
Fターム[4E002AD01]の内容
Fターム[4E002AD01]の下位に属するFターム
粗圧延 (96)
ホットストリップ仕上圧延 (245)
Fターム[4E002AD01]に分類される特許
201 - 218 / 218
鋼材でできた薄肉および/または厚肉スラブを熱間ストリップに圧延する方法
予め、薄肉あるいは厚肉スラブ(2;3)として連続鋳造機(1)内で鋳造され、トンネル炉(5)あるいはウォーキングビーム炉(6)内で圧延温度まで加熱され、そして圧延ライン(4)内で圧延され、続いて冷却されそして巻取り束(18)になるまで巻き取られるような、鋼材でできた薄いおよび/または厚いスラブ(2;3)を熱間ストリップ(4a)に圧延する方法は、
圧延ライン(4)が、薄肉スラブ部分(2b)あるいは厚肉スラブ部分(3b)が、その厚さに依存して圧延ラインの適切な位置で挿入される、粗圧延ロールスタンド(4c)と仕上げ圧延ロールスタンド(4b)とから形成されていることにより、
圧延ライン(4)の負荷が最大である場合に十分連続して、
熱間ストリップ(4a)の品質標準とロール磨耗の減少に依存して行われる。  (もっと読む)
(もっと読む)
加工性に優れた高強度熱延鋼板およびその製造方法

【課題】 r値の異方性が小さく、引張強度780MPa以上を有し、加工性、特に深絞り性と伸びフランジ性の両者の性質に優れた高強度熱延鋼板およびその製造方法を提供する。
【解決手段】 r値の異方性が小さい引張強度が780MPa以上の加工性に優れた高強度熱延鋼板は、質量%で、C:0.02〜0.20%、Mo:0.1〜0.8%、Ti:0.02〜0.40%およびZr:0.0005〜0.005%を含有し、実質的にフェライト単相組織であり、平均粒径10nm以下のTiとMoを含む炭化物が析出している。
(もっと読む)
常温非時効性に優れた歪時効硬化型鋼板およびその製造方法
【課題】 50MPa以上のBH(焼付硬化性)量と常温非時効性を両立する歪み時効硬化型鋼板およびその製造方法を提供する。
【解決手段】 質量%で、C:0.0022〜0.007%、Si:0.7%以下、Mn:0.1〜2.0%、P:0.1%以下、S:0.01%以下、Se:0.005〜0.02%、Al:0.1%以下、Cu:0.02〜0.5%、N:0.01%以下、Ti:0.04%以下、Nb:0.08%以下を含み、さらに、(14/47×[Ti]+14/93×[Nb])/[N]で計算される値が0.7以上かつ1.6以下であり、残部がFeおよび不可避的不純物からなり、硫化物、セレン化物あるいは硫セレン化物のうち1種または2種以上の析出物とFeの界面の総面積が鋼中における単位体積あたり2×10−2[μm2 /μm3 ]以上であり、BH量が50MPa以上であり、かつ100℃にて1時間熱処理後の引張試験における降伏点伸びが0.5%以下であることを特徴とする常温非時効性に優れた歪時効硬化型鋼板。
(もっと読む)
熱延鋼帯およびその製造方法
【課題】加工性を改善すべくSiを添加した、(5xP+Al)/Si≦0.728 を満足する高Si鋼板について、加工性を確保するとともに島状スケール疵を抑制した熱延鋼板とをその製造方法を提供する。
【解決手段】質量%で、C:0.02〜0.25%、Si:0.04〜2.5%、Mn:0.3〜2.3%、P:0.050%以下、S:0.02%以下、Al:0.005〜0.50%およびN:0.02%以下を含有し、残部が鉄および不純物からなる化学組成を有し、引張強さ(MPa)と穴拡げ率(%)の積が40000(MPa・%)以上とする。また、その製造方法は、上記化学組成を備える鋼塊または鋼片に、圧延完了時の表面温度をFeO とFe2SiO4との共晶点以上とした粗熱間圧延を施して粗バーとする。前記粗バーにデスケーリングを施した後に仕上げ熱間圧延を開始して圧延完了時の表面温度を800℃以上とした仕上げ熱間圧延を前記粗熱間圧延後420秒以内に終了する。前記仕上げ熱間圧延の後、平均冷却速度10℃/s以上で700℃以下まで冷却して巻取る。
(もっと読む)
TWIP特性をもつ高強度の鋼ストリップ又はシートの製造方法、コンポーネント及び高強度鋼ストリップ又はシートの製造方法
本発明は、TWIP特性をもつ冷間成形、高強度の鋼のストリップ又はシートの製造方法であって、中断なしに実施される連続操業工程において、下記の組成(質量%):
