
Fターム[4E050JA01]の内容
金型の交換、取付け、製造 (1,478) | 金型の材質 (142) | 鉄系(鋼、鋳鉄) (78)
Fターム[4E050JA01]に分類される特許
1 - 20 / 78
ホットスタンピング成形用金型及びその製作方法
金型加工方法およびエンブレムの形成方法
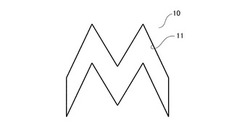
【課題】微細な金型面を形成することのできる金型加工方法を提供する。また、エンブレムのマークの角部の先端に曲面が形成されることなく所望通りの尖鋭な角度に形成でき、これにより意匠的効果を図ったエンブレムの形成方法を提供する。
【解決手段】金型の金型面(10)の切削加工を、フェムト秒レーザーを用いることによって行う。また、フェムト秒レーザーによって金型面(10)の切削加工がなされた金型を用いて、エンブレムを成型する。
(もっと読む)
プレス加工金型用工具の補修方法

【課題】DLC膜の形成方法を検討することで、研磨実施後もプレス加工金型用工具の加工面にDLC膜が存在することが可能であり、且つ、プレス加工金型用工具の側面と加工面に同等の特性を有するDLC膜を形成することが可能なプレス加工金型用工具の補修方法を提供する。
【解決手段】被加工材をプレスにより成型加工又は打ち抜き加工を行うためのプレス加工金型用工具の補修方法であって、摩耗したプレス加工金型用工具43の加工面43bを研磨する工程と、プレス加工金型用工具43の側面43aをマスキング材10で保護する工程と、研磨した加工面43bにDLC膜41を形成する工程と、を有するものである。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
プレス成形金型、及び、金型によるかじり検知方法
【課題】ワーク成形面の加工面圧が微小部位で上昇した場合であっても、当該部位の加工面圧を正確に測定することができ、プレス成形金型において生じるかじりを検知することができる、プレス成形金型、及び、金型によるかじり検知方法を提供する。
【解決手段】プレス成形金型におけるダイ12は、複数の鋼板12a・12a・・・が、そのワークW側の周縁部において、プレス加工時にワークWの成形面と接するように積層されて形成され、それぞれの鋼板12a・12a・・・は、ひずみゲージ13・13・・・及び計測器15を具備する圧力測定手段をかじり検知手段として備え、ひずみゲージ13・13・・・で測定した値と、ひずみゲージ13・13・・・が配設された鋼板12a・12a・・・の縦弾性係数と、から、プレス加工時におけるワーク成形面と接する鋼板12a・12a・・・の周縁部の面圧を測定する。
(もっと読む)
バナジウム含有被膜を被覆した鉄系合金製パンチ工具
【課題】成型加工を行っても相手材表面との摩耗を低減できる被膜を被覆した鉄系合金製パンチ工具を提供する。また、万一に被膜の摩耗が生じても鉄系合金製パンチ工具の損傷を未然に防止できる被膜を被覆した鉄系合金製パンチ工具を提供する。
【解決手段】V(1−X)CXから成り、かつXは原子%で70at%超95at%以下であるバナジウム含有被膜を鉄系合金製パンチ工具21に被覆する。また、鉄系合金製パンチ工具21とバナジウム含有被膜との間に複合被膜を被覆して、複合被膜は鉄系合金製パンチ工具21から近い順にV被膜、V(1−Y)CY被膜(ただし、Yは原子%で40at%以上60at%以下)から成る被膜とする。
(もっと読む)
チタン部材の曲げ加工方法および曲げ加工具
【課題】チタン部材について、ドライ環境下での曲げ加工が行えるようにしたチタン部材の曲げ加工方法および曲げ加工具を提供する。
【解決手段】曲げ加工具はチタン部材と接する部分の少なくとも一部分に形成された最大表面粗さが3μm以上25μm以下の微細な凹凸を備えた微細凹凸部と、微細凹凸部に含まれる複数の頂上部の一部だけが露出するように微細凹凸部に形成されたフッ素樹脂膜とを有し、フッ素樹脂膜が微細凹凸部の表面に密着している。
(もっと読む)
硬質皮膜被覆金型及びその製造方法
【課題】物理蒸着法による酸化物の上層と窒酸化物の下層との密着性及び上層の耐焼き付き性及び耐かじり性に優れた硬質被膜被覆金型を提供することである。
