
Fターム[4E068BA06]の内容
Fターム[4E068BA06]に分類される特許
81 - 100 / 197
レーザ溶接方法及びレーザ溶接装置
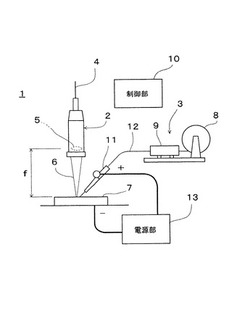
【課題】安価な装置で実施可能な溶接方法であり、溶接状況に対応した適正なビードが得られ、而もビード幅及びビード高さの調整を可能とした。
【解決手段】溶接部材7にレーザ6を集光して照射する溶接トーチ2と、レーザの照射部位にフィラーワイヤ12を供給するフィラーワイヤ供給装置3と、前記フィラーワイヤに加熱用電流を供給する電源部13とを具備する。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法

【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】安価な装置で実施可能な溶接方法であり、溶接状況に対応した適正なビードが得られ、而もビード幅及び溶込み深さの調整を可能とした。
【解決手段】溶接部材7にレーザ6を集光して照射する溶接トーチ2と、レーザの照射部位にフィラーワイヤ12を供給するフィラーワイヤ供給装置3と、前記フィラーワイヤに加熱用電流を供給する電源部13とを具備する。
(もっと読む)
溶接装置と溶接方法
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
溶接接合部材及び溶接接合方法
【課題】互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑える。
【解決手段】デフケース1にリングギヤ3を嵌め込んでその外周部を溶接接合する際に、互いの側面17,19同士を突き合わせる。この各側面17,19には、それぞれ凹溝21及び23を形成してあり、これら凹溝21及び23によって溝25を備える継手構造とする。この溝25の外周側の開口端部には、互いに対向する方向に突出する突起27,29を形成し、これら突起27,29の先端相互を当接させた状態でレーザ溶接する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
レーザブレージング方法
【課題】良好な化成処理性を有する接合部を形成することが可能であるレーザブレージング方法を、提供する。
【解決手段】母材である鋼板10,12の合わせ面Iに沿って供給されるろう材であるCu−Si系の溶融材料50を、合わせ面Iに沿って移動するレーザ光Lによって溶解し、鋼板10,12を接合する際、溶融材料50の供給部位よりレーザ光Lの移動方向側に位置する鋼板10,12の一部を、レーザ光によって直接溶融させることによって、鋼板由来の鉄成分を含有する接合部60を形成する。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板について、二枚の金属板間の隙間が大きな場合でも上側金属板側から下側金属板への溶融金属の垂下を良好に行わせて、上下の金属板の連結の確実性を向上可能なレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】上側金属板W1及びフィラーワイヤXの溶融金属Wyに下向きのローレンツ力Frが作用するように、金属板W1表面にほぼ平行でかつ平面視で所定方向を向く磁界Hを形成した状態で、溶融金属Wyに磁界Hの方向に対して平面視で左回りにほぼ90度回転させた方向の電流Iを流し、溶融金属Wyを隙間Zを越えて下方に垂下させる。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板の良好な溶接が行えるレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】上下の金属板を連結する溶接工程と、該溶接工程の実行中、上側の金属板側から前記溶融池における溶融穴部近傍部分を撮像する撮像工程と、該撮像工程で撮像された撮像データに基づいて前記溶融池の生成状態を分析することにより前記二枚の金属板の連結状態が良好か否かを判定する判定工程(ステップS3,S5)と、該判定工程で連結状態が良好でないと判定されたときは、連結状態が良好となるように、レーザー光に関するパラメータと、フィラーワイヤの供給速度とのうちの少なくとも一つを調整する調整工程(ステップS6,S7)とを有している。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板をレーザー溶接する場合に、ビードにおける隙間部分を連結する部分の幅が下側ほど狭くなるようなことを防止して、下側の金属板との連結を安定させることが可能なレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】上下の金属板を連結する溶接工程と、該工程の実行中、下側金属板の下面における溶融池下方の部分の熱分布状態を検出する熱分布状態検出工程と、該工程で検出された熱分布状態データに基づいて、下側金属板における前記溶融金属の熱により前記溶接経路に沿って金属組織変化が生じた熱影響部WC2の幅LC2を検出する熱影響部幅検出工程と、該工程で検出される熱影響部WC2の幅LC2が所定の幅となるように、レーザー出力(レーザー光に関するパラメータ)を調整する調整工程とを有している。
(もっと読む)
レーザ溶接装置
【課題】溶接ワイヤを使用して溶接品質のよい開先レーザ溶接を行うレーザ溶接装置,レーザ溶接方法を提供する。