炭素: 0.003〜1.50%、
マンガン: 18.00〜30.00%、
ニッケル: 10.00%以下、
ケイ素: 8.00%以下、
アルミニウム: 10.00%以下、
クロム: 10.00%以下、
窒素: 0.60%以下、
銅: 3.00%以下、
リン: 0.40%以下、
硫黄: 0.15%以下、
セレン、テルル、バナジウム、チタン、ニオブ、ホウ素、希土類金属、モリブデン、タングステン、コバルト、カルシウム及びマグネシウムの群から選択される1又はそれ以上の成分(但し、セレン、テルルの合計含有量は、0.25%以下、
バナジウム、チタン、ニオブ、ホウ素、希土類金属の合計含有量は、4.00%以下、
モリブデン、タングステン、コバルトの合計含有量は、1.50%以下そして、
カルシウム、マグネシウムの合計含有量は、0.50%以下であるものとする)、
残部としての鉄及び溶解条件の不純物(合計含有量が0.30%以下のスズ、アンチモン、ジルコニウム、タンタル及びヒ素の含有量は前記不純物中に含まれるものとする)
の溶融材料をコンベヤーに付与し、そして前記溶融材料がプレストリップへ凝固されるまでコンベヤー上で冷却し、
前記プレストリップを前記コンベヤーベルトから取り除き、
前記取り除いたプレストリップを、必要に応じて、熱処理にさらし、
前記プレストリップを少なくとも700℃の熱間圧延温度で熱間圧延して、完全に再結晶された構造をもつホットストリップとし、そして、
前記ホットストリップを750℃までの巻取温度で巻き取る、前記方法に関する。
(もっと読む)
2つの鋳造ライン及び単一の連続圧延ラインを用いた熱間極薄鋼帯の製造方法及び製造ライン
本発明は、厚み100mm以下の薄いスラブ製造用の2つの鋳造ライン(a)及び(b);該鋳造ライン(a)と直列に配置されてなる仕上用圧延機(g);マンドレルを有する、2組の加熱炉(A1、A2及びB1、B2)、但し各組の加熱炉はそれぞれ鋳造ライン(a)及び(b)のどちらかと関連して配置されている;及び1組の加熱炉(A1)と(A2)との間に設けられたバイパス経路(d)であって、その下流に配置された仕上用圧延機(g)での連続圧延を可能にするバイパス経路(d)含む、熱間鋼帯を製造するための製造ラインに関する。マンドレルを有する加熱炉(B1)及び(B2)を、横断経路(k)に沿って、圧延ライン(g)と直列に配置されてなる鋳造ライン(a)に移動させ、そして元の位置に戻すことで、鋼帯をバッチ的に製造することができる。さらに、誘導炉(f)が、仕上圧延装置(g)の上流に配置されている。また、上記の製造ラインを用いた製造方法にも関する。  (もっと読む)
(もっと読む)
電解コンデンサ用アルミニウム硬質箔用薄板の製造方法
【課題】 管理元素数が少なく、高い静電容量の得られる電解コンデンサ用アルミニウム硬質箔用薄板の製造方法を提供する。
【解決手段】 質量で、Cu:5〜20ppm、V+Cr+Ni+Zr:1〜6ppm、かつNi+Zr:0.05〜1.5ppm、残部:Alおよび不可避的不純物、かつAl:箔質量の99.98%以上であり、Feを含む金属間化合物の最大径が20nm以下であり、単体SiおよびSiを含む金属間化合物が23万倍で観測して実質的に検出されない硬質箔の素材としての薄板の製造方法は、上記組成のスラブを温度530〜570℃に3時間以上加熱保持して均質化処理した後、複数パスの熱間圧延により、最終パスF1およびその1パス前の最終直前パスF2において、温度385℃以上の火延板を最終直前パスF2により温度275〜320℃の火延板とし、次いで最終パスF1により温度230℃以下の火延板とした後、冷間圧延する。
(もっと読む)
加工性に優れるフェライト系ステンレス鋼板およびその製造方法
【課題】 本発明の目的は、加工性に優れたフェライト系ステンレス鋼板と効率的に製造する方法を提供するものであるにある。
【解決手段】 質量%にてCr:16〜25%含有する鋼で、板厚方向断面内の最表層から板厚の中心領域において、{111}方位結晶粒と{554}方位結晶粒の面積率の総和が60%以上の比率で存在することを特徴とする加工性に優れるフェライト系ステンレス鋼板である。ここで、{111}方位結晶粒、{554}方位結晶粒とは、それぞれの結晶粒の<111>方向、<554>方向が圧延面に対して垂直な方向と15°以内にある結晶粒のことである。これにより板厚が薄いものから厚いものまで、平均r値×n値が0.4以上とすることにより、複雑な形状の部品でも加工できることを知見した。
