
Fターム[4E067AA09]の内容
Fターム[4E067AA09]に分類される特許
41 - 60 / 74
接合方法

【課題】摩擦攪拌接合によって形成された接合部に対してその後に溶融溶接を行う際に、該接合部でのブローホールの発生を抑える。
【解決手段】不活性シールドガスを流しつつ被接合部材A,Bを摩擦攪拌接合して接合部Cを形成した後、この接合部に対して溶融溶接する。または、被接合部材を摩擦攪拌接合して接合部を形成した後、この接合部に対して超音波を印加しつつ溶融溶接する。さらには不活性シールドガスを流しつつ被接合部材を摩擦攪拌接合して接合部を形成した後、この接合部に対して、超音波を印加しつつ溶融溶接する。超音波の周波数を1〜30kHzとすることがブローホールの発生抑制に効果がある。
(もっと読む)
金属材の接合方法

【課題】高硬度の金属材を摩擦攪拌接合により接合する場合でも、回転ツールの磨耗を少なくすることができる金属材の接合方法を提供する。
【解決手段】Fe等の金属材100,102を接合部104で突き合わせ、回転ツール11のプローブ12を接合部104に挿入する。回転ツール11を回転させつつ接合部104の長手方向に移動させることにより接合部104の金属組織が攪拌され、金属材100,102同士が接合される。回転ツール11を回転させつつ移動させる際に、接合部104および回転ツール11に液体CO2を供給する。電磁弁20,22を適宜開閉することによって、ノズル16,18は、回転ツール11の移動方向の後方から液体CO2を放出する。液体CO2を接合部104および回転ツール11に供給することにより、回転ツール11の磨耗を低減できる。また、接合部104の接合強度を向上できる。
(もっと読む)
異種材料接合体の製造方法
【課題】異なる金属材料からなる板状部材どうしを、反り量を簡便かつ任意に制御しつつ接合し、所望とする形状の異種材料接合体を製造する方法を提供する。
【解決手段】オーステナイト相の冷却によって所定の相変態を生じ得る第一の金属材料からなる第一の板状部材と、その温度−熱収縮率曲線が、第一の金属材料の温度−熱収縮率曲線と交差し得る第二の金属材料からなる第二の板状部材を用意するとともに、接合に関する所定のパラメータから反り量を予測しつつ、第一の板状部材と第二の板状部材が積層及び接合された異種金属材料接合体を得る異種金属材料接合体の製造方法である。
(もっと読む)
金属表面改質方法
【課題】応力腐食割れを低減させることが可能であり、腐食および応力腐食割れの抑制効果が持続でき、金属材料の表面において残留応力や微小亀裂が発生している場合にはその補修もできる金属表面改質方法を提供する。
【解決手段】金属基材1表面に耐食性材料4を接触させて加圧しながら接触面の相対運動を起こす摩擦攪拌を実施し、金属基材1表面に耐食性材料4から成る肉盛層3を形成することにより、金属基材1表面の耐食性を向上させ応力腐食割れを防止することを特徴とする金属表面改質方法である。
(もっと読む)
摩擦攪拌接合方法
【課題】重ね継手の摩擦攪拌接合において、接合部中心の未接合を防止でできる方法を提供する。
【解決手段】本発明は、複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合方法であって、接合ツール1のショルダ3の先端に位置する小径の凸部2は、接合ツールの回転軸より外周側に配置されていることを特徴とする。特に、スポット接合に好適であり、重ね面の接合界面の表面酸化被膜を除去して、2つの部材を接合するものである。
(もっと読む)
高融解温度合金の摩擦攪拌点接合のための工具形状
高融解温度材料の摩擦攪拌点接合のための工具であり、工具形状は、高温度材料の混合を増強するために短いピンおよび広い肩部を含み、工具は、超研磨被覆を含み、それによって高融解温度材料のFSSWを可能にする。 (もっと読む)
亀裂補修方法
【課題】補修部分に充分な量の材料を供給することができ、且つ、摩擦攪拌溶接で使用される回転ツールへの機械的負荷を低減できる亀裂補修方法を提供する。
【解決手段】本発明による亀裂補修方法は、(A)母材1の亀裂2の周辺に、溶加材5を溶融した状態で供給するステップと、(B)前記母材1の前記溶加材5が供給された部分に対して摩擦攪拌溶接を行うことによって前記亀裂2を補修するステップとを具備する。
(もっと読む)
摩擦圧接方法
【課題】材料強度がばらついた場合でも寄り代のばらつきが少なくなる摩擦圧接法を提供することによる。
