
Fターム[4E067DC02]の内容
Fターム[4E067DC02]に分類される特許
41 - 60 / 119
構造体の製造法
【課題】内部に空間を有する構造体の製造法におけるろう付法および電子ビーム溶接法におけるろう材の適正形態および適量配置の困難性を排除することによって、構造設計において自由度が高い接合法による内部に空間を有する構造体の製造法を提供する。
【解決手段】外部への出入口をもつ空間を内部に有する、純アルミA1070と、Mgをそれぞれ1〜5重量%含むアルミ合金A6061、A5052、A5083、そして、Alを3重量%と亜鉛を1重量%含むマグネシウム合金AZ31からなる構造体1を粉末ろう材5による介在層によって接合して製造する方法であって、接合部位における接合界面への介在層をコールドスプレー法によって形成したのち、加熱と加圧をともなう界面接合を用いて接合する。
(もっと読む)
異材の溶接方法

【課題】融点の異なる2つの金属線材を互いに突合せて接合する場合において、固相拡散接合を活発化する接合プロセスによって、良好な継手強度および接合品質が安価に得られる溶接方法を提供する。
【解決手段】絶縁被膜された銅線材からなる第1部材2と、絶縁被膜されたアルミニウム線材からなる第2部材3との異種金属線材の突合せ接合する場合、融点の高い第1部材2の一端部2aのみを溶融させ、その溶融金属部に融点の低い第2部材3の一端部3aを押し付け、溶融金属部からの熱伝導で実質的に第2部材3の当接面18のみを溶融、もしくは融点近くまで昇温させ、さらに圧力を掛け、溶融金属部に押し込むことで溶融金属を外部に排出し、常に、当接面18を清浄に保ちつつ、一定の加圧力と昇温することによって固相拡散接合を活発化する接合プロセスを採用して、良好な継手強度および接合品質を安価に得る。
(もっと読む)
接合強度特性に優れた高強度鋼板の接合方法
【課題】特に炭素当量の高い高強度鋼板が適用される自動車のボデーやシャシーあるいはそれらの部品等を摩擦攪拌点接合法によって点接合した場合においても、十分に高い十字引張強さが得られる、接合強度特性に優れた高強度鋼板の接合方法を提供する。
【解決手段】引張強さが320〜1550MPa、板厚が0.6〜2.0mm、炭素当量が次式{C+Si/30+Mn/20+2P+4S>0.24(質量%)}で表される範囲とされた高強度鋼板10、20を接合する方法であり、高速回転する回転子5を高強度鋼板10、20に押圧し、回転子5と高強度鋼板10、20との摩擦熱によって高強度鋼板を部分的に軟化させ、軟化部分を撹拌することによって高強度鋼板を接合する摩擦攪拌点接合法を用い、回転子と高強度鋼板との間の加圧力を5.0〜8.0kN、回転子の回転数を2750〜3250rpm、加圧時間を1.0〜3.0secの範囲の条件とする。
(もっと読む)
摩擦圧接方法および摩擦圧接装置
【課題】バリの発生が少なくかつ汎用性を有する摩擦圧接方法を提供する。
【解決手段】一対のワークW1,W2を相対回転させつつ押し当てることで一対のワークW1,W2を摩擦圧接する摩擦圧接方法であって、一対のワークW1,W2を相対回転させつつ押し当てて摩擦熱を発生させる摩擦工程と、摩擦工程において一対のワークW1,W2に寄り代が発生する前に開始し、一対のワークW1,W2の相対回転を規制し、かつ一対のワークW1,W2の間にアプセット圧を加えるアプセット工程とを有している。
(もっと読む)
金属部材の接合方法及びその装置
【課題】金属部材同士を接合する際、該金属部材同士の間に相対すべりを発生させることによって該金属部材の表面に存在する酸化皮膜を破壊する。
【解決手段】例えば、第1管体32と第2管体34との端部同士を接合する場合、第1管体32の端部にテーパー状凹部36を形成する一方、第2管体34の端部にテーパー状凸部38を形成する。これらテーパー状凹部36とテーパー状凸部38の間に、第1管体32及び第2管体34に比して低融点であるろう材44を介装し、この状態で、通電等を行うことでろう材44を溶融して該ろう材44を液相Lに変化させる一方、テーパー状凸部38のテーパー面40がテーパー状凹部36のテーパー面42に沿って0.5mm以上相対的に変位する(相対すべりを起こす)程度の押圧力を付加する。
