
Fターム[4E068BA06]の内容
Fターム[4E068BA06]に分類される特許
41 - 60 / 197
溶接方法
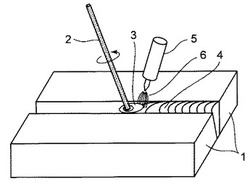
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
温間プレス成形用アルミニウム合金テーラードブランク材及びその製造方法

【課題】特殊な潤滑剤ではなく汎用の潤滑油を使用して、接合のまま、プレス成形をすることができる、温間プレス成形用アルミニウム合金テーラードブランク材を提供する。
【解決手段】板厚ti1の薄板と、板厚ti2の厚板とを接合したi個の接合継手Jiについて、接合金属部の、中心部高さhiと幅Wiが、{(ti1+ti2)/2}≦hi≦ti2、1.5×ti1<W<2.5×ti2、薄板の熱影響部の硬さViHAZ1と接合金属部の硬さViWとの差をΔViW1、厚板の熱影響部の硬さViHAZ2と接合金属部の硬さViWとの差をΔViW2、としたとき、0<ΔViW1<20、0<ΔViW2<20、の関係を満足する。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置
【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
レーザろう付け方法
【課題】 ろう材にレーザ光を照射してろう材を溶融させて金属板をろう付けした際に形成されるろう付け部を良好にする。
【解決手段】 金属板104、105のろう付け予定箇所に対して照射されているレーザ光106の光路上に対して、ろう付け進行方向Aの前方側から、ろう材107を挿入する工程と、ろう材107の先端からろう材107の溶滴107bがろう付け予定箇所に移行した後、ろう材107をレーザ光106の光路外へ引き戻す工程と、を一定の周期で交互に行う。
(もっと読む)
レーザー溶接方法
【課題】レーザー溶接を行う場合は、溶接すべき両母材の突合部にギャップがあると、該ギャップをレーザービームが通り抜けてしまい(溶接不良となる)、両母材の突合部をギャップなしにするために両突合面を隙間なしに突合させるための加工(例えばI型継手加工)をするにはその加工が非常に面倒である。
【解決手段】2つの母材1,2の突合面11,21をレーザービームRにより溶接開始位置から溶接終了側に向けて順次連続して溶接するようにしたレーザー溶接方法Iおいて、2つの母材の突合面間にルートギャップSがある状態で、該ルートギャップSにおける溶接開始位置に溶可材3を充填し、その溶可材充填位置を溶接開始位置としてルートギャップSの全長をレーザービームRで連続的に溶接していくことにより、ルートギャップのある状態でも両母材の突合面を確実に溶接し得るようにしている。
(もっと読む)
溶接方法
【課題】製造コストを低減することができる溶接方法を提供すること。
【解決手段】本発明の一態様は、デフケース10の接合面18とリングギヤ12の接合面20との突き合わせ部24にレーザ光30集光して照射することによって溶接ワイヤ32を溶かしながらデフケース10とリングギヤ12とのレーザ溶接を行う溶接方法において、デフケース10の接合面18とリングギヤ12の接合面20とに開先加工を施さないで、かつ、レーザ光30の集光径を0.2mm以下とすること、を特徴とする。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】曲線部のレーザー溶接時に、フィラーワイヤを溶融池内の好適な位置に供給することができ、二枚の金属板を良好にレーザー溶接することができるようにする。
【解決手段】上下に重ね合わせられた二枚の金属板W1、W2のうち上側の金属板W1表面にレーザー光LBを照射しつつレーザー光LBを所定の溶接経路Rに沿って移動し、レーザー光LBによって金属板W1、W2を溶融させて溶融金属が貯留されてなる溶融池WYを形成するとともに、ワイヤ供給手段3によって溶融池WYにおけるレーザー光LBの被照射部位Lよりも溶接進行方向後方の所定位置に通電加熱されたフィラーワイヤXを供給し、二枚の金属板W1、W2をレーザー溶接するに際し、レーザー光LBの移動軌跡が曲線部であると判定されると、ワイヤ供給手段3の位置を調整することにより、フィラーワイヤXの溶融池WYへの供給位置を曲線部の曲率中心側へ移動させる。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
溶接装置及び溶接方法
