
Fターム[4E001QA03]の内容
Fターム[4E001QA03]に分類される特許
41 - 60 / 73
複合溶接装置および複合溶接方法
【課題】レーザ溶接とアーク溶接との複合溶接において、溶接開始時に安定した溶接品質を得ると共に、溶接終了時にクレータの凹みと過大成長を防ぎ十分な溶込みを確保する。
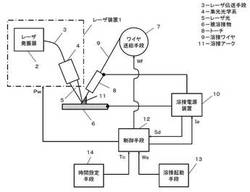
【解決手段】ワイヤ送給手段7と、溶接電源装置10と、レーザ装置1と、前記ワイヤ送給手段7と前記溶接電源装置10と前記レーザ装置1とを制御する制御手段12とを備え、前記制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を所定時間だけ送給した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
多電極溶接装置の制御方法及び装置

【課題】安定的な溶接を実現できる多電極溶接装置の制御方法及び装置を得る。
【解決手段】本発明に係る多電極溶接装置の制御装置は、複数のトーチ電極を有し、これら複数のトーチ電極を選択的に稼動させると共に前記複数のトーチ電極のアース電気経路が共通経路を有している多電極溶接装置であって、稼動しているトーチ電極を検知する稼動電極検出手段13と、稼動電極検出手段13の検出値を入力して該入力値に応じて予め設定された演算式に基づいて電圧補正量を演算する電圧補正量演算手段15と、電圧補正量演算手段15によって演算された電圧補正量に基づいて制御電圧を設定する制御電圧設定手段17とを備えている。
(もっと読む)
TIG溶接ヘッド及び該TIG溶接ヘッドを備えた自動溶接装置
【課題】 寸法精度にバラ付きがあるワークに対しても効率良くTIG溶接を実行し、溶接品質を向上させることができるTIG溶接ヘッドを提供する。
【解決手段】 上記課題を解決するために本発明のTIG溶接ヘッド3は、先端部の中心にタングステン電極21、先端部の周囲にガスノズル23を備えた溶接トーチ25と、フィラーワイヤFの供給を案内するワイヤガイド27と、該ワイヤガイド27を保持するフィラーホルダ29とを備えたフィラーユニット31と、上記溶接トーチ25とフィラーユニット31とを連結して一体に保持する連結アーム33と、を具備し、上記ワイヤガイド27には、フィラーワイヤFがワークWの被溶接部17に対して所定の低い進入角度θで円弧状に繰り出されるように案内する円弧状屈曲部39が形成されており、上記円弧状屈曲部39の下流の近傍位置には、作用長Lが短かく、内部のガイド穴47に絞り部43と拡径部45とが形成された先端チップ41が取り付けられることによって構成されている。
(もっと読む)
アーク溶接装置
【課題】溶接速度に応じてガス流量を増加させる場合に、溶接速度の増加と同時にガス流量を増加させていたことに起因するシールド不足による溶接欠陥を防止する。
【解決手段】アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、溶接速度設定信号Vwを出力するロボット制御装置16、溶接速度設定信号Vwに応じたガス流量設定信号Gwを出力するガス流量設定回路18、ガス流量設定信号Gwを入力としてガス流量を調整するガス流量自動調整器19を備える。ロボット制御装置16は、溶接速度を増加させる溶接速度変更点が教示されているときは、溶接トーチ7が溶接速度変更点に到達する時刻よりもシールドガス安定時間だけ遡った時刻に溶接速度変更点での溶接速度に応じた溶接速度設定信号Vwを出力する。先行してガス流量を増加させるようにしたことによってシールド不足を防止することができる。
(もっと読む)
溶接装置
【課題】適切に溶接ヒュームを回収し、溶接ビート面等を観察し、溶接時に発生する可聴音を計測し、環境を考慮した最適な溶接を行う溶接装置を提供することにある。
【解決手段】図1に示す消耗性電極を有する溶接トーチ18を用いてアーク溶接を行う制御機構を備えた溶接用アーム1と、溶接する溶接トーチ18と、溶接ヒューム12を吸引する溶接ヒューム吸引ノズル管16と、溶接時の溶融金属を観察するCCDカメラ19と、溶接時に発生する可聴音を計測する可聴音センサー20を備えた溶接用トーチ機構2と、前記溶接トーチ機構2から撮像された溶融金属を画像解析する画像解析装置8と、溶接時の可聴音を解析する装置(可聴音解析装置)9、溶接ヒューム12を回収する装置(溶接ヒューム回収装置)10と、溶接トーチ18におけるアーク電流を制御するアークセンター信号変換装置11を備えたことを特徴とする溶接装置である。