【解決手段】(1)概鋳物と概鍛造材を同一の軸心で固定し、(2)両者を接合部外径の相対周速400〜3500mm/sec で回転させ、(3)次いで一次圧力(P1)50〜250MPa で所定の軟化層量が得られるまで加圧し、(4)さらに一次圧力より高い二次圧力(P2)250〜800MPaまで昇圧、(5)昇圧の指示後0〜1.0s以内に前記回転を停止する動作を始め、(6)前記昇圧の指示後5.0s 以上最大圧力に保つことを基本工程とする摩擦圧接方法であって、前記(1)と(2)の間に、(1′)回転停止の状態で概鋳物と概鍛造材を圧力(P0)300〜1200MPa の範囲で加圧し一旦除荷する工程を含むことを特徴とする析出強化型合金からなる鋳物と析出強化型合金からなることを特徴とする。
(もっと読む)
少なくとも2つのワークピースを溶接接合するための方法
【課題】少なくとも2つのワークピースを溶接接合するための方法を提供する。
【解決手段】当該方法は、第1のワークピース16の第1の表面14に接着剤12を塗布するステップと、第1のワークピースの第1の表面を第2のワークピース22の表面20に接触させるステップとを含む。次いで、第1のワークピース16および第2のワークピース22が摩擦攪拌溶接または摩擦攪拌スポット溶接され、接着剤12が硬化する。接着剤12の硬化中に2つのワークピース16および22を保持するために接合工具を用いる必要がなくなる。
(もっと読む)
電子部品の実装方法
【課題】 低温かつ低荷重で、しかも短時間で接合を可能とし、信頼性の高い接合部を得ることができる電子部品の実装方法を提供する。
【解決手段】 電子部品20上に形成された金属からなる素子電極21と、回路基板10上に形成された金属からなる回路電極11とを接合して、電子部品20を回路基板10上に実装する方法において、回路電極11、素子電極21上に、低融点金属層31、32を予め形成した後、素子電極21又は回路電極11と同材質、若しくは低融点金属層31、32が拡散可能な材料からなる金属粉末33を、低融点金属層31、32上に付与して、素子電極21及び回路電極11を対向させて、少なくとも低融点金属層31、32が溶融する温度で加熱加圧し、低融点金属層31、32を、素子電極21、回路電極11及び金属粉末33に固液拡散させることによって接合する。
(もっと読む)
金属面の接合方法
【課題】 本発明は、金属面の接合において、高い歩留で、健全な接合界面を形成する手段を提供することを目的とする。
【解決手段】 金属面同士を接合する方法であって、一方の金属面に金属添加層を形成する工程、該金属添加層より上層に、他方の金属面と同種の金属または他方の金属と合金化しうる金属からなる金属膜を成膜する工程、および該金属膜に他方の金属面を密着させて強加工を施す工程を含む前記方法。
(もっと読む)
複合材および複合材の製造方法
【課題】 電磁誘導加熱式容器の素材となる複合材に空隙部を簡単に形成できるようにする。
【解決手段】 非磁性金属板と磁性金属板の対向面の全面にそれぞれ予め接合用金属層を設けておき、ホットプレス装置の軸方向両側に対向配置される一対のプレス型の間にセットし、前記プレス型の少なくともいずれか一方に、対向する相手方のプレス型に向けて突出する段状突出部を設けておき、ホットプレス時に、前記段状突出部と相手方プレス型に挟まれる領域の金属板同士は前記接合用金属層が一体的に結合される接合部として形成する一方、前記突出段部に挟まれない領域の金属板同士は空隙部となる未接合部として形成し、部分的に空隙部を有する複合材としている。
(もっと読む)
熱間静水圧プレス加工による部品の製造のための組立体および方法
【課題】第一加工物と第二加工物との組立において材料費に無駄なく、組立製造の前後において多くの作業、機械加工を最小に押さえる組立て体及びその方法を提供する。
【解決手段】熱間静水圧プレス加工により部品を製造するための組立体24は、第一加工物および第二加工物を含んでなる。該第一加工物および第二加工物を配置し、キャビティ28を規定する。該キャビティをさらに規定し、熱間静水圧プレス加工の際に該キャビティ中の粉末26に鍛造負荷を作用させる形状を有する、取り外し可能な工具ピース30を該組立体に設置する。
(もっと読む)
ラピッドプロトタイプ造形物の製造方法およびラピッドプロトタイプ造形物
【課題】 耐食性と高強度(特に高温強度)を備えた任意形状のラピッドプロトタイプ造形物を得る。
【解決手段】 ラピッドプロトタイプ造形物の主成分となる粉末状の骨格金属1と粉末状のNi基合金2との混合体3を用いて成形した予備成形体(圧粉体)A1を、加熱手段11を備えた真空炉10内にセットする。真空雰囲気下で加熱加圧して、Ni基合金をバインダとして骨格金属1を拡散接合により一体化し、ラピッドプロトタイプ造形物とする。
