
Fターム[4E001QA03]の内容
Fターム[4E001QA03]に分類される特許
21 - 40 / 73
コンタクトチップの交換装置
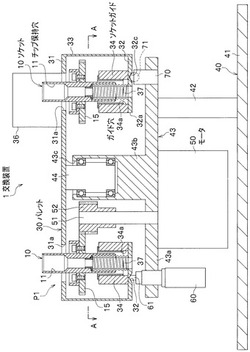
【課題】コンタクトチップを適正に挿入保持するとともに、トーチとソケットの相対的な位置と回転中心のずれを補正することができる交換装置を提供することを課題とする。
【解決手段】ソケット10と、ソケット回転手段と、ソケット10が挿入されるガイド穴34aを有するソケットガイド34が形成されたパレット30と、ソケット10とガイド穴34aの底面との間に介設された弾性部材37とを備え、ソケット10とともにコンタクトチップを正逆回転させ、トーチにコンタクトチップを脱着させる交換装置1であって、ソケット10の回転中心にチップ保持穴11が形成され、チップ保持穴11の底部に位置決め部が形成されるとともに、チップ保持穴11の開口部にはコンタクトチップに係合する長穴形状部が形成され、ソケット10の外径はガイド穴34aの内径よりも小さく形成され、ソケット10がソケットガイド34に対して回転および傾動自在となっている。
(もっと読む)
溶接用トーチ、溶接用チップ、および溶接用ロボット

【課題】溶接用チップの着脱作業の簡易化、および、チップ融着に対応可能であるとともに、溶接用チップ着脱の自動化に適した溶接用トーチ、溶接用チップ、および溶接用ロボットを提供する。
【解決手段】チップ接続ボディ3と、保持部材4と、固定部材2と、溶接用チップ1と、を備える溶接用トーチであって、前記保持部材4は、前記チップ接続ボディ3の軸方向に変位可能に組みつけられており、前記固定部材2が縮径部4aに接する場合には、前記固定部材2により前記溶接用チップ1が当該溶接用チップ1の軸方向に固定され、前記固定部材2が拡径部4bに接する場合には、前記固定部材2による前記溶接用チップ1の固定が解除されることを特徴とする。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】給電チップの先端部8aに設けられた耐熱部材の耐久性を向上させ、耐熱部材の取り外しを容易に行える溶接トーチ21を提供する。
【解決手段】溶接トーチ21の給電チップ8が第2のチップボディの基端部22bから挿入されて突き出ていて、耐熱キャップの先端部23aが耐熱キャップ挿通孔24dから突き出ている。耐熱キャップの基端部の突起部23cが、耐熱キャップホルダの先端部24a側の内面の段部24cに引っかかる。耐熱キャップホルダの基端部24bが第2のチップボディの先端部22aにねじ込まれて、耐熱キャップ23が給電チップの先端部8aを覆うように第2のチップボディの先端部22aに固定される。トーチボディ2内のスプリング6によって給電チップのテーパ形状8cが第2のチップボディの傾斜面22cに押圧されて、給電チップ8のワイヤ挿通孔が縮径して溶接ワイヤに給電する。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】チップホルダ21の耐久性を向上させた溶接トーチ20を提供する。
【解決手段】スプリング6によって給電チップのテーパ形状8cがチップホルダ本体22に押圧されて、給電チップ8のワイヤ挿通孔が縮径して溶接ワイヤに給電する溶接トーチ20である。チップホルダ21がチップホルダ本体22とその先端部に設けられた耐熱キャップ23とから成り、チップホルダ本体の先端部22aに耐熱キャップの基端部23bが挿入される挿入孔22cが形成されている。耐熱キャップ23の側面部に、チップホルダ本体の先端部22aに当接する係止部23cが形成され、耐熱キャップの係止部23cの外径がチップホルダ本体の先端部22aの外径と同じである。チップホルダ本体の挿入孔22cに耐熱キャップの基端部23bが挿入されて圧着加工されて耐熱キャップ23がチップホルダ本体22に固定される。
(もっと読む)
アーク溶接方法
【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
2電極アーク溶接方法および2電極アーク溶接システム
【課題】 溶接期間全体にわたって生じうるスパッタの発生を抑制でき、且つ、効率よく溶接を行うことのできる、2電極アーク溶接方法および2電極アーク溶接システムを提供すること。
