
Fターム[4E068BA06]の内容
Fターム[4E068BA06]に分類される特許
101 - 120 / 197
溶接用ワイヤと該ワイヤを用いた溶接方法
【課題】 空打ちをしなくとも良好なビード形状、加工成形性、及び健全な溶接部が得られる溶接用ワイヤと、そのワイヤを用いた溶接方法を提供することにある。
【解決手段】 ワイヤ外面の一部に平面部を備え、平面部がワイヤの長手方向に平行し、平面幅が長手方向に直交するワイヤ断面において最も広幅であることを特徴とする。
本発明の溶接用ワイヤとして、ワイヤ外面の三方向に平面部を備え、長手方向に直交する断面を略三角形状と成すものと、ワイヤ外面が平面部と、平面部より一方側に突出する曲面部とから成り、長手方向に直交する断面を蒲鉾状と成すものと、ワイヤ外面が平面部と、平面部より一方側に突出する山型部とから成り、長手方向に直交する断面を略台形状と成すものがある。
(もっと読む)
溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置

【課題】レーザ・アークハイブリッド溶接において、安定したアークを形成させることにより溶接品質の向上が可能とされる溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11に溶接ワイヤMを繰出ローラ25によって送給する溶接ワイヤ送給装置20であって、前記繰出ローラ25を前記溶接ワイヤMに向かって押圧する押圧手段26を有し、前記押圧手段26の押圧力を制御することにより前記溶接ワイヤMの送給速度を調整するように構成されていることを特徴とする。
(もっと読む)
亜鉛めっき鋼板のレーザ溶接方法
【課題】添加物により亜鉛蒸気を亜鉛化合物にすることで、ポロシティの発生を抑制する亜鉛めっき鋼板のレーザ溶接方法。
【解決手段】複数枚の亜鉛めっき鋼板1、2を、添加物3を介して重ね合わせる段階と、亜鉛めっき鋼板1、2を加熱し、亜鉛めっき鋼板1、2に含まれる亜鉛と添加物3とを反応させて亜鉛化合物を生成する段階と、重ね合わせた部分に向けてレーザ光21を照射し溶接する段階と、を含む。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 被溶接物にレーザビームを照射しながら第1ワイヤを送給し前記被溶接物との間でアーク溶接を行う際、前記レーザビームと前記アーク溶接で形成した溶融池に少なくとも1本の第2ワイヤを供給する複合溶接方法と複合溶接装置に関する。
【解決手段】 被溶接物2の溶接位置にレーザビーム1を照射しながら前記溶接位置に第1ワイヤ12を送給して前記被溶接物2との間でアーク溶接を同時に行う複合溶接方法において、前記レーザビーム1と前記アーク溶接で形成した溶融池14に少なくとも1本の第2ワイヤ13を供給することによって、アーク電流を上げることなく、溶着量を上げることができる。
(もっと読む)
複合溶接方法
【課題】 レーザ照射と第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法において、前記第1ワイヤの直径と同等以上の直径の前記第2ワイヤを使用する複合溶接方法を提供する。
【解決手段】 溶接の進行方向から見た第1ワイヤ3と第2ワイヤ6とレーザビーム2の配置として前記第2ワイヤ3と前記レーザビーム2と前記第1ワイヤ3の順とすると共に、前記第2ワイヤを前記レーザビーム2の前記被溶接物1の表面における照射位置に送給し、前記第1ワイヤ3の直径と同等以上の直径の前記第2ワイヤ6を使用することによって前記第2ワイヤ6を安定に送給すると共に、前記第2ワイヤによる溶着速度を最大限に実現することができる。
(もっと読む)
レーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボット
【課題】溶接ロボットに用いられるレーザ・アークハイブリッド溶接装置に関してコンパクト化し、トーチに種々のケーブル等が接続されていてもアーム部が効率的に動作し動作範囲の制約が軽減されるレーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボットを提供すること。
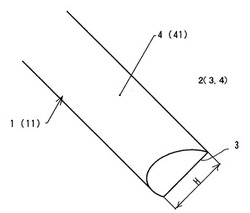
【解決手段】手首部26に連接される複数のアーム部24、25を有するロボット2に、トーチ41と、ワイヤ送給部42と、電源部45と、レーザ発振器51と、レーザ光伝送手段52とを有するレーザ・アークハイブリッド溶接装置4を設置した溶接ロボット1であって、前記ワイヤ送給部42が前記手首部26に連接されるアーム部25に配置され、前記電源部45及びレーザ発振器51が前記複数のアーム部24、25以外の位置に配置されている。
(もっと読む)
レーザブレージング方法
【課題】薄鋼板の重ね隅肉継手に適用して好適なレーザブレージング法を提供する。