(もっと読む)
はんだ鏝用鏝先及びその製造方法
【課題】銅製の鏝先本体部と銅−鉄合金製の鏝先先端部とが継ぎ目なく一体化された焼結体からなる鏝先を得る。
【解決手段】鏝先1が、蓄熱及び伝熱のための銅製の鏝先本体部2と、濡れ面形成のための銅−鉄合金製の鏝先先端部3と、これらの鏝先本体部2と鏝先先端部3との間に介在する接合部4とで形成されていて、この接合部4が、銅粉末4aを加圧成形して銅の融点以下の温度で焼き固めた焼結体としての形態を有することにより、この接合部4を介して上記鏝先本体部2と鏝先先端部3とが焼結時の拡散接合により一体化されている。
(もっと読む)
常温接合装置
【課題】大きな荷重を接合面に均一に負荷すること。
【解決手段】第1基板を第1駆動装置と、第2試料台46を第2方向に駆動する第2駆動装置と、第2基板43とその第1基板とが圧接されるときに、その第1方向に第2試料台46を支持するキャリッジ支持台45と、その第2基板43を固定するカートリッジ55を第2試料台46に機械的に固定するメカニカルロック機構57、58、59とを備えている。このような常温接合装置は、第1基板と第2基板43とを圧接するときに、第2駆動装置に加わる荷重を低減することができ、第2駆動装置の耐荷重を越えたより大きな荷重を第1基板と第2基板43とに加えることができ、さらに、第2基板43に電磁力を印加することなしに、第2基板43を着脱可能に第2試料台46に支持することができる。このため、常温接合装置は、電磁力を印加することができない基板にその大きな荷重を負荷することができる。
(もっと読む)
常温接合装置
【課題】その大きな荷重を接合面に均一に負荷すること。
【解決手段】第1基板を保持する第1試料台13の向きを変更可能に、第1ステージ11に第1試料台13を支持する角度調整機構12と、第1ステージ11を第1方向に駆動する第1駆動装置14と、第2基板を保持する第2試料台46を第2方向に駆動する第2駆動装置と、その第2基板とその第1基板とが圧接されるときに、その第1方向にその第2試料台を支持するキャリッジ支持台とを備えている。角度調整機構12は、電気信号により伸縮する複数の素子から形成されている。このとき、常温接合装置1は、第2駆動装置の耐荷重を越えた大きな荷重を第1基板と第2基板とに加えることができる。常温接合装置1は、さらに、第1基板と第2基板とが平行に接触するように、角度調整機構12を用いて第1基板の向きを変更することができ、その大きな荷重を接合面に均一に負荷することができる。
(もっと読む)
基板の接合装置
【課題】複数枚の基板の全面を均一に加熱することができ、この加熱の際に、基板への加圧をも均一な分布加重として施すことができる接合装置を提供する。
【解決手段】複数枚の基板a、bを挟着する上下2枚の導電性板状体2、4が所要の間隔を有して配置される。下側および上側の導電性板状体4、2は、何れもその両端を電極に接続されており、その一方の導電性板状体2は、絶縁体12を介して導電性板状体2とは別体であって該導電性板状体2とは独立に移動可能な加重受け10に連接され、該加重受け10には昇降機構14が連接している。
(もっと読む)
超音波接合ツール及び超音波接合ツールの取付方法
【課題】障害物等により共振体から接合点までの距離が長く、ツール長さを長くせざるを得ない場合や、大きな接合荷重を必要とする場合であっても超音波接合を行うことができ、ホーンへの取付および交換が容易な超音波接合ツールおよび当該超音波接合接合ツールの取付方法を提供することを目的とする。
【解決手段】その先端面6dで第2の銅板12に加圧すると共に超音波振動を印加することによって第1および第2の銅板11,12を超音波接合する超音波接合ツール6を、その基端がホーン5に取り付けられた円柱形状の基体部6aと、基体部6aから下方へ延設され、基体部6aより小さな直径を有する円柱形状の先体部6bとから構成する。