(もっと読む)
複合溶接装置と複合溶接方法
【課題】複合溶接の溶接開始時には安定した溶接品質を得ると共に、溶接終了時にはクレータの凹みと過大成長を防ぎ十分な溶込みを確保することができる複合溶接装置と複合溶接方法を提供する。
【解決手段】制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を送給すると共に、レーザ装置1を制御することにより、レーザ光5をパルス状に照射した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
ヒューム管の処理方法
本願は、金属粒子を含む煙、特に溶接ヒュームを吸引するための吸引管(12)を備え、装置および運転に掛かる経費を僅かにして煙の確実な抑制を可能にする吸引装置(10)に関する。このため本発明によれば酸化装置(60)が設けられる。運転時に酸化装置(60)の傍を流れる粒子はエネルギ供給により加熱され酸化される。 (もっと読む)
アルゴンと水素とを含有する中心流、およびアルゴンと二酸化炭素または酸素の何れかとを含有する被覆流のデュアルガスフローを用いるアーク溶接方法
本発明は、電極を備えたアーク溶接トーチを実装し、中心ガス流を電極と接触させるように供給し、環状ガス流を前記第1のガス流の周囲に供給する電気アーク溶接方法に関する。中心ガス流はアルゴンおよび水素(H2)のみを含み、水素含有量は2ないし8体積%である。被覆ガス流は、アルゴンおよび1.8ないし3体積%の二酸化炭素(CO2)または0.9ないし1.5体積%の酸素(O2)のみを含む。この方法は、鋼、特にステンレス鋼または炭素鋼、ならびに亜鉛もしくはアルミニウムまたは前記鋼の腐食を防ぐための任意の他の材料でコーティングされた鋼から作られた部品を溶接するのに使用される。 (もっと読む)
溶接ノズル・チップ交換装置
【課題】コンパクトで制御も容易に行なえる溶接ノズル・チップの交換装置を提供する。
【解決手段】ノズルT4をトーチ本体T1から取外すノズル脱カートリッジ2と、ノズルT4をトーチ本体T1に係合させるノズル着カートリッジ3と、チップT3をトーチ本体T1から取外すチップ脱カートリッジ4と、チップT3をトーチ本体T1に係合させるチップ着カートリッジ5と、を備え、前記各カートリッジ夫々をベースプレート13に回転可能に保持するカートリッジ毎に設けた回転ローラ6A〜6C・・9A〜9Cと、前記カーリッジ2〜5毎の回転ローラに連結した複数のプーリ6D〜9Dとベースプレート13に保持された駆動力源に連結したプーリ10Dとに夫々巻掛けられ、駆動力源の回転により前記2つの脱カートリッジ2,4と前記2つの着カートリッジ3,5とを互いに逆方向に回転させるベルト伝動手段11と、を備える。
(もっと読む)
溶接ロボットの制御装置および制御方法
【課題】 溶接の状況に応じて、先行行溶接トーチのウィービングの振幅の大きさと、後行溶接トーチのウィービングの振幅の大きさを任意に調整することができるようにする。
【解決手段】 先行溶接トーチおよび後行溶接トーチのトーチ姿勢が一定の状態で両溶接トーチ先端がウィービングするとともに、先行溶接トーチと後行溶接トーチの間の中間点を回転中心にして両溶接トーチがウィービング振幅方向Ywに揺動するように、各軸を駆動制御することで、先行溶接トーチのウィービング振幅の大きさと後行溶接トーチのウィービング振幅の大きさを調整する。この場合、先行溶接トーチがウィービングする方向と、当該先行溶接トーチが揺動する方向とが同一方向となり、後行溶接トーチがウィービングする方向と、当該後行溶接トーチ27が揺動する方向とが逆方向となるように制御することで、後行溶接トーチのウィービング振幅の大きさよりも先行溶接トーチのウィービング振幅の大きさを大きくする調整を行うことができる。
(もっと読む)
溶接ロボットにおける溶接用トーチの集電装置
【課題】
