
Fターム[4E067AA09]の内容
Fターム[4E067AA09]に分類される特許
21 - 40 / 74
溶接用のエンクロージャー、このような溶接用のエンクロージャーを含む溶接装置、及び溶接用のエンクロージャーを使用して第1及び第2の溶接エレメントを溶接する方法

本願は、溶接用のエンクロージャー(15)、このような溶接用のエンクロージャー(15)を含む溶接装置(10)、及び溶接方法に関する。装置(10)は、第1及び第2の溶接エレメント(16、18)を夫々を受け入れて保持するようになった第1及び第2の向き合った工具面(12、14)を有する。溶接用のエンクロージャー(15)は、溶接エレメント(16、18)間の相対的移動及び溶接エレメント(16、18)の少なくとも一方の物理的寸法の変化を可能にするハウジング(22)を含む。溶接用のエンクロージャー(15)は、更に、ハウジング(22)を溶接装置(10)に対して位置決めするための手段を含み、加熱エレメント(20)が設けられている。 (もっと読む)
接合体

【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材1,3が、1000℃未満では液相を生成しない接合層により接合る。この場合通電加圧によって、被接合材よりも優先的に発熱すると共に、変形を伴う接合材2を用いて、前記複数の被接合材が通電加圧接合により接合される。さらに前記接合材が、内部に空間を有しており、前記複数の被接合材の少なくとも一方よりも、大きな電気抵抗を有していることが好ましい。
(もっと読む)
クラッド管用ビレットおよびクラッド管の製造方法
【課題】外管用クラッド材と母材との熱膨張率の差を吸収し、シール溶接部に割れが発生することがなく、クラッド材と母材の剥離を防止できるクラッド管用ビレットを提供。
【解決手段】母材の外周面にこの母材よりも熱膨張係数の大きいクラッド材が嵌め合わされ、両端部における母材とクラッド材との境界部がシール溶接され、熱間押出し製管されるビレットであって、押出される後端側からの距離が10〜250mmとなる範囲の前記クラッド材の位置に、軸方向の長さL(mm)で、全円周に前記クラッド材の肉厚t(mm)となる薄肉部を設け、下記(1)式を満足することを特徴とするクラッド管用ビレット、およびそれを用いたクラッド管の製造方法である。ただし、tは0.5mm以上、Lは30mm以上とする。
t/L ≦ 0.050 ・・・ (1)
(もっと読む)
エピタキシャル薄膜形成用のクラッド配向金属基板及びその製造方法
【解決課題】従来以上の配向性を有し、かつ、高い強度を有するエピタキシャル薄膜形成用の配向基板、及び、その製造方法を提供する。
【解決手段】本発明は、金属層と、前記金属層の少なくとも一方の面に接合された銅層とからなるエピタキシャル薄膜形成用のクラッド配向金属基板であって、前記銅層は、結晶軸のずれ角ΔφがΔφ≦6°である{100}〈001〉立方体集合組織を有するエピタキシャル薄膜形成用のクラッド配向金属基板である。この配向金属基板は、銅層の表面上に、形成されるエピタキシャル薄膜に対する中間層を備え、前記中間層は、ニッケル、酸化ニッケル、酸化ジルコニウム、希土類酸化物、酸化マグネシウム、チタン酸ストロンチウム(STO)、チタン酸ストロンチウム・バリウム(SBTO)、窒化チタン、銀、パラジウム、金、イリジウム、ルテニウム、ロジウム、白金からなる層を少なくとも1層備えるものとすることがより好ましい。
(もっと読む)
溶接構造物及びその応力腐食割れ進展性の改善方法
【課題】本発明の目的は、ニッケル基合金またはオーステナイト系ステンレス鋼製の溶接材からなる溶接部で部材を接合して構成された溶接構造物において、溶接部の表面の柱状晶方向を表面面内方向とすることにより、応力腐食割れの進展性の改善効果の影響範囲を溶接部等の深くまで及ぼし、溶接構造物の信頼性を向上させることにある。
【解決手段】ニッケル基合金またはオーステナイト系ステンレス鋼製の溶接材からなる溶接部で部材を接合して構成された溶接構造物において、前記溶接部5の表面に、回転するツールを表面垂直方向の荷重負荷により圧着させた状態で移動させて摩擦撹拌処理を行い、該摩擦撹拌処理による摩擦撹拌処理部の柱状晶方向6を表面面内方向とすることにより、溶接構造物の応力腐食割れ進展性を改善する。
(もっと読む)
摩擦攪拌接合用撹拌工具
【課題】鉄鋼材料等の高融点金属材料を摩擦攪拌接合する過程において、破断もしくは摩耗の危険性が少なく、かつ希少金属を含まない組成により構成された材料を用いて、既存の汎用製造設備にて作製可能な摩擦攪拌接合用撹拌工具を提供する。