(もっと読む)
一つのステッケル圧延スタンドにより帯状材を熱間圧延する方法と装備
【課題】薄く熱い帯状材を問題なしに且つ時間損失なしに切り取られ得るこの種の方法と装備を準備すること。
【解決手段】この発明は、両側でそれぞれ一つの炉リール(9、10)が付属されて、炉リール(9、10)とステッケル圧延スタンド(8)の間には駆動体(17、18)が付属される可逆ステッケル圧延スタンド(8)により帯状材を熱間圧延する方法に関する。特に薄く熱い帯状材を切り取りできるために、帯状材がステッケル圧延スタンド(8)における可逆圧延中に一つの駆動手段(17)とステッケル圧延スタンド(8)の間に配置されている唯一つの浮動クロップシャー(20)によって切り取られる。クロップシャーは特にドラムナイフ・クロップシャーである。  (もっと読む)
(もっと読む)
高Ni合金鋼の熱間加工方法

【要 約】
【課 題】 高Ni合金鋼の連鋳スラブを可及的均一に加熱することによって熱応力割れの発生を抑制するとともに、加熱した連鋳スラブを熱間加工する際にエッジ割れの発生を抑制できる熱間加工方法を提供する。
【解決手段】 Niを25.0〜85.0質量%含有する高Ni合金鋼の連鋳スラブを熱間加工する方法であって、連鋳スラブを加工するのに先立って加熱する際に、連鋳スラブ内温度の最大値と最小値の差を 200℃以内とする。
(もっと読む)
溶接性および靱性に優れた引張り強さ550MPa級以上の高張力鋼材およびその製造方法
【課題】 溶接熱影響部の強度と靭性を同時に母材と同等に高めることのできる、引張り強さ550MPa級以上の高張力鋼材およびその製造方法を提供する。
【解決手段】 質量%で、C=0.005〜0.10%、W=0.10〜3.0%、Nb=0.010〜0.080%、V=0.010〜0.50%を含有し、Tiを0.005%未満に制限し、EC=2[C]−[Nb]/9−[V]/12>0.020を満たし、鋼材中に含まれるWの析出量が、定電位電解抽出残渣を蛍光X線分析によって定量分析して得られる分析値において0.0050%以下であり、鋼の断面における組織構成の60%以上がベイナイト組織であることを特徴とする、溶接性および靱性に優れた引張り強さ550MPa級以上の高張力鋼材、およびその製造方法である。
(もっと読む)
圧延方向から45°方向の磁気特性が優れた無方向性電磁鋼板およびその製造方法
【課題】 特に圧延方向から45°方向の磁気特性が優れおり、磁気特性の板面内平均が高く板面内異方性が極めて小さい無方向性電磁鋼板を製造する。
【解決手段】 質量%で、C:0.040%以下、Si:0.05〜3.5%、Mn:3.0%以下、Al:3.5%以下、S:0.055%以下、P:0.25%以下、N:0.040%以下を含む鋼片を熱間圧延における850℃以下の温度域での圧延において圧下による累積歪(対数歪)Hと各パス出側温度T(℃)および、最終パスを除く圧延パスにおいては圧延後次の圧延パス開始までの時間t(秒)または最終パスの場合は最終パス圧延後水冷開始までの時間t(秒)の関係が、T<850−H×10−t×10、を満足するように行い、この圧延組織を残存させたまま冷間圧延を行った後、再結晶焼鈍を行うことで、{100}<012>方位および{411}<148>方位の集積強度を4.0以上と顕著に高める。
(もっと読む)
キャップ用アルミニウム合金板の製造方法
【課題】絞り成形時に印刷文字が曲がったりしない、耳率の小さいキャップ用Al合金板を製造する。
【解決手段】Mgを1.0〜2.2質量%(以下、%と記す。)、Feを0.1〜0.3%、Mnを0.05%以下、Siを0.2%以下、Cuを0.2%以下含有し、残部がAlと不可避不純物からなるAl合金に、均質化処理を490℃以上、前記アルミニウム合金の融点未満の温度で1時間以上施し、次いで熱間圧延を終了温度310℃以上、総圧延率90%以上で施した上で、熱間圧延板の横断面における再結晶率を80%以上とし、次いで前記熱間圧延板に冷間圧延を総圧延率30%以上で施したのち、中間焼鈍を100℃/分以上の急速加熱を含む420〜550℃の温度で施し、次いで仕上圧延を総圧延率30〜65%で施す。必要に応じて安定化処理を150〜250℃の温度で施す。