集電能力を向上することができるとともに、集電能力の向上に伴う集電装置の形状の大きさを抑制できる溶接ロボットにおける溶接用トーチの集電装置を提供する。
【解決手段】
集電装置はスリップリング50と摺接してスリップリング50の軸心の周りでスリップリング50に対して回転自在に配置された導電ブラシ72を備えている。導電ブラシ72に摺接するスリップリング50の面は凸球面58に形成され、スリップリング50に摺接する導電ブラシ72の面は凸球面58に摺接する凹球面73に形成されている。スリップリング50の軸心の周りでスリップリング50に対して導電ブラシ72が回転すると、スリップリング50の凸球面58に対して、導電ブラシ72の凹球面73が良好に摺接する。
(もっと読む)
2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置
【課題】2ワイヤ溶接を円滑に行うことが可能な2ワイヤ溶接トーチおよびこれを用いた2ワイヤ溶接装置を提供すること。
【解決手段】溶接方向前方に位置するワイヤWAおよび上記溶接方向後方に位置するワイヤWBを保持するワイヤ保持手段2を備える2ワイヤ溶接トーチA1であって、ワイヤ保持手段2は、1ワイヤWAおよびワイヤWBの先端間距離Lを変更可能に構成されている。このような構成により、ワイヤWA,WB間の先端距離Lを溶接母材の板厚や溶接速度に適した大きさに設定することが可能であり、円滑な2ワイヤ溶接を実現することができる。
(もっと読む)
レーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボット
【課題】溶接ロボットに用いられるレーザ・アークハイブリッド溶接装置に関してコンパクト化し、トーチに種々のケーブル等が接続されていてもアーム部が効率的に動作し動作範囲の制約が軽減されるレーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボットを提供すること。
【解決手段】手首部26に連接される複数のアーム部24、25を有するロボット2に、トーチ41と、ワイヤ送給部42と、電源部45と、レーザ発振器51と、レーザ光伝送手段52とを有するレーザ・アークハイブリッド溶接装置4を設置した溶接ロボット1であって、前記ワイヤ送給部42が前記手首部26に連接されるアーム部25に配置され、前記電源部45及びレーザ発振器51が前記複数のアーム部24、25以外の位置に配置されている。
(もっと読む)
簡易脱着式グースネック繋止機構、二重の整列用特定構造、および、多重電気接点を備えたロボット式GMAWトーチ
トーチ本体とグースネックとを有するロボット式GMAWトーチのためのグースネック繋止機構は、上記トーチ本体内に配設されたコネクタ受容器を含む。上記コネクタ受容器は、長手方向の両端部と、該長手方向の両端部の間に延在する通路とを含む。上記通路内には、割出し用特定構造が配設される。上記グースネックの基端上には、長寸コネクタが取付け可能である。該コネクタは、協働し得る割出し用特定構造を含む。上記繋止機構は更に、上記コネクタ受容器および上記長寸コネクタを接合するための戻り止めを含む。上記各割出し用特定構造は上記グースネックを上記トーチ本体に対して整列させ、且つ、上記戻り止めは簡易脱着のために上記コネクタを上記コネクタ受容器内に固着する。上記繋止機構は、前記コネクタ受容器内の複数の電気接点であって、前記コネクタと係合して、上記コネクタ受容器を通り前記グースネックに至る電流の流れを提供し得るという複数の電気接点を含み得る。 (もっと読む)
溶接トーチヘッドを自動補修するための方法、装置及び水性分散系の使用
本発明は、少なくとも1つのコンタクトチップ20と、該少なくとも1つのコンタクトチップ20を囲むノズル26とを備えているトーチヘッド12を自動的に補修する方法及び装置10に関するものである。第1の補修装置32では、少なくとも1つのコンタクトチップ20とノズル26とが組み付けられている状態で、トーチヘッド12が非接触で清掃される。少なくとも1つのコンタクトチップ20及びノズル26の表面の少なくとも一部に対して、トーチヘッド処理剤42を塗布するために、第2の補修装置34が用いられる。トーチヘッド12が、第1の補修装置32又は第2の補修装置34に対応する補修位置に移動させられた後に、それぞれ第1の補修装置32又は第2の補修装置34の操作が、コントロールユニット50により開始させられる。トーチヘッド処理剤は、約5ないし約50重量パーセントの窒化ホウ素を含んでいる。 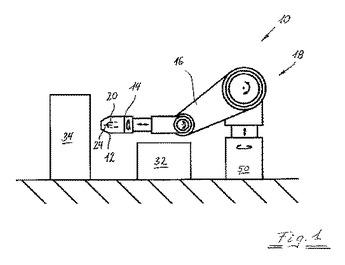 (もっと読む)