【解決手段】開先を設けた被溶接材1を溶接するためのレーザ溶接装置であって、開先内に溶接ワイヤ20を供給するワイヤ送給ノズルと、レーザ光を集光させるレーザ加工ヘッド30と、レーザ光の照射位置を移動させるための加工機と、溶融池の酸化防止雰囲気を維持するシールドガスを供給するシールドノズルにおいて、シールドノズルの内径は、(開先の底幅+1.0mm)の寸法以上とし、且つ、シールドノズルは、溶接進行方向に沿って、レーザ加工ヘッドの前方に配置され、且つ、シールドノズルの出口にガス圧力を、0.01kPa〜0.4kPaに設定することを特徴とするレーザ溶接装置。
(もっと読む)
レーザ溶接方法
【課題】板厚の異なる金属板の突き合わせ接合において、接合体の疲労強度を十分に確保できるレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法では、金属板1,2の突き合わせ部分上で互いのビームスポットS1,S2が接し、かつ溶接予定線R方向に並ぶように、レーザビームを第1のレーザビームL1及び第2のレーザビームL2に分割している。これにより、金属板1,2への入熱時間が長くなり、溶接予定線Rと直交する方向への入熱量が増加するため、溶接部21の幅が拡張される。また、フィラーワイヤ16からの金属蒸気が溶接予定線Rと直交する方向に拡散し易くなり、溶接部21の幅の拡張が助長される。したがって、溶接部21の傾斜部分22の角度θ1が緩やかになり、溶接部21での応力集中が緩和されるので、金属板1,2の接合体の疲労強度を十分に確保できる。
(もっと読む)
レーザ溶接方法及び鉄道車両用外板
【課題】長尺状の金属板同士の突き合わせ溶接において、複雑なギャップ管理を行なうことなく健全な溶接部を形成できるレーザ溶接方法及び鉄道車両用外板を提供する。
【解決手段】このレーザ溶接方法では、プレス成型によって第1の金属板11の端部12に鋭角に屈曲する第1の屈曲片14を設けると共に、第2の金属板21の端部22に鈍角に屈曲する第2の屈曲片24を設け、第1の屈曲片14と第2の屈曲片24とが当接するように第1の金属板11の端部12と第2の金属板21の端部22とを突き合わせている。プレス成型の金型では、加工材の長さに関わらず十分な直線性を達成できる。したがって、このレーザ溶接方法では、複雑なギャップ管理を行わなくとも、第1の屈曲片14と第2の屈曲片24とを当接させるだけで端部12,22間のギャップが抑えられ、レーザ溶接部W1を健全に形成できる。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
レーザ溶接方法。
【課題】複雑なギャップ管理を行なうことなく、金属板の端部同士を健全な溶接部によって接合できるレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法では、互いのビームスポットS1,S2が接し、かつ溶接予定線Rに直交する方向に並ぶように、レーザビームを第1のレーザビームL1及び第2のレーザビームL2に分割し、金属板1,2の端部間のギャップG内で、レーザビームの照射位置にフィラーワイヤを供給している。この方法では、単一のレーザビームを照射する場合に比べてフィラーワイヤ16から発生する金属蒸気Vが溶接予定線Rの幅方向に拡張されるので、厳密なギャップ管理を行わなくとも、ギャップG内で溶融したフィラーワイヤ16と、フィラーワイヤ16から生じた金属蒸気Vによって溶融した金属板1,2の端部とによって、健全な溶接部21を形成できる。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
レーザはんだ付け方法およびレーザはんだ付け装置
【課題】一点ずつの断続的なはんだ加工だけではなく、スポットはんだ付けおよび引きはんだ付けに適したレーザ光の集光形状に変更可能とし、被加工物を走査しつつ、はんだの供給とレーザ照射を続けることにより、連続的なはんだ加工ができるようにする。
【解決手段】第1の光学系6による被加工物3へのレーザ光Lの集光形状Sと、第2の光学系10を挿入した場合とにおける被加工物3へのレーザ光Lの集光形状Sとを変える。2つの異なる集光形状Sにて、糸はんだ供給手段2から供給される糸はんだを溶融することによって、スポットはんだ付けと引きはんだ付けとを単一の装置で切り換えることを可能にする。
(もっと読む)
原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物
【課題】
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
(もっと読む)
ろう材、金属部材の接合構造、および、金属部材の接合方法
【課題】同種金属部材の接合構造と略同程度の強度を有する異種金属部材の接合構造を得ることができるろう材および金属部材の接合方法、ならびに、それにより得られる金属部材の接合構造を提供する。
【解決手段】Fe系金属部材とAl系金属部材との接合では、それら部材間にZn−Si系ろう材を介在させることにより、接合構造体10が得られる。接合構造体10の接合部4は、そのFe系金属部材1側の境界部40に、ろう材層41、反応層42、および、Si濃縮層43を有する。Si濃縮層43は、Siを主成分として含有し、AlのFe系金属部材1への流入およびFeのろう材層41への流入を防止するので、Fe系材料(Fe系金属部材1および反応層42)とろう材層41との間には、従来技術の問題であったFe−Al系の金属間化合物層が形成されず、Fe系材料とろう材層41は直接接合する。
(もっと読む)
81 - 100 / 197
[ Back to top ]