
Fターム[4E068BA06]の内容
Fターム[4E068BA06]に分類される特許
181 - 197 / 197
レーザ溶接方法

【課題】母材同士の隙間余裕度の拡大化を図ったレーザ溶接方法を提供する。
【解決手段】レーザビームLを照射部位Pに対しワイヤ供給装置10側よりワイヤ供給モータ13にてフィラーワイヤ11を連続供給しながらレーザ溶接を施す。母材W1,W2同士の隙間Gの大きさに応じたワイヤ供給量をワイヤ供給比としてモータ13側の負荷電圧値とともに段階的に予め設定しておく。溶接中に実際のモータ13側の負荷電圧値をモニタリングし、そのモニタリング値に応じてワイヤ供給比を段階的に切り換える。ワイヤ供給比とは、フィラーワイヤ11の供給量の度合いとして、ワイヤ供給速度を溶接速度で除した値であって、ワイヤ供給量に比例する。
(もっと読む)
鉄系材料とアルミ系部材との接合方法、電磁弁におけるスリーブとソレノイド機構との接合方法及び電磁弁

【課題】スリーブ等のアルミ系部材と、ソレノイドケースなどの鉄系溶融金属性の部材の接続に際し、より安価に製造できるようにする。
【解決手段】鉄系材料で形成され筒状部分を有する鉄系部材(第1ヨーク15)と、鉄系部材の筒状部分の内側に重合可能に形成された筒状もしくは柱状部分を有するアルミ系部材(スリーブ11)との間の接合方法において、アルミ系部材は筒状もしくは柱状部分に溝11dを設け、アルミ系部材の筒状もしくは柱状部分を鉄系部材の円筒状部分の内側に差し込んで重合させ、溝が鉄系部材の重合部分の下に位置する状況において、鉄系部材の重合部分を溶融させる。溶融した鉄系部材の重合部分はアルミ系部材の溝の中に流れ込み、固まる。固まった状態では、溝との干渉するので、アルミ系部材が鉄系部材から外れなくなる。よって、アルミ系部材と鉄系部材の接続がなされる。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】溶接前の継手隙間のばらつきを考慮した良好な溶接を可能としたレーザ溶接装置を提供する。
【解決手段】 溶接直後のビードbの形状をビード形状測定装置11で測定し、その測定データをもとに制御装置1にてビードBのアンダフィルをリアルタイムで算出する。アンダフィルの設定目標値と実測アンダフィルとを比較し、実測アンダフィルが設定目標値よりも大きい場合には、ワイヤ供給速度を段階的に高くするとともに、溶接速度を段階的に低下させる。逆に実測アンダフィルが設定目標値よりも小さい場合には、ワイヤ供給速度を段階的に小さくするとともに、溶接速度を段階的に増加させる。
(もっと読む)
高反射率と高伝導率を有する金属の溶接方法と金属製部材
【課題】 ヤグレーザ溶接は、様々な金属の中でも厚さ1mm程度以下の金属の溶接に優れているが、高反射率と高伝導率を有し厚さが1.5mm以上の金属を溶接すると、溶接した個所が大きく歪み、様々な弊害を引き起こすため使用に耐えなかった。
本発明は、高反射率と高伝導率を有し1.5mm以上の厚い金属をヤグレーザ溶接により殆ど歪まずに溶接できる方法と高精度な金属製部材を低コストで提供する。
【解決手段】 高反射率と高熱伝導率を有する厚さ1.5mm以上の金銀銅等の複数の金属1,4を当接して溶接するヤグレーザ溶接方法において、前記複数の金属1,4を当接し、該当接した複数の金属1,4の当接部に段差を設け、該段差と段差に添えた溶接棒にヤグレーザYAGを照射し溶融して溶接することを特徴とする高反射率と高伝導率を有する金属の溶接方法。
(もっと読む)
部品補修方法及び部品製造方法