(もっと読む)
レーザ・アーク溶接方法及びレーザ・アーク複合溶接装置
【課題】レーザ溶接とアーク溶接とを併合して溶接を行うレーザ・アーク溶接方法及び装置を提供する。
【解決手段】X,Y,Z軸方向へ移動自在な加工ヘッド11に備えたレーザ溶接ヘッド13及びアーク溶接トーチ15を備えたレーザ・アーク複合溶接装置によってワークWの接合部である溶接線31に沿って溶接を行うとき、前記加工ヘッド11に備えたギャップセンサ37によってワークの溶接線31におけるギャップ量を検出し、検出したギャップ量が予め設定してある設定値より小さい場合には前記レーザ溶接ヘッド13を用いてレーザ溶接を行い、検出したギャップ量が前記設定値より大きい場合には前記アーク溶接トーチ15を用いてアーク溶接を併用して行い、前記溶接線に沿ってワークの溶接を行うとき、前記ギャップセンサによって前記溶接線の全範囲に亘ってギャップ量を検出し、検出したギャップ量が前記設定値より小さな範囲のレーザ溶接を行った後に、前記設定値より前記ギャップ量が大きな範囲のアーク溶接を行う。
(もっと読む)
ノズルクリーナ
【課題】簡便に構成できて、かつ、溶接ノズルとカッタとの芯合せも容易なノズルクリーナを提供すること。
【解決手段】本発明のノズルクリーナは、溶接ノズル2を移動させて、カッタ61を溶接ノズル2の内周面側に挿入させて回転させることによりスパッタを剥離する。溶接ノズル2をカッタ61に対して芯合せさせる案内機構43が、挿入側ローラ部44とカッタ側ローラ部52とを備える。挿入側ローラ部44とカッタ側ローラ部52とが一対の案内ローラ45,53を備える。各案内ローラ45,53相互が、小径部46,54間の隙間SI,SCを溶接ノズル2の外径寸法と略等しくするとともに、拡径部47,54相互を、溶接ノズル2を小径部46,54の中央付近にガイド可能としている。カッタ側ローラ部52と挿入側ローラ部44とが、対向する案内ローラ45,53相互の配設方向を、相互に直交させている。
(もっと読む)
溶接ロボット
【課題】 タンデム溶接の際の溶接線倣いにおいて、先行極のみでなく後行極についても高い倣い追従性能を実現する。
【解決手段】 並進補正演算部23は、先行極5aの次時刻の位置のベース座標系Σbaseにおける並進方向の補正量である並進補正量ΔP(t)で先行極5aの目標値Plead(t)を補正して一次補正目標値目標値Plead(t)’を得る。回転補正演算部24は並進補正量ΔP(t)による補正によって生じる実溶接線Lreに対する先行極5a周りのトーチ6の姿勢のずれを補正するための回転補正量Δθ(t)を計算し、回転補正量Δθ(t)だけ先行極5a周りにトーチ6を回転させるように一次補正目標値Plead(t)’を補正した二次補正目標値Plead(t)''を計算する。二次補正目標値Plead(t)''でマニピュレータ2を駆動する。
(もっと読む)
強制加圧給電トーチ
【課題】
給電チップを覆うチップカバーを備えた溶接用トーチにおける給電チップの取替作業を容易に行うことができる強制加圧給電トーチを提供する。
【解決手段】
溶接用トーチ30は、第1チップボディ32と、加圧シャフト43と、第1チップボディ32の先端に着脱自在に連結された第2チップボディ50を備える。第2チップボディ50の収納孔51に収納された給電チップ54は、第2チップボディ50が第1チップボディ32から取り外された状態で収納孔51に対して抜き出し可能である。給電チップ54は、第2チップボディ50が第1チップボディ32に連結された状態では加圧シャフト43に当接されて圧縮バネ44の付勢を受ける。第2チップボディ50の先端には給電チップ54の先端を覆うようにチップホルダ60を備える。
(もっと読む)
ハイブリッド溶接装置
【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
41 - 60 / 73
[ Back to top ]