンドルの表面の温度が上昇することを空冷式で抑制することができる溶接トーチを提供する。
【解決手段】トーチボディホルダ37の基端部に一線式パワーケーブル8が接続され、先端部にトーチボディ16が接続され、ハンドル52が左右の外部ハンドル部材31、34から成り、いずれか一方の外部ハンドル部材31の内部に内部ハンドル部材32を設け、外部ハンドル部材31と内部ハンドル部材32とでシールドガス流通室33を形成する。一線式パワーケーブル8からトーチボディホルダ37へ供給されたシールドガスが、トーチボディホルダの流出孔38から流出して内部ハンドル部材の流出路39を通過してシールドガス流通室33に流入し、内部ハンドル部材の流入路43を通過してトーチボディホルダの流入孔42からトーチボディホルダ37へ流入し、トーチボディ16へ供給される。
(もっと読む)
プラズマトーチおよびプラズマアーク溶接方法
【課題】厚みの異なるワークを溶接する場合に、母材の強度を確保できるプラズマトーチを提供すること。
【解決手段】プラズマトーチ1は、プラズマアーク溶接に用いられる。このプラズマトーチ1は、棒状の電極10と、この電極10を囲んで設けられてプラズマガスを噴出する円筒形状の第1ノズル11と、この第1ノズル11を囲んで設けられてシールドガスを噴出する円筒形状の第2ノズル12と、を備える。第2ノズル12の第2噴出口121は、電極10の軸方向に対して略平行な方向または電極10から離れる方向に向いており、第1ノズル11の外周面または第2ノズル12の内周面には、電極10の軸方向に対して傾斜した複数の溝部が形成される。
(もっと読む)
溶接装置及び溶接ワイヤ送給装置
【課題】送給ロールの溝の掃除時間を短縮させる溶接ワイヤ送給装置を提供する。
【解決手段】アウトレットガイド12の先端部に取り付けられたシールドガス供給部材22にシールドガス供給口23とシールドガス供給通路24とが形成されている。シールドガス供給部材22内にアウトレットガイド12とシールドガス供給口23とを連通するシールドガスバイパス通路25が形成され、シールドガス供給通路24に機械弁26が設けられ、押圧すると機械弁26が閉となる押圧部材27が設けられている。シールドガス供給口23に電磁弁を設け、シールドガス供給部材22に、押圧部材27を押圧したときにONとなって電磁弁が開となり、モータ7が回転するスイッチ29が取り付けられている。スイッチ29がONとなると、機械弁26が閉となって、シールドガスが送給ロール3bへ噴出され、送給ロール3bが回転する。
(もっと読む)
TIG溶接用のトーチ及び補修溶接方法
【課題】欠陥を除去する為の凹部の体積をできるだけ小さく、又凹部の形状を円筒形状とし、凹部形成の加工性の向上を図ると共に溶接体積を減少させ、溶接時の入熱量を低減して熱変形を減少させ、更に、溶融池の中心又は中心近傍にフィラーメタルの供給を可能とし、溶接性の向上を図る。
【解決手段】TIG溶接用のトーチに於いて、電極5とフィラーメタル6とが前記トーチの中心線と平行に配置され、前記電極と前記フィラーメタルとが前記トーチの中心線を中心に一体に回転可能に支持され、少なくとも前記電極は前記中心線に対して偏心した位置にあり、前記電極の下端は先端が壁面に向う様、斜めに切断された。
(もっと読む)
アーク溶接用トーチ
【課題】曲がり癖のある溶接ワイヤが供給されて、溶接ワイヤの曲がり癖による付勢を受けても、チップの軸孔の中心位置が安定し、溶接ワイヤの先端がふらつかずに安定状態を維持するアーク溶接用トーチを提供する。
【解決手段】チップ3は、中央にフランジ32が設けられ、上部がトーチ本体2の前記第1軸孔21に挿通され、上部の外周にコイルスプリング7が嵌装されて、コイルスプリング7により下部に付勢され、ワイヤガイド6は、先端に溶接ワイヤWが挿通される第3軸孔6aを有し、チップ3は先端が第3軸孔6aに当接し、チップ3とワイヤガイド6の内周面との間に隙間が設けられて支持され、ワイヤガイド6からの熱がチップ3に殆ど伝わらず、また、ワイヤガイド6の筒内において、シールドガスがチップ3を冷却する構成である。
(もっと読む)
狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置
【課題】十分なシールド性を確保でき溶接性を向上することが可能な狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置を提供する。
【解決手段】溶接ワイヤが挿設されるとともに、該溶接ワイヤの側方にシールドガスが通流するガス通路が設けられたトーチ本体2を有し、狭開先の溶接に用いられる狭開先溶接トーチ1において、前記狭開先の溶接方向に沿って前記溶接ワイヤの前後両側に一対のメインガス通路5、6が設けられるとともに、後側メインガス通路6より後方のトーチ本体先端面が切り欠かれて溶接面より後退しており、該離間したトーチ本体2内部に冷却水が循環する冷却部7が設けられ、好適にはトーチ本体2の両側に、前記シールドガスが通流する補助ガスノズル9、10を配置する。
(もっと読む)
プラズマ溶接トーチ
【課題】プラズマガスの流速を過度に高めることなくプラズマアークを緊縮させることが可能なプラズマ溶接トーチを提供すること。
【解決手段】棒状の非消耗電極1と、非消耗電極1を同軸状に囲む円筒状のプラズマノズル2と、プラズマノズル2を同軸状に囲む円筒状のシールドノズル3と、を備え、プラズマガス流路4からプラズマガスPGを噴出し、シールドガス流路5からシールドガスSGを噴出する、プラズマ溶接トーチAであって、プラズマノズル2には、プラズマガス流路4からシールドガス流路5へとプラズマガスPGの一部を導入するバイパス流路23が設けられている。バイパス流路23から分流されたプラズマガスPGがプラズマアークをさらに緊縮させるとともに、プラズマガスPGの流速が不当に速くなることを回避できる。これにより、比較的板厚が厚いAl合金の溶接母材に対して、適切なキーホールを伴った良好な溶接を行うことができる。
(もっと読む)
ガスシールドアーク溶接トーチ
【課題】 1本の供給管を備えた2重ノズル構造のガスシールドアーク溶接トーチの提供。
【解決手段】 溶接トーチは外ノズル2と内ノズル1を同心を成して有し、内ノズル1の内部には給電チップ3を同心を成して設け、そして給電チップ3はガスを供給する供給管5の下端に設けたネジ穴に螺合して取付けられ、上記給電チップ3と内ノズル1間には第1隙間6を設け、又内ノズル1と外ノズル2間には第2隙間7を設けた2重構造とし、そして上記供給管5から供給したガスを分岐して上記第1隙間6と第2隙間7から流出するようにしている。
(もっと読む)
1 - 20 / 34
[ Back to top ]