本発明は、例えばガスタービンのステータ側の部品であるハウジングやガイド翼リングなどの部品を補修するための部品補修方法であって、前記部品から損傷部分を切除し、その損傷部分である切除部分に替えて交換用部分を溶接により前記部品に固定接合する部品補修方法に関する。本発明においては、補修対象部品である前記部品から前記損傷部分を切除する際にその切断線即ち予定溶接線の長さが最小になるようにして切除を行い、また、前記予定溶接線に沿った肉厚が可及的に均一になるように、前記切断線に沿った肉厚分布に応じて前記部品に肉削りを施し、また、前記部品に前記交換用部分を接合した後に、少なくとも前記肉削りにより除去した部分をレーザ粉末肉盛り溶接により再形成する。 (もっと読む)
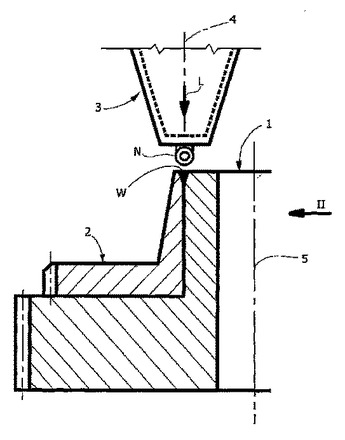
焼結材料からなる要素をレーザ熔接するための方法及びデバイス
焼結材料をレーザ熔接するための方法が記載されている。レーザ熔接は、熔接材料の付加とともに実行される。熔接材料は、連結される部分1,2の間にある接合領域で、金属ダストの形で熔接ステップと同時に付加される。
 (もっと読む)
(もっと読む)
被覆鋼板の重ね溶融溶接方法
【課題】面倒かつ困難な隙間管理をすることなく、溶接時に被覆鋼板間の被覆材料がガス化することに起因するブローホール等の溶接欠陥を抑制する。
【解決手段】Znめっき鋼板1の重ね溶融溶接方法において、低融点溶加材としてのCu系溶加材4を溶融池7中に混入させる。これにより、溶融池7内の外周域であって両鋼板1、1間のZnめっき層2、2に接する部位における温度をZnの沸点以下とする。この溶融池7の最外周に接するZnめっき層のZnは溶融するのみで沸騰することがない。このため、両鋼板1、1間のZnめっき層2がガス化して発生するガス量を低減させて、溶融池7内に侵入するガス量を低減させることができる。また、溶融池7が素早く凝固して形成された溶接部6が溶融池7内のZn蒸気の行く手を阻むため、Zn蒸気が溶融池7内に滞留することなく溶融池7を素早く抜け出る。
(もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 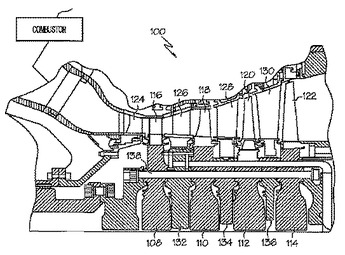 (もっと読む)
(もっと読む)
超合金から形成される部品のレーザー溶接方法及び装置
本発明は、レーザー(12)の出力が溶融池の温度によって制御されることを特徴とする超合金のレーザー溶接方法と、レーザービーム源(12)、処理制御器(30)、温度記録ユニット(28)、および溶加材の供給装置(24)を備え、処理制御器(30)が、温度記録ユニット(28)およびレーザー源(12)に接続された調整装置(34)を備えることを特徴とする、超合金のレーザー溶接装置(10)と、に関するものである。 (もっと読む)
切断刃の製造方法及び切断刃
切断具、特にナイフ、ハサミ、のこぎり、家庭用品、又は工業機械の刃の製造方法であって、刃(1)は、鋼鉄又はステンレス鋼の合金製であり、その周囲の少なくとも1部にわたって延びる、少なくとも1つの刃先(3,103)を持ち、以下の段階を有することを特徴とする方法:a)刃の本体(2, 102)が、刃先もしくは各刃先(3, 103)の近傍に少なくとも1つの自由縁(F;4)を有するようにし、b)粉末状(5, 105)の、刃本体の硬度よりも高い硬度の補完材料(M, M')を少なくとも1つの自由縁(F, 4)に投射し、c)自由縁(4, F)の少なくとも一部にビード(6)やストリップ(109)を形成するため、粉末状の補完材料(5, 105)にレーザー光線(8)を照射し、d)刃先(3, 103)を補完材料(M, M7)でできたビード(6)又はストリップ(109)に形成する。この方法で製造された刃を備えた切断具は、刃の刃先の高い耐磨耗性を示す。 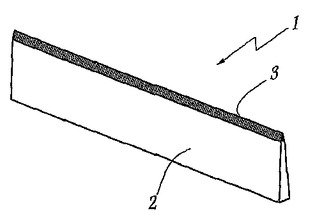 (もっと読む)