【解決手段】全体或いはピン部104を含む先端部106を、モリブデン相またはモリブデン固溶体と、チタン、ジルコニウム、ハフニウムの炭化物セラミックスのうち、少なくともいずれかの1種類から成るセラミックスとから成るモリブデン基二相合金により形成している。
(もっと読む)
積層部材の摩擦攪拌接合方法及び水素反応装置
【課題】融点が異なる金属を交互に3枚以上同時に積層接合できる摩擦攪拌接合方法を提供する。
【解決手段】第1の金属板1と、第1の金属板よりも融点の高い第2の金属板2とを交互に3枚以上積層した積層板を接合する方法であって、前記第1の金属板の側面が第2の金属板の側面よりも外側に突出するように積層し、前記第1の金属板の側面のみに接合ツール8を押圧して摩擦攪拌接合する摩擦攪拌接合方法を特徴とする。
(もっと読む)
摩擦撹拌接合用の高融点金属工具
摩擦撹拌接合又は摩擦撹拌成形用の工具が提供される。前記工具は、ショルダー部及び場合によりピン部を含んでなり、前記ショルダー部は、少なくとも60質量%及び100質量%までのタングステン、モリブデン、タンタル、ニオブ又はハフニウムを含んでなり、残部は、使用される場合には合金材料である。前記工具は、少なくとも1つの表面処理又はコーティングを有する。前記工具により溶接された物品も提供される。 (もっと読む)
電解装置用コンタクトストリップの製造方法
特に電解装置(膜セル)用のコンタクトストリップの製造方法において、その目的は、このようなコンタクトストリップを高い電気通率にて製造するための、低コストであるだけでなく極めて効率的である方法をもたらすことを可能にする解決策を提供することである。この目的は、ロール接合法を使用して、銅ストリップをチタンストリップに貼り付けることによって達成される。 (もっと読む)
ターボ機械用ロータ及び該ロータの製作法
【課題】手間のかかる冷却無しでも高められた運転温度に適しており且つ特に耐クリープ性の材料から成る構成部材及び耐クリープ性の小さな材料から成る構成部材から機械的な強度を損失させることなく溶接されているターボ機械用のロータ、並びにこのようなロータの製作法を提供する。
【解決手段】両ロータ区分(11,12)を結合するために、これらの両ロータ区分(11,12)間に粉末冶金法で製作された移行域(21,22)が配置されており、該移行域の一方の側が、両ロータ区分(11,12)の内の一方と溶接されており且つ溶接されたロータ区分と同じ組成を有しており、前記移行域の他方の側が、両ロータ区分(11,12)の内の他方と粉末冶金法で結合されているようにした。
(もっと読む)
金属マトリックス複合材の摩擦撹拌溶接
【課題】繊維強化複合材の金属マトリックス中の体積分率を接合前と実質的に同じとなるように接合する繊維強化複合材の製造方法を提供する。
【解決手段】その中に分布する強化用繊維を有する金属マトリックスからなる第1複合材112及び第2複合材114を、突合せ面に沿って摩擦撹拌接合を行う。第1複合材は所定の接合経路に沿った固体結合によって第2複合材に結合されて、接合経路内の強化用繊維の平均体積分率が複合部材の平均体積分率と実質的に同じになる。
(もっと読む)
塗布工具用先端部材とそれを具備する塗布工具
【課題】本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
(もっと読む)
液相拡散接合用合金
【課題】Niをベースとした耐熱合金材及びFeをベースとした鋼材のいずれも接合可能であり、十分な接合強度が得られ、かつ低融点の液相拡散接用合金を提供する。
【解決手段】原子%で、Ni:22%を超え60%以下、B:12〜18%及びC:0.01〜4%を含有し、更に必要に応じて、Si:0.01%以上1%未満、W及びMoからなる群から選択された少なくとも1種の元素を合計で0.1〜5%、Cr:0.1〜20%及び/又はV:0.1〜10%を含有し、残部がFe及び不可避的不純物からなる組成、又は、Ni:22%を超え60%以下、B:7〜18%及びC:4%を超え11%以下を含有し、更に必要に応じて、Si:0.01%以上1%未満、W及びMoからなる群から選択された少なくとも1種の元素を合計で0.1〜5%、Cr:0.1〜20%及び/又はV:0.1〜10%を含有し、残部がFe及び不可避的不純物からなる組成とする。
(もっと読む)
高強度クラッド鋼板の製造方法
【課題】母材の強度と靱性に優れ、かつ溶接性に優れて実用性の高い高強度クラッド鋼板を提供する。
