
Fターム[4E068BA06]の内容
Fターム[4E068BA06]に分類される特許
21 - 40 / 197
ホットワイヤレーザ溶接方法と装置
【課題】溶接継ぎ手部の破壊靭性の確保をするために、エレクトロスラグ溶接に比べて大幅に熱入を低減できる20mm程度の極厚鋼板でも接合できる低出力のホットワイヤレーザ溶接方法と装置を提供すること。
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を一対の母材の開先壁面10,11の間にできるギャップにある母材上に照射して該母材8を溶融し、溶接ワイヤ3と母材8間に通電してワイヤ3をホットワイヤとして母材8の溶融部分に供給して溶融した母材8とワイヤ3からなる溶融プール7を形成し、一対の母材8のいずれか一方の開先壁面10と溶融プール7の境界線を通るようにレーザスポット21を移動させ、次いで母材8の他方の開先壁面11と溶融プール7の境界線を通るようにレーザスポット21を移動させる動作を繰り返して母材8同士を溶接することを特徴とするホットワイヤレーザ溶接方法である。
(もっと読む)
ブームとブームの溶接方法

【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
レーザ狭開先多層盛溶接方法と装置
【課題】厚板であって,幅4mm〜6mmの開先を設けた金属製の溶接母材の狭開先多層盛溶接を低出力レーザによって確実に行うことができるレーザ狭開先多層盛溶接方法と装置を提供すること。
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を狭開先に加工した金属製の溶接母材8に照射するとともに,ホットワイヤ3を母材8の溶融部分の中央に供給して溶融プール7を形成し、ワイヤ3を挟んでそれぞれ同じ側にある開先壁面10又は11と溶融プール7の境界線とワイヤ3の側縁との間とワイヤ3を照射しないように溶融プール7と前方開先底面12との境界線上を通る略U字形の軌跡上をレーザスポット21を往復走査させて溶接をするレーザ狭開先多層盛溶接方法である。
(もっと読む)
薄鋼板のレーザ溶接方法
【課題】メンテナンス性に優れたファイバレーザを用いて、レーザ溶接時のアンダーフィルを抑制するとともに、溶接速度を落とすことなく、良好な溶接品質が得られるレーザ溶接方法を提供する。
【解決手段】光ファイバによって伝送されたレーザビームを用いて、鋼板の端部を突き合わせて溶接するレーザ溶接方法において、溶接裏面のシールドガスを、CO2及び/又はO2を含有し、体積%で、50%≦[CO2]+5×[O2]≦100%を満たし、残部がN2又はArからなるガスとし、レーザビームを、20〜40°の範囲で、溶接進行方向の前方に傾斜させて鋼板に照射することを特徴とする薄鋼板のレーザ溶接方法。ただし、[CO2]、[O2]は、それぞれ、CO2、O2の体積割合(%)を表すものとする。
(もっと読む)
溶接方法及び溶接装置
【課題】焼戻しするときの溶接部の温度を高精度に制御可能な溶接方法及び溶接装置を提供する。
【解決手段】本発明の溶接方法は、母材を溶接する溶接処理と、溶接処理で溶接された溶接部の熱影響部の温度が焼戻しの温度範囲未満となった後に、溶接部に溶接処理とは別に溶接が施されていない段階で、熱影響部をレーザ照射によって焼戻しの温度範囲に加熱する加熱処理と、を有する。溶接処理された溶接部に加熱処理を施した後に、溶接部の上に溶接を施す第2溶接処理を有していてもよい。第2溶接処理は、溶接処理で溶接された溶接部の熱影響部が焼戻しの温度範囲内に加熱されるように行われる。
(もっと読む)
レーザー溶接方法
【課題】レーザー溶接を行う場合は、溶接すべき両母材の突合部にギャップがあると該ギャップ部分をレーザービームが通り抜けてしまう(溶接不良となる)が、ギャップがある状態でもレーザービームが通り抜けないようにしたレーザー溶接方法を提供する。
【解決手段】2つの母材1,2の各突合面11,21間にルートギャップSを設けた状態で各突合面間にレーザービームRで溶融した溶融金属を供給しつつ溶接開始位置から溶接終了位置側に向けて順次連続して溶接するようにしたレーザー溶接方法において、各突合面11,21を溶接するに当たって、該突合面11,21を溶接開始位置から溶接終了位置に向かうに従って所定角度だけ下向きに傾斜させた状態で行うことにより、ルートギャップSのある状態でも両母材1,2の突合面11,21を確実に溶接し得るようにしている。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
羽根車の溶接方法、溶接装置及び羽根車
【課題】溶接ビードの仕上げ加工等を省略ないし簡素化することができるとともに、肉盛溶接の施工効率の向上、溶接変形の緩和等も図りながら、溶接継手部に所要の強度を確保できる羽根車の溶接方法及び溶接装置を提供する。