【課題】製造コストの高騰を抑制しつつ、且つ溶接製品の品質の安定化を図ることができる溶接装置及び溶接方法を提供する。
【解決手段】溶接ワイヤ32の受け部34が形成されるように板材P1〜P3を重ね合わせ、板材P1〜P3の間に形成された受け部34に紐状又は帯状の溶接ワイヤ32を挟入し、挟入された溶接ワイヤ32に溶融熱を供給して溶接ワイヤ32を溶融する。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 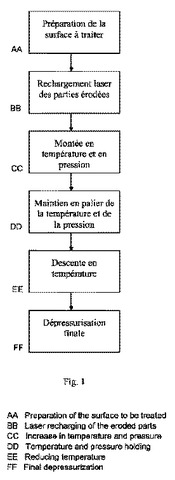 (もっと読む)
(もっと読む)
TWIP鋼と低炭素鋼とをレーザ溶接する方法
鋼種の異なる構造体をレーザ溶接する方法。この方法は、第1の鋼種・成分から作製される第1の構造体を提供すること、および第2の鋼種成分から作製される第2の構造体を提供することを含む。第1の構造体の少なくとも一部が、第2の構造体の少なくとも一部と重なるように、第1の構造体を第2の構造体の隣に配置することによって、溶接領域を形成する。第1の構造体と、第2の構造体と、溶加材との溶接接合部を形成する成分を含有する溶加材を選択し、これにより、溶接接合部が所定の微細構造を有するようにする。溶加材を溶接領域の隣に配置する。レーザビームを溶接領域に向けることによって、第1の構造体、第2の構造体、および溶加材の間に、所定の微細構造を有する溶接接合部を形成する。 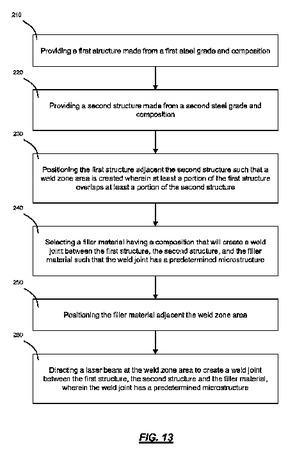 (もっと読む)
(もっと読む)
溶接部でのポロシティを防ぐためのワークピース及び溶接プロセス
【課題】溶接部ポロシティを低減又は排除するためのワークピース及び溶接プロセスを提供すること。
【解決手段】電子ビーム(700)又はレーザ(800)溶接のための物品(100)は、溶接表面(114)を有する第1のワークピース(102)を備え、該溶接表面(114)が、形成される溶接部(112)内でポロシティを低減するよう構成される。
(もっと読む)
方向性凝固された材料の単結晶溶接
本発明は、レーザー溶接、供給、レーザー出力、ビーム直径、および粉末質量流量についてのプロセスパラメーターの、的を絞った選択であって、レーザー応用溶接中の単結晶成長の実質的な決め手となる温度勾配を、意図的に設定することができる選択に関する。 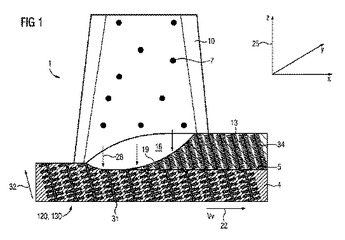 (もっと読む)
(もっと読む)
ステンレススチール接合方法
本発明は、ステンレススチール接合方法に関し、より詳しくは、溶接ビードが狭くて深く、熱応力疲労強度の低下がなく、製品の変形を防げるステンレススチール接合方法に関する。本発明のステンレススチール接合方法は、二つのステンレススチールの接合面の間に薄い溶加材を挿入して配置する第1ステップと、非接触式レーザ溶接機が前記接合面にレーザビームを照射して、溶接を行う第2ステップと、ブレージング炉で溶融した溶加材が前記接合面の間を充填してブレージングを行う第3ステップと、前記接合面の間に充填された溶加材が冷却される第4ステップとを含めてなることを特徴とする。本発明に係るステンレススチール接合方法によれば、ステンレス材質の母材の間に薄い溶加材を挿入して接合部位に非接触式レーザ溶接をすることで溶接ビードが狭くて深く形成され、熱応力疲労強度の低下がなく、製品の変形を防げる効果がある。
 (もっと読む)
(もっと読む)
測定手段の使用下での付加材料を用いた素材結合式の接合のための接合装置
本発明は、付加材料18を用いた素材結合式の接合のための接合装置14であって、付加材料としてのワイヤ18のための供給装置であって、ワイヤ18を接合装置14の運転中に所定の送り速度で供給するために形成されている供給装置と、ワイヤ18を溶融させるための少なくとも2つの部分ビーム26を備えるエネルギビームのためのガイド装置21とを備える接合装置14に関する。接合装置14は、ワイヤ18の横方向の変位を検出するための第1の測定手段と、ワイヤ18の送りに伴う量を検出するための第2の測定手段とを有しており、エネルギビームのためのガイド装置21は、第1及び第2の測定手段に接続され、エネルギビームが第1及び第2の測定手段の出力信号に基づいて変位かつ/又は集光されるように構成されている。 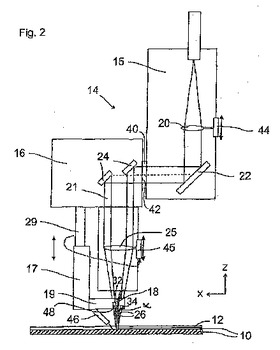 (もっと読む)
(もっと読む)
銅板と鋼板のレーザ接合方法
【課題】銅板と鋼板のレーザ接合おいて、安定した重ね接合を可能にする。