【解決手段】C−Mn鋼母材と合せ材とをクラッドしたクラッド鋼板の製造方法において、炭素当量を0.4質量%以下とした前記C−Mn鋼母材と合せ材とを組み合わせて1150℃〜1250℃の範囲に加熱して熱間圧延を行い、その仕上げ圧延を750℃〜950℃の温度範囲で終了し、直接水焼入れを行った後に焼戻しを行う。従来法により製造したクラッド鋼板の成分を変更することなく、より高い強度を有するAPIX70gradeの性能を満たすクラッド鋼板を製造することができる。また、焼入れのために再加熱する工程が省略され、工期、製造コスト、エネルギー消費の低減に繋がる効果がある。
(もっと読む)
超音波ホーン
【課題】 多数回の使用に対し溶接条件範囲が広く、安定した溶接強度を確保する超音波ホーンを提供する。
【解決手段】 加工面4a上に複数個平行に同一平面上に配列された長方形の平坦部を有し、長方形の平坦部の間に断面V字状の溝を有する。
(もっと読む)
単結晶合金の溶接法
【課題】
【解決手段】ブレード部材10は、ディスク14の縁部12に対して矢印A−Aの方向に向けて揺動させる。鍛造力は、半径方向に加えられ、線16に沿って溶接部が形成される。ブレード部材10は、キャノン−マスケゴンコーポレーションのCMSX−4のような、面心立方(FCC)ニッケル系単結晶合金にて形成される。単結晶ブレード部材10の向きは、滑り平面111に加わる応力を最大にし得るよう制御される。111滑り平面における応力を最大にすることにより、平面内摩擦力及び鍛造力は最小となる。平面内力を最小にすることは、単結晶ブレード部材10をディスク14の縁部12に成功裏に溶接することを可能にする。 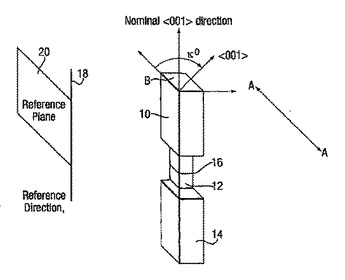 (もっと読む)
(もっと読む)
摩擦攪拌処理技術を使用する3物体の接合
部分的に消耗可能なピンを使用して摩擦攪拌リベット締結を実施するための摩擦攪拌工具が提供され、このピンは、その底部表面に切削縁部を含み、この工具は第2の材料と重なり合う第1の材料内にピンによって切り込むことを可能にするように第1の速度で回転させられ、ピンが十分な深さまで切削した後、この工具の回転速度は増加させられ、それによって消耗可能なピン、第1の材料、および第2の材料の可塑化を可能にし、次いでこの工具は停止するまで急速に減速され、ピン、第1の材料、および第2の材料の間の拡散結合が可能になる。 (もっと読む)
摩擦撹拌方法及び該方法による一組のワークピースの接合
【課題】十分な混合作用及び固化作用を維持する一方で、熱入力を制御することが可能な摩擦撹拌方法で表面過熱の課題を克服する。
【解決手段】摩擦撹拌方法は、摩擦撹拌ツールの回転プローブを低伝導で高融点の金属又は金属合金であるワークピース又は一組のワークピース間の接合部に入れることを含む。プローブは、ワークピースと接触する肩部(4)又は肩部間から突き出し、当該又はそれぞれの肩部に対して回転する。
(もっと読む)
摩擦攪拌接合装置
【課題】摩擦攪拌接合装置において、コストの大幅な増加なしに接合部分を効率的に加熱して迅速に軟化させることができ、被接合材料が鉄等の高融点材料の場合にも回転工具の損傷を少なくして、長距離接合を可能とするとともに接合速度を上げられること。
【解決手段】摩擦攪拌接合装置1においては、被接合物Wが高融点材料からなる場合でも、電源3を用いて回転工具2及び被接合物Wに電流を流すことによって、回転工具2及び被接合物Wの接合部分WBに抵抗発熱を起こさせて、回転工具2の高速回転による摩擦熱と相俟って、接合部分WBの温度を急速に軟化点まで上げることができ、塑性流動状態とすることができるため、回転工具2を損傷させることなく長距離接合ができ、かつ接合速度を上げることができる。
(もっと読む)
接合方法及び接合部材
【課題】放電プラズマ焼結法による接合方法であっても、接合部材の接合部の剛性や形状、強度の変化を抑えることができ、安定した品質を確保することができる接合方法及びこの方法によって製造された接合部材を提供すること。
【解決手段】この接合方法は、上型10の上型先端面10Aに設けられた上型溝10aと第一接合部2とを係合させ、かつ、上型先端面10Aに対向する下型11の下型先端面11Aに設けられた下型溝11aと第二接合部5とを係合させる一方、第一接合部2及び第二接合部5とは接触しない上型先端面10A及び下型先端面11Aの領域を直接接触させる工程と、上型10及び下型11を軸線方向に加圧して第一接合部2及び第二接合部5を押圧しながら、上型10と下型11との間でパルス通電する工程とを備えている。
(もっと読む)
21 - 40 / 74
[ Back to top ]