【解決手段】 母材Wと消耗電極15との間にミグアークa1を発生させ((s−1)〜(s−3))、ミグアークa1をパイロットアークとして、母材Wと消耗電極15を囲む非消耗電極との間にプラズマアークa2を発生させ(s−4)、プラズマアークa2を発生させた後に、消耗電極15と母材Wとの間に流れるミグ電流をミグ予熱値で流しつつ、ミグアークa1およびプラズマアークa2のいずれもが発生している状態を継続させ(s−5)、上記ミグ電流の値を上記ミグ予熱値から上昇させ、消耗電極15から母材Wへの溶滴移行を開始する(s−6)、各工程を備える。このような構成によれば、溶接期間全体にわたって生じうるスパッタの発生を抑制でき、且つ、効率よく溶接を行うことができる。
(もっと読む)
溶接後工程の制御方法
【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム
【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
(もっと読む)
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
ガスシールド溶接用の溶接トーチ及びガスシールド溶接方法
【課題】ガスシールド溶接で使用する溶接トーチの構造に関し、開先幅の制約を受けないで、開先の深い材料や開先が取られていない材料を最適な条件でガスシールド溶接を行うことができる単純な円形断面のガスノズルを備えた溶接トーチを得る。
【解決手段】
トーチ本体に対してトーチ軸方向に相対移動可能なガスノズルを備えている。ガスノズルは、トーチ軸方向のガイド筒に摺動自在に嵌挿して設けるか、軸方向に伸縮可能な蛇腹構造などにより、ノズル口が進退自在である。このガスノズルは、NC制御によりストローク制御可能なサーボシリンダなどの進退駆動装置に連結されて、ノズル口が移動及び位置決めされる。狭くて深い開先の底の部分を溶接するときは、ガスノズルを後退させ、ノズル口から溶接ワイヤを長く突出させた状態で溶接を行う。
(もっと読む)
溶接トーチ
【課題】溶接棒の送り及び接触位置が改良された溶接トーチを提供する。
【解決手段】溶接トーチ(1)の本体(2)は、少なくともその一部に配置され、接触パイプ(23)を受けるために、接続部品(21)に接合される溶接棒(7)の送り装置(10)を含んでいる。溶接棒(7)の案内装置(32)は、送り装置(10)に配置され、接続部品(21)から接触パイプ(23)に向かって或る角度で延びている。溶接棒(7)用の孔(36)と、これと同心の案内装置(32)用のより大きな直径(40)を持つ案内孔(37)とは、接触パイプ(23)に設けられ、案内装置(32)は接触パイプ(23)の案内孔(37)内に延在する。
(もっと読む)
溶接トーチ
【課題】着脱構造を簡単化し、トーチ本体を簡単な操作により交換することができる溶接トーチを提供する。
【解決手段】溶接トーチには、その元部のトーチ用パイプのインナーパイプに接続されるコネクタ部材5とコネクタケース7が設けられ、コネクタ部材5には先端にコーン嵌合穴5aが設けられる。トーチ本体2には、末端にコーン嵌合部29を有したチップボディ20が設けられる。トーチ本体2は、その末端のコーン嵌合部29をコネクタ部材5のコーン嵌合穴5aに嵌入した状態で、ロック部材9を摺動させ、ロック開口部9aの小径孔9cをチップボディ20のロック溝28に嵌合させ、コーン嵌合部29とコーン嵌合穴5aの嵌合状態をロックする。ロック部材9を上記と逆方向に摺動させるとそのロックが解除され、トーチ本体2はコネクタ部材5から離脱する。
(もっと読む)
アーク溶接装置
【課題】マスフローコントローラ単体でシールドガスの流量を制御すると、溶接開始時にガス流量が不足してしまうことがある。
【解決手段】マスフローコントローラ31を有し、ガスシリンダ30からマスフローコントローラ31を経由して溶接トーチ7へと供給するためのガス通路を備えるアーク溶接装置1である。ガス電磁弁33をマスフローコントローラ31と溶接トーチ7の間のガス通路に設ける。ロボットコントローラ16は、ガスの停止に際し、ガス電磁弁33を閉作動させ、次いで予め定めた遅延時間だけ経過した後にマスフローコントローラ31からのガス出力を停止させる。次回のガス出力開始時にガス電磁弁31を開作動させ、同時にマスフローコントローラ31からのガス出力を開始させる。充填されたガスが噴出されることにより、マスフローコントローラ31単体で不足するガス流量を補うことができる。
(もっと読む)
アーク溶接ロボットの制御装置
【課題】プリフローの開始タイミングを教示データ、溶接環境等に応じて自動調整することができるアーク溶接ロボットの制御装置の提供。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