(もっと読む)
銅管とアルミ管の接合体、接合方法、接合装置、並びに流体回路装置
【課題】接合時に生成した不要物を接合体の内部に排出しない、信頼性の高い銅管とアルミ管の接合体を得る。
【解決手段】一端側に先細り状の縮管部1aが形成された銅管1にアルミ管2の一端側を外嵌めして、当接部位を共晶接合する銅管1とアルミ管2の接合体であって、銅管1の縮管部1aの先端側にアルミ管2の内径より小さい外径の小径部1bが延設され、小径部1bの先端側に銅管1とアルミ管2とが全周に亘り接触する接触部4を有し、共晶接合された接合部3と接触部4との間に形成された、銅管1の外径面とアルミ管2の内径面とで囲まれた密閉空間10に、接合時に生成された溶融金属の凝固体である管内部の金属間化合物9を封じ込めるようにした。
(もっと読む)
鉄筋摩擦圧接方法とそれに用いる鉄筋摩擦圧接機
【課題】 各種鉄筋の圧接や中実金属棒材の接合及び種々の機械やプラント工事における金属棒材、パイプ等の接合に用いられて、鉄筋や中実金属棒材の圧接や金属棒材、パイプ等の接合を効率良く短時間で確実に施工できる鉄筋摩擦圧接方法とそれに用いる鉄筋用摩擦圧接機の提供を目的にしている。
【解決手段】 本発明による鉄筋摩擦圧接方法とそれに用いる鉄筋用摩擦圧接機は、固定鉄筋の開放端に摩擦圧接片を介在させながら結合鉄筋を当接し、しかる後に結合鉄筋を固定鉄筋側に加圧すると共に摩擦圧接片のみを回転させて固定鉄筋と摩擦圧接片及び結合鉄筋を相互に溶融連結させており、各種鉄筋の圧接や中実金属棒材の接合及び種々の機械やプラント工事における金属棒材、パイプ等の接合に用いても鉄筋や中実金属棒材の圧接や金属棒材、パイプ等の接合を効率良く短時間で確実に施工できる。
(もっと読む)
帯板多層圧着設備
【課題】安定化層を除去しかつ再度安定化層(酸化層)が形成される前に圧着することができ、素材を高温にして活性化して接合することができ、帯板の表面のゴミを除去・洗浄しかつ再付着を防止して接合することができ、各帯板の接合時の張力を正確に保持することができ、圧着時の各帯板のそれぞれの圧延伸率がほぼ等しくなるよう制御することができる帯板多層圧着設備を提供する。
【解決手段】真空容器内に、複数の巻出しリール装置14a、14bと、複数の巻出し張力制御設備16a、16bと、表面活性化装置18と、圧着装置20と、巻取りリール装置22と、を備える。圧着装置20は、複数の帯板を圧着させる1対の圧着ロール21a、21bを備え、1対の圧着ロールは、各帯板の出側の伸び歪みが同じになるように、異なる直径を有し、及び/又は、異なる周速で回転駆動される。
(もっと読む)
超音波振動接合方法およびこの方法により形成されたデバイス並びに超音波振動接合装置
【課題】簡素な構成で効率よく接合作業を行うことのできる技術を提供する。
【解決手段】予め設定された第1時間T1、セラミックヒータを昇温するパルスヒート加熱するとともに、共振器7の熱伝導率が約7.5W/m℃以下であることから、従来のように熱遮断部材を共振器7とセラミックヒータとの間に設けなくとも、セラミックヒータから共振器7への伝熱が抑制され、共振器7が昇温して熱膨張したりしないので、どのような接合温度Hjであっても共振器7を共通して使用することができて効率がよい。また、セラミックヒータで発生する熱の共振器7への放熱が抑制されているため、パルスヒート加熱によるセラミックヒータの加熱であってもセラミックヒータを効率よく昇温できるため、セラミックヒータを短時間で接合温度Hjに昇温することができ、熱遮断部材等を用いずに、簡素な構成で効率よく接合作業を行うことができる。
(もっと読む)
超音波振動接合装置
【課題】従来におけるホーンと振動伝達棒との接合部分の破損問題を解消すると共に、振動伝達棒の先端にチップを取着する場合の問題点をも解消する。
【解決手段】端面5a、5bを振動及び加圧作用面となした振動伝達棒5を軸断面多角形とする。該振動伝達棒5をホーン4の先端に一体的に振動するよう設ける。振動伝達棒5とマス8とを別体とし、振動伝達棒5におけるノーダルポイントに形成した突起6、7の内の一方をマス8が押圧するようにする。