【解決手段】金型基体直上に、金属元素としてAlとCrを必須構成元素とする窒酸化物の下層と、金属元素としてAlとCrを必須構成元素とする酸化物の上層とを、物理蒸着法により被覆した硬質被膜被覆金型において、該酸化物の上層はα型結晶構造を有し、X線回折強度比TC(006)が1.3以上であることを特徴とする硬質被膜被覆金型。
(もっと読む)
塑性加工用金型およびその製造方法、ならびにアルミニウム材の鍛造方法
【課題】表面性状の制御により、耐焼付き性に優れた塑性加工用金型およびその製造方法を提供する。
【解決手段】塑性加工用金型は、基材の表面をショットブラスト法を用いて粗面化して算術平均粗さRa:1μmを超え2μm以下に調整する基材粗面化工程と、この表面を研磨してRa:0.3μm以上を保持しつつスキューネスRskを0以下に調整する基材研磨工程と、この基材の表面に硬質皮膜を形成する成膜工程と、を行って製造され、硬質皮膜の表面が算術平均粗さRa:0.3μm以上2μm以下、スキューネスRsk:0以下であることを特徴とする。凹部に偏らない凹凸形状に調整することで、潤滑剤が溜まる凹部の容積を抑えて凸部の表面にも潤滑剤が十分に付着される。
(もっと読む)
アルミニウム板加工金型
【課題】潤滑油に換えて水系潤滑剤を用いてアルミニウム板またはアルミニウム合金板をバーリング加工やアイアニング加工等することを可能としつつ、製品精度、特に表面性状の平滑さを維持向上できるDLC被膜金型を提供すること。
【解決手段】金型の表面に、実質的に水素を含まないDLC膜を形成し、当該DLC膜を、密度は3.0g/cm3以上3.4g/cm3以下、ナノインデンテーション硬さが40GPa以上100GPa以下、算術平均粗さが0.03μm以下、最大高さが0.20μm以下、表面の欠陥密度が10個/mm2以下、としたパンチやダイ等の金型。
(もっと読む)
鉄合金材料の表面処理方法
【課題】拡散剤である拡散元素の拡散量が十分でなく、かつ処理剤の寿命も短く、処理浴が経時変化して硬化層形成にバラツキを生じる等の従来の鉄合金材料の表面処理方法における問題点を解決すること。
【解決手段】鉄合金材料(被処理材)の表面に、予備窒化処理を実施後、拡散処理を実施して表面硬化層を形成する表面処理方法。鉄合金材料の表面に、窒化処理を実施した後、本窒化した被処理材を、400〜700℃の溶融塩中に加熱保持し、周期表第4〜6周期の4〜7族元素などの一種または二種以上の元素の窒化物あるいは炭窒化物からなる表面硬化層を被処理材に形成する。
(もっと読む)
せん断用金型及びその製造方法
【課題】長寿命化させたせん断用金型及びその製造方法を提供することにある。
【解決手段】本発明に係るせん断用金型1は、一対の基材の間に配置される板材2を当該基材によりせん断するせん断用金型1であって、前記基材の表面のうち、少なくとも、曲面の領域と、前記板材2の表面に対向するとともに前記曲面から前記基材の面に沿って300μmまでの領域とに、アークイオンプレーティング法により形成された硬質皮膜を備え、前記硬質皮膜は、Alと、TiおよびCrのうちの1種以上と、を含有するとともに、膜厚が1μm以上、5μm以下であり、さらに、前記曲面の領域と、前記曲面から前記基材の面に沿って300μmまでの領域と、に形成された前記硬質皮膜の表面において、長さ10mmの線分上に存在する直径20μm以上の金属粒子の個数が2個以下であることを特徴とする。
(もっと読む)
シャー切断工具
【課題】シャー切断工具において、コーティング層の剥離を抑制して長寿命化を可能とする。
【解決手段】歯車型カッタ11,12の外周部に設けられる複数の刃部23,24の表面にクロムコーティング層31を設け、このクロムコーティング層31の表面に窒化クロムコーティング層32を設ける。
(もっと読む)
打ち抜き金型及びその研削方法
【課題】長時間繰り返される打ち抜き加工において、ダイの貫通孔における側圧付与部の内壁に対する抜き片の食い付きが、良好に維持される打ち抜き金型及びその研削方法を提供する。
【解決手段】側圧付与部及びテーパー状孔部を備える貫通孔を有する打ち抜き金型のダイを一対の半割型で形成した。その一対の半割型のそれぞれにおいて、側圧付与予定部3の内壁3bを、上下方向の研削痕44のみが形成された仕上げ研削面とした。
(もっと読む)
球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法