【解決手段】上板を銅板Cu、下板を鋼板SUSで構成する2枚の金属板の重ね接合において、予め銅板Cu側にレーザビームLbを受け入れる導入穴Wpを設けておく。照射するレーザビームLbは半導体レーザであり、その波長は1ミクロン以下にある。レーザビームを銅板Cu側から照射し、導入穴Wpを通して鋼板SUSに照射する。レーザビームが照射されると鋼板SUSの加熱が主体的に行われ、同時に2枚の材料が密着して重ねられているためその熱伝導にて銅板Cuが加熱される。同時に、レーザビームLbのエネルギー分布の外周裾野部分が効果的に銅板Cuの導入穴Wpの壁面、および外周面にてレーザビームを吸収し加熱、昇温する。この両板の加熱状態に蝋材になるワイヤーWireを供給しレーザビームLbにて溶融させるので高強度の溶融接合が完成する。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】溶接終了時に、フィラーワイヤと金属板とを良好に切り離すことができるレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】二枚の金属板W1、W2のうち上側の金属板表面に所定のエネルギー密度を有するレーザー光Aを照射して溶融池を形成するとともに、該溶融池における前記レーザー光の被照射部よりも溶接進行方向後方にフィラーワイヤBを供給し、二枚の金属板をレーザー溶接するレーザー溶接において、溶接終了時に、フィラーワイヤにレーザー光を照射することができるようにレーザーヘッド10を移動させ、フィラーワイヤに前記レーザーヘッドから前記所定のエネルギー密度よりもエネルギー密度を低下させたレーザー光を照射し、フィラーワイヤにレーザー光を照射した状態でフィラーワイヤを溶融池への供給方向と反対方向に引き戻し、フィラーワイヤと金属板とを切り離す。
(もっと読む)
複合溶接装置および複合溶接方法
【課題】ギャップ尤度を向上できると共に、スパッタの発生を抑制できる複合溶接装置および複合溶接方法を提供すること。
【解決手段】レーザ溶接およびアーク溶接が組み合わされるので、溶接速度が速い場合でも均一なビードを形成できる。また、溶接進行方向の前後に並設されアーク溶接を行う第1電極4a及び第2電極4cと、それらのねらい位置を母材W同士の当接部に移動させるか、又は溶接進行方向からみて母材W間のギャップの中心線の右側および左側に移動させる移動手段7,8とを備えているので、ギャップがない場合は溶着金属の幅を狭くし、ギャップがある場合は溶着金属の幅を広げることができる。その結果、母材W間を溶着金属で満たすことができ、溶接欠陥の発生を防止できる。よって、ギャップ尤度を向上できる。さらに、アークを揺動させないので、アークの指向性を安定させることができ、スパッタの発生を抑制できる。
(もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、ビード部の高さが過大となることを防止することができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】二枚の金属板W1、W2のうち上側の金属板表面に向けて第1のレーザー光LB1を照射しつつ該第1のレーザー光を所定の溶接経路に沿って前記二枚の金属板に対して相対的に移動し、該第1のレーザー光によって前記金属板を溶融させて溶融金属Wyが貯留されてなる溶融池WYを形成するとともに、前記溶融池に前記第1のレーザー光よりも溶接進行方向後方側からフィラーワイヤXを供給し、且つ、前記第1のレーザー光に追随しつつ前記溶融池の溶接進行方向後方に溶融金属Wy、Wy’が凝固して形成されるビード部WBの表面を溶融させるように第2のレーザー光LB2を照射する。
(もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)、繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理は困難であり、また作業者の安全衛生上の問題からも、加工コストが高く、CFRP(炭素繊維強化プラスチック)などの適用拡大を阻害する要素となっている。
【解決手段】精密に切断、穴あけ、溶接、曲げなど行う場合には高出力レーザと超短パルスレーザを併用した加工装置で高速処理し、また、複合材料の溶接にはモザイク継手加工をレーザ2重切断法で精密加工したのち、強化繊維を数%から数10%含む熱硬化性・熱可塑性混合樹脂を成分とする溶加材を用いたレーザ溶接法を適用する。
(もっと読む)
41 - 60 / 197
[ Back to top ]