【解決手段】被接合部にレーザビームを照射するとともに、銅合金ワイヤをろう材として当該レーザビームの照射部に連続的に供給するレーザブレージング方法において、前記銅合金ワイヤは通電加熱のためその先端部が前記被接合部に接触しつつ前記レーザビームの照射によって溶融する。前記レーザビームはビーム径(D)が前記銅合金ワイヤ径(d)の1.5〜2.0倍で、前記銅合金ワイヤは、前記レーザビームのビーム径(D)の中心から接合方向の前方側にD/4〜D/2となる位置において前記被接合部と接触するように連続供給される。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
溶接方法
【課題】逆歪みを与えたり或いは歪み取りを行うことなしに、熱による母材の変形、すなわち溶接による歪みそのものの発生を抑制する溶接方法を提供する。
【解決手段】アルミルーフ9とスチールボディサイドルーフレール10を重ねた溶接部位11に供給する金属ワイヤをレーザで溶かしながらこれらワーク同士を溶接する溶接方法において、溶接部位11全長を少なくとも3つ以上の溶接部位に分割し、その分割した各溶接部位W1〜W7の溶接方向を同一方向とし、且つ各溶接部位の溶接終了点から次の溶接部位の溶接開始点へ戻り、その溶接終了点を前の溶接部位の溶接開始点として溶接する。
(もっと読む)
レーザ溶接装置及びレーザ溶接システム
【課題】取り回しが容易であると共に良好な溶接部を形成できるレーザ溶接装置を提供する。
【解決手段】レーザ溶接装置4では、アシストガス供給ノズル5の内部にフィラーワイヤ供給ノズル6が通っていることにより、フィラーワイヤ供給ノズル6とアシストガス供給ノズル5とがレーザ加工ヘッド2を挟んで両側に配置された場合に比べて、レーザ加工ヘッド2周りがシンプルな構成となるので、狭隘部や円弧部分等を溶接するときでも、取り回しが容易となる。また、アシストガス供給ノズル5の先端面から見て、アシストガス供給ノズル5とフィラーワイヤ供給ノズル6とが同軸になっているので、アシストガス供給ノズル5を通るアシストガスGの乱流を抑制できる。これにより、良好な溶接部7を形成できる。
(もっと読む)
金属部材の接合方法および接合構造
【課題】Fe系金属部材とAl系金属部材との接合強度の向上を図ることができる金属部材の接合方法および接合構造を提供する。
【解決手段】Fe系金属部材1とAl系金属部材2により形成された開先形状13に、Zn系ろう材3を送出しながら、Zn系ろう材3の先端部にレーザビーム102を照射する。レーザビーム102の照射では、Fe系金属部材1の被接合部をFe系材料の融点以上の温度で加熱する。レーザビーム102の中心線を開先形状13の中心線よりもFe系金属部材1側に位置させることが好適である。これによりFe系金属部材1とZn系ろう材3からなる接合層4との境界部に、Alを主成分とするAl−Fe−Zn系金属間化合物からなる金属間化合物層が形成される。金属間化合物層は高延性を有するので、Fe系金属部材1と接合層4との接合強度を高めることができる。
(もっと読む)
耐熱超合金から成るワークを溶接する方法と装置
本発明は耐熱超合金から成るワーク(9)を溶接する溶接装置に関する。この装置は、ワーク表面(10)に入熱領域(11)を発生するための熱源(3)と、入熱領域に溶加材(13)を供給するための供給装置(5)と、熱源(3)と一方では供給装置(5)との、他方ではワーク表面(10)との相対運動を発生するための移送装置(15)とを有している。この溶接装置はさらに、材料の凝固時における冷却速度が少なくとも8000ケルビン温度/秒であるように溶接出力並びに入熱領域(11)の直径が調整されるように相対運動を実施する制御プログラムを備えた制御装置(17)を有している。 (もっと読む)
レーザ溶接方法
【課題】良好な溶接部を形成することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、第2のレーザビームL2を照射して溶接部23を形成する前に、第1のレーザビームL1を照射して予熱部分24を形成する。予熱部分24の形成により、第2のレーザビームL2によって溶接部23を形成する際に急激な入熱に起因するスパッタの発生が抑制されるので、母材の飛散を防止でき、良好な溶接部23を形成できる。また、第1のレーザビームL1を照射し、それに追従して第2のレーザビームL2を照射するので、単発でレーザビームを照射する場合に比べて、入熱時間を長くできると共に、レーザビーム照射後のワークWの冷却速度も遅くできる。これにより、溶接部23の健全性を担保することができる。
(もっと読む)
ワイヤガイド先端チップ、ワイヤガイド及び肉盛り溶接用細径ワイヤ送給装置
【課題】溶融プールの中心に細径の溶接ワイヤを挿入できる肉盛り溶接用細径ワイヤ送給装置の提供。