【課題】金型部材を特殊な組成の球状黒鉛鋳鉄とし、かつ焼き入れ工程の工夫により、高靭性と高硬度との両特性を兼ね備えるプレス金型を得る。
【解決手段】球状黒鉛鋳鉄の組成は、重量比でC:3.3〜3.8%、Si:1.8〜2.4%、Mn:0.3〜0.5%、Mg:0.03〜0.06%、Cu:0.4〜0.6%、Ni:0.3〜1.2%、Cr:0.3〜1.0%、Mo:0.3〜0.5%、残部Feとする。Cu、Ni、Cr、Moを適切な量で加入して通常に鋳造してベースの硬度及び靭性を確保し、その後、切刃部または曲げ刃部を強制水冷による火炎焼き入れを施すことによって硬度アップを図るとともに、変形を最小限に留めるようにする。
(もっと読む)
金属部材のプレス加工方法およびプレス加工用金型
【課題】チタン部材やマグネシウム合金部材といった加工の難しい金属部材をプレス加工するのに好適な金属部材のプレス加工方法およびそのプレス加工用金型を提供する。
【解決手段】プレス加工用金型は金属部材と接する部分の少なくとも一部分に形成された最大表面粗さが3μm以上25μm以下の微細な凹凸を備えた微細凹凸部と、微細凹凸部に含まれる複数の頂上部の一部だけが露出するように微細凹凸部に形成されたフッ素樹脂膜とを有し、フッ素樹脂膜が微細凹凸部の表面に密着している。
(もっと読む)
成形工具とその加工方法
【課題】周状多面体壁缶成型用の外型工具のような形状が複雑で且つ高硬度で耐久性を有する成形工具を、超硬合金によらず且つ放電加工によらずに切削加工で時間に安価に得る。
【解決手段】鋼材に硬度がHRC35〜50の硬さを有するプリハードン鋼を採用し、該鋼材を直径が1〜6mmのボールエンドミルで、回転数10,000〜20,000rpm、送り速度1,000〜2,000mm/minで切削加工することによって、高硬度で複雑な形状型面を有する成形工具を切削加工によることが可能となった。
(もっと読む)
温熱間鍛造用金型及びその製造方法
【課題】鍛造加工時における摩耗とともに、熱疲労亀裂を抑制し金型の大きな割れや欠けを防止でき、耐久性に優れた温熱間鍛造用金型及びその製造方法を提供する。
【解決手段】金型意匠面に耐摩耗性皮膜を与えた温熱間鍛造用金型である。耐摩耗性皮膜は、イオンプレーティング法により、(AlxCr1−x)Nからなる第1層(0<x<1)と、(TiyAl1−y)Nからなる第2層(0<y<1)と、を交互に積層させた多層皮膜であって、隣り合う前記第1層及び前記第2層の各層の厚さが少なくとも15nm以下であるとともに、前記多層皮膜の総被膜厚さは1μm以上20μm以下である。
(もっと読む)
潤滑剤付着性および耐久性に優れた被覆金型およびその製造方法
【課題】 過酷化する鍛造、ダイカスト等の環境下においても、潤滑剤付着性および耐久性に優れた被覆金型と、その製造方法を提供する。
【解決手段】 金型基材の表面にスパッタリング法によって皮膜を被覆した被覆金型であって、該皮膜は、窒化物、炭化物、炭窒化物のうちの1種以上でなる硬質膜と、その直上に被覆された窒化物、炭化物、炭窒化物のうちの1種以上でなる潤滑膜からなり、該潤滑膜は、表面粗さが算術平均粗さRa:0.08μm以上、最大高さRz:0.84μm以上であり、金型基材の表面に対して略垂直方向に界面を有する針状粒子の集合体でなる、被覆金型である。
本発明に係る上記の皮膜は、そのスパッタリング時の成膜条件を制御することで達成できる。例えば、潤滑膜は、被覆時の基材バイアス電圧を−0V〜−60Vとする。硬質膜は、基材バイアス電圧を−60V超〜−160Vとすることが好ましい。
(もっと読む)
表面処理済金型と、その製造方法
【課題】 炭素膜と金型の剥離を抑制し、金型の寿命をより長くする。
【解決手段】 表面処理済金型10は、金型2と金属層4と炭素膜8を有する。金属層4は、金型2の表面に設けられている。金属層4は、ニッケル、クロム、タングステン及び真鍮から選択される1種又は2種以上を含む。炭素膜8は、金属層4の表面に設けられている。金属層4には炭素が含まれている。金属層4内において、炭素膜8と金属層4の境界面から金属層4の中心までの範囲の炭素の含有量は、金型2と金属層4の境界面から金属層4の中心までの範囲の炭素の含有量よりも多い。
(もっと読む)
1 - 20 / 78
[ Back to top ]