(もっと読む)
ニチノール製医療装置に対する摩擦撹拌接合および摩擦撹拌プロセスの利用
【課題】溶接ゾーンに脆弱な金属間化合物が形成されないように金属材料を接合する技術を提供すること。
【解決手段】摩擦撹拌プロセス技術を利用して金属材料を接合する方法。摩擦撹拌プロセス技術は、基材を液化させることなく、接合する材料を接合部の一側から他側に移動させるために成形回転器具を用いる。
(もっと読む)
高融点材料のアウト−オブ−ポジション摩擦攪拌溶接
【課題】 高融点の平らでない材料の摩擦攪拌溶接を行うためのシステム及び方法を提供する。
【解決手段】 本プロセスは、配管、フランジ、タンク、及びシュラウド等の物体に長さ方向及び横方向で溶接を行うために提供される。積極的又は受動的マンドレルが摩擦攪拌溶接プロセスに対して支持を提供する。 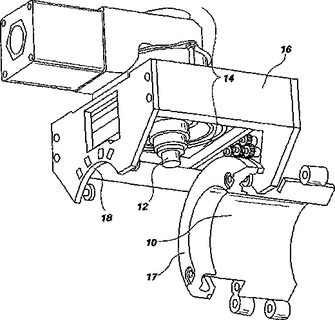 (もっと読む)
(もっと読む)
摩擦攪拌接合方法
重ね継手の接合強度が高くなる摩擦攪拌接合方法を提供する。
接合ツール(1)は、ショルダ(3)の先端に小径の凸部(2)を有する。この接合ツールを回転させながら、重ね継手の上板(4)にのみ圧入する。摩擦攪拌作用により、上板側の接合界面(6)は塑性流動し、重ね面の表面酸化膜が剥離し界面が活性化されて良好な接合部を得られる。また接合ツールは、先端に小径で半球形状の凸部(2)を有する形状により、上板接合部厚さ(12)が大きくなり、接合強度の高い重ね継手部が得られる。  (もっと読む)
(もっと読む)
ニッケル基超合金の補修方法、補修のための予備成形体並びにこれにより補修された構成要素
【課題】より高度に合金化された超合金の出現に伴い必要とされる、強度および微細構造を含む補修技術を提供する。
【解決手段】全体の約10から約35重量%までの、ホウ素のような溶融温度降下剤を含むコバルト基ろう合金及びコバルト基耐摩耗性合金の粉体の焼結混合物を含み、ろう付け合金と耐摩耗性合金の粉体を混合して粉体混合物を形成し、次いで、粉体混合物を焼結して形成される焼結予備成形体。この焼結予備成形体を使用するためには、タービン構成要素10の表面部分を除去して表面下部分20を露出させ、次いで、表面下部分20に予備成形体を拡散接合させ、耐摩耗性合金のマトリックス内に分散されたろう合金を含む耐摩耗性補修材料を形成する。焼結予備成形体により、タービン構成要素10を補修することができる。
(もっと読む)
クラッド合金基板及びその製造方法
単一クラッド又は多数クラッド製品を製造するための方法であり、基材上にクラッド材を含んでいる溶着アセンブリを準備するステップを含んでいる。前記基材とクラッド材との両方が、個々に選択された合金である。前記溶着アセンブリのクラッド材の少なくとも第一の端縁は前記基材の第一の端縁を越えて延びていない。前記クラッド材より高い熱間強度を有している合金である材料が前記辺縁内で前記クラッド材の第一の端縁に隣接して配置されている。前記溶着アセンブリは、熱間圧延されて熱間圧延帯を提供し、前記辺縁部材は、クラッド材が、熱間圧延中に前記基材を越えて広がるのを阻止する。当該方法のある種の実施形態においては、前記基材はステンレス鋼であり、前記クラッドはニッケル又はニッケル合金である。 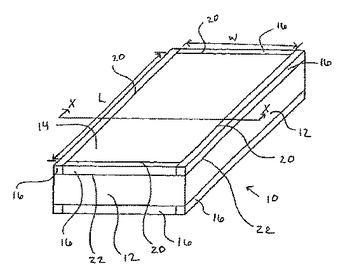 (もっと読む)
(もっと読む)
冷間圧接封止法および装置
冷間圧接法、ジョイント構造、および気密封止された封じ込め装置が提供される。この方法は、第1の金属を含む第1の接合面を含む少なくとも1つの第1のジョイント構造を有する第1の基材を提供すること、第2の金属を含む第2の接合面を含む少なくとも1つの第2のジョイント構造を有する第2の基材を提供すること、および前記接合面を、1つまたは複数の界面で、前記接合面の前記第1の金属と前記第2の金属の間に金属−金属結合を形成するのに有効な量だけ、局所的に変形させ、剪断するために、前記少なくとも1つの第1のジョイント構造と前記少なくとも1つの第2のジョイント構造とを合わせて圧縮することを含む。接合面のオーバラップ部分は、表面汚染物を置換し、接合面間の密接を入熱なしに促進するのに有効である。気密封止された装置は、薬物製剤、バイオセンサまたはMEMS装置を含むことができる。 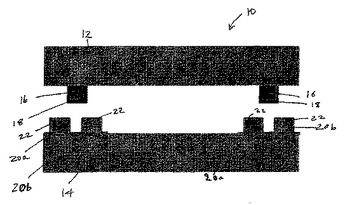 (もっと読む)
(もっと読む)
41 - 60 / 74
[ Back to top ]