【解決手段】羽根13に突き合わせられる側板12の反突き合わせ側の面に、羽根13に向けて所定の深さと幅を有する溝14を設け、該溝14の底部14aにレーザ光21を照射して、裏側に形成されるビード部分4が内方側に凹んだ曲面となるように、溝底部14aと羽根13の端部とを裏波溶接し、その後、溝底部14aにレーザ光21を走査しながら溶融部に溶加材8を供給して肉盛溶接を行う。この場合、レーザ光21の集光部211が細長方形とされ、裏波溶接工程では、集光部211の長辺を溝14の長さ方向に対して平行ないし所定角度傾斜させ、溶接工程では、集光部211の長辺を溝14の長さ方向に対して裏波溶接工程とは異なる角度に傾斜させる。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
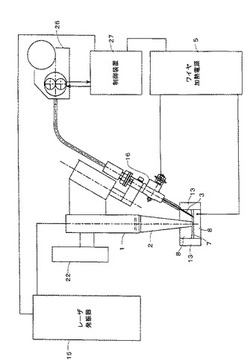
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザを照射しながらワイヤを送給してアーク溶接を同時に行う際、前記溶接位置にフィラーを送給し、前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記被溶接物の表面における前記フィラーの狙い位置と同じ位置にレーザビームを照射すると共に、前記フィラーの中心軸と前記レーザビームの光軸とのなす角度を45度以下にするレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】被溶接物1の溶接位置に供給するフィラー7が前記被溶接物1の表面における狙い位置Aと同じ位置にレーザビーム2を前記フィラー7に照射しながら入射すると共に、前記フィラー7の中心軸と前記レーザビーム2の光軸のなす角度を45度以下にすることによって溶着速度を上げると共に、溶融金属のギャップに対するブリッジ能力を高め、継手溶接では広い許容ギャップを得ることができる。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】ワークの加工部位に対し、フィラーを安定して供給する。
【解決手段】ワークの加工部位にフィラーを供給してレーザ溶接を行うレーザ溶接方法であって、レーザ加工ヘッド5を備えるロボット1の基端部にフィラーワイヤ11を巻き付けたリール17を設け、このリール17からフィラーワイヤ11を引き出して送り出すフィラー送り機構19と、このフィラー送り機構19から送り出されたフィラーワイヤ11を引っ張ってワークWの加工部位に供給するフィラー供給機構21とを、互いに同期させて作動させる。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
狭開先多層盛レーザ溶接方法
【課題】 複雑で大型化した高価な光学系の装置を用いることなく、狭開先であっても開先壁、開先底の溶融能力が高い高効率、高品質な狭開先多層盛レーザ溶接方法を提供すること。
【解決手段】被溶接母材を狭い開先幅に設定し、レーザ光1とホットワイヤ2を組合せ、レーザ光1を先行、ワイヤ2を後方挿入する多層盛レーザ溶接方法において、被溶接母材3の表面にレーザ光1の焦点を外してレーザ光1を開先幅一杯に照射し、照射及びホットワイヤの溶融により形成した溶融池5表面でのレーザ光1の反射光1’の方向を溶融池前方として狭開先の両開先壁7から開先底8または二層目以降は狭開先の両開先壁7から一つ前の積層10’を溶融する狭開先多層盛レーザ溶接方法である。
(もっと読む)
レーザ溶接方法
【課題】大出力のレーザ加工機を用いることなく、母材の溶融能力が高い高効率、高品質なレーザ溶接方法を提供すること。
【解決手段】レーザ光1とホットワイヤ2を組合せ、レーザ光1を先行、ワイヤ2を後方挿入するレーザ溶接方法において、被溶接母材3の表面にレーザ光1の焦点を外してレーザ光1を照射し、該照射及びホットワイヤの溶融により形成した溶融池5の表面でのレーザ光1の反射光1’の方向を溶融池5の前方として常に先行溶融池5aを形成しながら溶接するレーザ溶接方法である。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
レーザ溶接装置
【課題】被溶接材の溶接部にレーザ光を照射し、レーザ光の照射部に溶接ワイヤを供給しながら開先部を積層溶接するレーザ溶接方法において、特に溶接品質が安定し、連続的な積層溶接が可能なレーザ溶接装置を提供する。
【解決手段】レーザ光を集光し被溶接材に照射する加工ヘッド8と、レーザ光の照射部に溶接ワイヤを給送する給送手段16と、レーザ光の照射により形成された溶融プールおよびその近傍を保護するシールドガス供給手段6と、加工ヘッドあるいは被溶接材を移動させる手段と、溶融部から生ずる溶接生成物から加工ヘッドの光学部品を保護する加工ヘッド保護手段と、溶接において生じたヒュームを吸引する吸引手段19と、レーザ光の反射光及び溶接部からの輻射熱から該加工ヘッドを保護する保護手段18と、積層溶接された溶接金属の表面に堆積した溶接生成物を除去するクリーニング手段20とを備える。
(もっと読む)
21 - 40 / 197
[ Back to top ]