【解決手段】溶接ワイヤ送り出し機構と、溶接ワイヤ20を内壁で摺導し、案内するワイヤガイド10とを備える。ワイヤガイド10は、溶接ワイヤ20が片端から挿通されるワイヤガイドパイプ2と、ワイヤガイドパイプ2の他端に連接され、溶接ワイヤ20の先端が先端開口からワーク11の溶融プール11aに向けて送り出されるように溶接ワイヤ20を案内する黒鉛製のワイヤガイド先端チップ1とを有して成る。黒鉛で成るワイヤガイド先端チップ1は、高温に曝されても摺導穴の内壁の摺導抵抗が小さく、先端を溶融プール11aに近接できるので、溶融プール11aの中心に細径の溶接ワイヤ20を容易に挿入できる。
(もっと読む)
レーザ溶接方法
【課題】溶接の歩留まりを向上でき、かつ接合体の反りを抑えることができる金属材の接合方法を提供する。
【解決手段】このレーザ溶接方法では、枠部材14の端部14aに比べてヒートマスが十分に大きい外板11の平坦部11a側からレーザビーム35を照射する。このため、平坦部11aにはレーザビーム35による十分な入熱が生じ、レーザビーム35の照射位置37が端部14aの位置から多少ずれたとしても、平坦部11aに入熱した熱が端部14aに伝達して好適な溶接部22が形成される。したがって、このレーザ溶接方法では、レーザビーム35の照射位置37の許容範囲を拡大でき、溶接の歩留まりの向上を図ることが可能となる。
(もっと読む)
金属材の溶接方法及び金属材の接合体
【課題】作業性に優れると共に、接合体の歪みを抑えつつ水密性・気密性を十分に確保できる金属材の接合方法及び金属材の接合体を提供する。
【解決手段】この金属材の溶接方法では、接合体1の接合強度は、スポット溶接部11によって十分に確保され、接合ラインLの封止は、連続溶接部12によって実現される。したがって、連続溶接部12のみによって外板2,2の接合と封止とを両立させる場合とは異なり、外板2,2の重ね合わせ部分3への入熱を低減でき、接合体1の歪みを抑えつつ水密性・気密性を十分に確保できる。また、レーザ溶接を行うに先立って電気抵抗スポット溶接を行うことで、先に形成したスポット溶接部11を重ね合わせ部分3の固定手段として機能させることができる。したがって、レーザ溶接の際に、隙間管理のための治具や仮固定が不要となり、作業性にも優れたものとなる。
(もっと読む)
ガスタービン部品の補修方法及びガスタービン部品
【課題】一方向凝固により鋳造された単結晶あるいは柱状晶からなるガスタービン部品の広範な領域の欠陥を補修することのできるガスタービン部品の補修方法及びガスタービン部品を提供する。
【解決手段】一方向凝固により鋳造された単結晶あるいは柱状晶からなるガスタービン部品の欠陥を補修するガスタービン部品の補修方法である。ガスタービン部品の欠陥を有する部位を凹状の被補修領域2とした後、被補修領域2の一方の端部から対向する他方の端部に至る溶接肉盛り部3を、溶加材を加えた溶接により所定間隔設けて複数形成する。次に、溶接肉盛り部3の間に粉末状のロウ付け補修材を充填して加熱し、拡散ロウ付けにより溶接肉盛り部3の間をロウ付け補修部4で埋める。
(もっと読む)
中空形材の接合継手及び接合体
【課題】寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供すること。
【解決手段】上面板41a,41bの接合端面45a,45bには傾斜した平面が形成され、その接合端面同士を突き合わせて摩擦攪拌接合する第1接合部と、他方の下面板42a,42bの接合端部を重ね合わせ、アーク溶接などによって接合する第2接合部とを有し、一方の中空形材40Aは、第1接合部の傾斜面が面外方向の外側を向いており、第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材40Bは、第1接合部の傾斜面が面外方向の内側を向いており、第2接合部の接合端部が面外方向の外側に位置する中空形材の接合継手。
(もっと読む)
レーザ加工方法、同レーザ加工方法を用いた燃料噴射弁の製造方法、レーザ加工装置、および燃料噴射弁
【課題】レーザ加工時にバックウォールを補修することのできるレーザ加工方法、同レーザ加工方法を用いた燃料噴射弁の製造方法、レーザ加工装置、および燃料噴射弁を提供する。
【解決手段】レーザ光L1をノズル11の外壁加工部21aに照射させて外壁加工部21aから内壁加工部21bへ貫通した時に、供給ノズル31からノズル11内へ粉末状態の補修材料Pの供給が開始される。ノズル11の外壁加工部21aから内壁加工部21bへ形成された貫通孔21内を通過してノズル11内に照射されるレーザ光L2は、ノズル11の内壁の貫通孔21に対向する内壁対向部22aに照射されて傷部22が生じる。傷部22は内壁対向部22aへのレーザ光L2の照射と補修材料Pの供給によって補修される。
(もっと読む)
101 - 120 / 197
[ Back to top ]