(もっと読む)
パイプ部材の内面摩擦圧接法
【課題】パイプ部材の接合に適した接合方法であって、外面にバリを発生させない接合方法を得る。またパイプ断面視における相対的位置関係の精度を要する場合に、高精度の位置決め停止制御を行う必要のない接合方法を得る。
【解決手段】パイプ11とパイプ21、パイプ14と板材24、パイプ12とブロック22をそれぞれ位置決めして保持する。パイプ断面視における相対的位置関係の精度を要する場合には任意の位置に位置決めして保持する。接合部4a、4b、4c付近に接合材3、5、22aをセットして、回転工具1を押し付けて加圧した状態を維持しながら回転させる。接合材3、5、22aが摩擦熱によって軟化し塑性変形した後に、一部が回転工具の挿入部1aとパイプ11、21、14、12との間の空間の部分を適宜充填するまで回転させて摩擦圧接した後に回転工具1を抜き取る加工方法とする。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、異種金属間の接触による腐食を防止して優れた耐食性を確保すると共に、異種金属接合部の接合界面におけるシール材の残存による強度低下の防止が可能な異種金属接合方法と、このような方法による接合構造を提供する。
【解決手段】シール材Sを介して重ね合わせた異種金属から成る被接合材1,2を抵抗スポット溶接するに際して、例えば先端が複数の可動片13に分割された電極E1を用い、通電・加圧時に被接合材1に接触する可動片13を接合部の外周方向に移動させることによって、軟化した固相状態における被接合材1の流動性を促進して、接合界面の密着性を向上させ、シール材Sを接合部から排出して、接合界面の密着性を高める。
(もっと読む)
超音波ホーンおよび超音波接合装置
【課題】接合条件によって接合面に平行な振動(横振動)と接合面に対して垂直方向の振動(縦振動)とを同時に重ねて加えたり、主として垂直方向の振動(縦振動)を加えるようにしたり、両方向の振動成分の割合を自由に変えられるようにする。
【解決手段】所定長さのロッド状のホーン52と、このホーン52の長手方向の一端に固定されホーン52をその長手方向に加振する超音波振動子54と、ホーン52の長手方向に平行な面にあって接合荷重が摺動部材96を介して印加される加圧受部58と、ホーン52の長手方向に平行で加圧受部58の形成面に対向する面にあって長手方向の固有振動が最大振幅となる位置以外の位置に設けられ接合部に押圧される1つの接合作用部60と、を備える。
(もっと読む)
摩擦溶接接合を生成する方法、および摩擦溶接による接合の設計
【課題】摩擦溶接接合に加え、摩擦溶接の方法を設計することであって、摩擦溶接領域が凝固したときにおいても、上側構成要素が直接に下側構成要素に向けて圧力を加えることができる方法を設計する。
【解決手段】上下構成要素の摩擦接合方法は、最後に接続部材の回転が停止する、第一段階としての摩擦溶接領域の形成後に、第二段階として、環状部が上側構成要素と接触する前の接続部材の回転の停止において、加圧冶具による圧力が接続部材に加えられ、圧力による変形によって上側構成要素に対し環状部が押し込まれる。
(もっと読む)
フィルム・インサート成形プラスチック・ウィンドウ用電気接続部
第1面及び第2面を有する透明なプラスチック基板を含むプラスチック・ウィンドウ。この基板の第1面に、基板よりも薄いプラスチック・フィルムが接着される。少なくとも1つの導電コネクタ部を含む導電性グリッドが、基板とフィルムとの間に封入される。基板の中に延在する少なくとも1つの電気コネクタが、導電コネクタ部と電気的に接触する状態に配置され、その結果、電圧源を導電コネクタ部に接続し、電流を導電性グリッド中に流すことができるようになる。 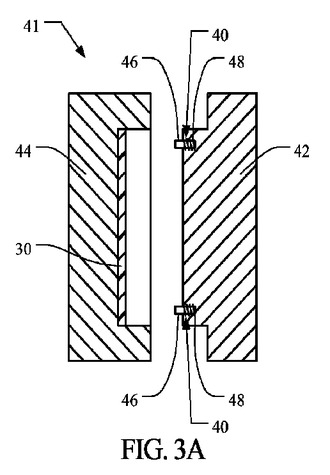 (もっと読む)
(もっと読む)
41 - 60 / 119
[ Back to top ]