(もっと読む)
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
溶接方法
【課題】2つの電極を並べた状態で溶接を行うと、溶接ロボットの1つの自由度が拘束されてしまい、溶接ロボットとしての動作の自由度を下げてしまう。その結果、溶接部位でのロボットの姿勢に制約が生じ、溶接可能な範囲を狭めてしまう。
【解決手段】本発明の溶接方法は、1台の溶接ロボットシステム(a)による単電極(18a)の移動に他の溶接ロボットシステム(b)による単電極(18b)の移動を追従させ、1台の溶接ロボットシステム(a)の単電極(18a)と他の溶接ロボットシステム(b)の単電極(18b)とが、同一溶接線に対して、同一方向に同時に溶接を行う構成により、タンデム溶接専用トーチを用いる場合に比べてロボットの自由度が拘束されず、溶接可能範囲が広くなり、ロボットの姿勢についての制約が解消する。
(もっと読む)
溶接用棒状電極の自動交換用ホルダ
【課題】溶接用棒状電極の自動交換用ホルダにおいて、溶接用トーチに棒状電極が良好に取り付けられるようにする。
【解決手段】溶接用トーチに取り付ける棒状電極10を自動的に交換する際に用いる溶接用棒状電極の自動交換用ホルダは、所定角度をなしてV字状に設けられる2つの壁面部を有する切欠部24を備え、前記2つの壁面部の間に前記棒状電極を保持する保持部材23と、前記2つの壁面部の間に配置された前記棒状電極を前記2つの壁面部の交線側に向けて弾性的に付勢する付勢部材25、26と、を備え、前記棒状電極は、前記付勢部材によって付勢されて前記2つの壁面部の交線と平行に前記保持部材の前記2つの壁面部の間に保持される。
(もっと読む)
プラズマキーホール溶接装置およびプラズマキーホール溶接方法
【課題】 作業効率を向上可能なプラズマキーホール溶接装置およびプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマアークPAを発生させ、キーホールを形成および貫通させることにより溶接を開始するプラズマキーホール溶接装置A1であって、定常溶接状態において定常電流値でアーク電流Iwを流す出力制御回路21と、上記定常溶接状態において、プラズマ電極112を、被溶接物Wの面内方向に沿って定常速度Vpで被溶接物Wに対して相対移動させる動作制御回路31と、溶接を開始する際にキーホールを貫通させるのに要したキーホール形成時間を計測する時間計測回路23と、上記キーホール形成時間に基づいて、定常速度Vpおよび上記定常電流値の少なくともいずれかを算出する演算回路OCと、を備える。このような構成により、最適な定常速度Vpもしくは上記定常電流値を算出でき、溶接の作業効率を向上できる。
(もっと読む)
多関節型のタンデム溶接ロボット
【課題】簡単かつ安価な多関節型のタンデム溶接ロボットを提供する。
【解決手段】2本の溶接トーチ3、4を取り付けた多関節型溶接ロボットにおいて、多関節ロボットの最先端にある手首軸2に取り付けられた前記各溶接トーチ3、4と、ロボット全軸の複合動作により前記各溶接トーチを開先幅方向に揺動させる揺動機能とを有し、前記各溶接トーチのトーチ角度を一定に保ったまま、前記各溶接トーチを開先幅方向に同じ位相かつ同じ振幅で揺動させるとともに、ルートギャップまたは前層ビード幅に応じて、前記手首軸を旋回させることにより、溶接方向に対する開先幅方向の電極間距離を所定の値に変更することで、前記開先幅方向の電極間距離とともに前記揺動の幅を制御してタンデム溶接を行う。
(もっと読む)
加圧フラックス供給溶接トーチを有するサブマージアーク溶接システム、およびフラックスマフラ
サブマージアーク溶接システム。1つの実施形態では、サブマージアーク溶接システムは、ロボット(R)と、ロボットから遠位のフラックス供給部(140)と、ロボットから遠位の少なくとも1つのワイヤ供給部(125)とを含む。このシステムはまた、ロボットに接続された溶接トーチ(105)と、ワイヤ供給部を溶接トーチに接続するワイヤ経路と、フラックス供給部を溶接トーチに接続するフラックス経路とを含む。フラックス供給システムがフラックスをフラックス供給部から溶接トーチに移動させるように構成される。少なくとも1つのベントが、フラックス経路から空気を排出するために、フラックス経路上に溶接トーチ(105)に隣接して配置される。 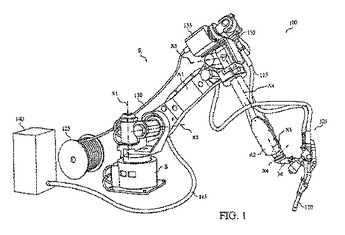 (もっと読む)
(もっと読む)
21 - 40 / 73
[ Back to top ]