(もっと読む)
耐二次加工脆性に優れた高強度冷延鋼板およびその製造方法
【課題】優れた深絞り成形性を有し、かつ従来鋼より優れた耐二次加工脆性を示す高強度冷延鋼板およびその製造方法を提供する。
【解決手段】本発明の高強度冷延鋼板は、C:0.0003〜0.04%、Si:1.5%以下、Mn:0.4〜3%、P:0.15%以下、S:0.02%以下、sol.Al:0.1〜1%、N:0.01%以下を含有し、さらにNb:0.2%以下、Ti:0.2%以下のうち1種以上(もしくはNb:0.2%以下、Ti:0.2%以下、V:0.5%以下、Mo:0.5%以下のうち1種以上)を含有し、残部はFe及び不可避的不純物であり、0.6≦(Nb/93+0.8×Ti*/48)/(C/12)≦5(もしくは0.6≦(Nb/93+0.8×Ti*/48+0.3×V/51+0.3×Mo/96)/(C/12)≦5)とする。ただし、Ti*= Ti-48/14×N、Ti-48/14×N≦0のときはTi*=0。
(もっと読む)
インラインで熱処理及び焼鈍を行なうアルミニウム合金板材の製造方法
インラインの連続的プロセスでアルミニウム合金板材を製造する方法である。連続鋳造されたアルミニウム合金ストリップを、選択的にクエンチングし、熱間又は冷間で圧延し、焼鈍又は熱処理をインラインで行ない、選択的にクエンチングし、望ましくはコイリングし、所望のゲージに達するまで、追加の熱間、温間又は冷間の圧延工程を施す。この方法を用いることにより、所望の特性を有するT質別又はO質別のアルミニウム合金板材を、これまでよりはるかに短い時間で製造することができる。 (もっと読む)
金属、特にアルミニウムを熱間圧延するための圧延機並びに熱間圧延方法
粗圧延ライン(4)と仕上げ圧延ライン(5)とを有する熱間ストリップライン(3)によって金属、特にアルミニウムを熱間圧延するための圧延機(1)を、設備のサイズをコンパクトにしたり、既にコンパクトに構成された設備を生産的にするように改善するため、粗圧延ライン(4)は、相前後して配設される少なくとも2つの粗圧延スタンド(8,9)が共に関与する場合にタンデムモードで被圧延物を圧延するタンデムラインとして形成されている。選択的又は同時に、粗圧延ライン(4)は、仕上げライン(5)と共にタンデムラインとして作動し、粗圧延ライン及び仕上げ圧延ラインのロールスタンドが共に関与する場合にタンデムモードで圧延が行なわれる。加えて、仕上げ圧延ラインでは、同様に好ましくは可逆的にタンデムモードで圧延が行なわれる。  (もっと読む)
(もっと読む)
局部的な温度の乱れの下での熱間圧延プロダクトの断面の制御方法
鋼材に沿って連続する位置に溶接継ぎ手を有する連続溶接鋼材を圧延する方法であって、前記連続溶接鋼材は連続ロールスタンドのロールの対の中を通って進む、方法について開示している。2つの連続するスタンドにおける圧延条件は、溶接継ぎ手が2つのスタンドの間にあるときに圧縮が溶接継ぎ手において溶接継ぎ手の断面積の増加をもたらすように調節される。圧延条件は、溶接継ぎ手のトラッキング情報に基づいて、下流のロールスタンドに比べて上流のロールスタンドにおけるロール速度の増加の付加を含む。  (もっと読む)
(もっと読む)
特に帯状に連続鋳造された中間材料からの熱間圧延バンドの製造装置
この発明は、少なくとも一つの連続鋳造機と、少なくとも一つの切断機と、少なくとも一つの校正炉と、デスケーラーと、場合によっては粗延べ機列と、仕上げ圧延機列(多段構成の圧延機又はステッケル圧延機)と、クーリングゾーン及び少なくとも一つの熱間圧延バンド用巻取り機を備えたローラーテーブルとを有する熱間圧延鋼帯の製造装置に関する。鋳造方向と圧延方向が互いにほぼ反対方向を向く形で、この装置の鋳造ラインと圧延ラインを、互いに平行又はほぼ平行に配置することによって、コンパクトな構造形態を実現している。 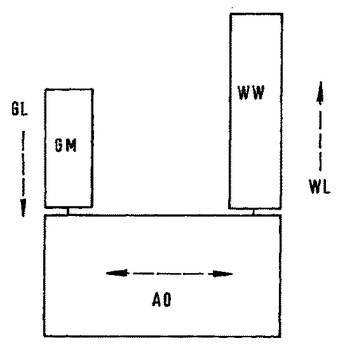 (もっと読む)
(もっと読む)
201 - 218 / 218
[ Back to top ]