(もっと読む)
レーザ溶接による単結晶超合金の補修のための方法及びその生成物
レーザ溶接による単結晶超合金の補修のための方法及びその生成物が開示される。このレーザ溶接プロセスは、可搬式又は自動式のいずれであってもよい。レーザの種類には、CO2、Nd:YAG、ダイオード及びファイバーレーザが含まれる。レーザプロセスを操作するためのパラメータが開示される。線材又は粉体超合金の何れかとすることができるフィラー材料が、単結晶超合金基材の少なくとも一部分を溶接するために使用される。 (もっと読む)
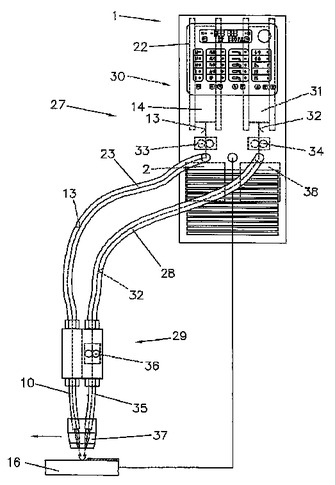
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
本発明は、チューブ群(23,28)により接続可能な溶接トーチユニット(29)を持つ溶接装置(1)を備える溶接ユニット(27)に関する。溶接装置(1)には、少なくとも1つの制御装置(4)と、溶接電源(2)と、任意であるワイヤ供給ユニット(3)とが配置される。溶接トーチユニット(29)は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー(10,35)を備える。さらに本発明は、少なくとも別個の溶接プロセスが組み合わせ可能な溶接方法に関する。本発明によれば、こうした溶接ユニット(27)および溶接方法は、ワークピース(16)への追加の材料および、熱またはエネルギー供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー(10)は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナー(35)は、溶接ロッド(32)の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー(10,35)を用いて実行される溶接プロセスは同期している。
 (もっと読む)
(もっと読む)
銀の鎖の製造
自動鎖製造機を用いて、隣接する端部を持つ連なった鎖の輪を形成することと、レーザー手段を用いて、鎖の輪の隣接した端部を鑞付けもしくは熔接することで鎖の輪を閉じることとを含む、銀の鎖の製造方法。前記ワイヤーは、少なくとも92.5wt%の銀および約0.5〜約3wt%のゲルマニウムを含んでおり、一分間あたりに100〜250個の鎖の輪を作る速度を達成できる。また、本発明は、銀の鎖にも関する。 (もっと読む)
構造部品を溶接するための方法及び装置
本発明は、好適にはガスタービンの、特に航空機用エンジンの構造部品を溶接するための方法及び装置に関する。本発明に従って、構造部品は、少なくとも一つのレーザー光源、即ち、パルスモードで動作されている一つ又はそれより多くのレーザー光源を用いて、レーザー溶接される。一つ又はそれより多くのレーザー光源のパルス幅及び/又はパルス波形及び/又は出力は可変的に調整される。溶接ワイヤーのワイヤー前進は、一つ又はそれより多くのレーザー光源のパルスに応じて制御される。  (もっと読む)
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 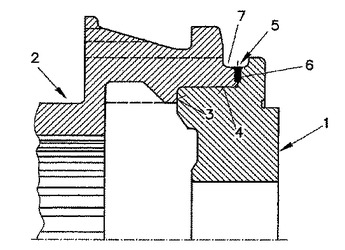 (もっと読む)
(もっと読む)
レーザ溶接工程制御システムおよび方法
特に造船および他の産業のための完全に統合された自動レーザ溶接工程制御システム(LWPCS)および構造部品の製作を制御するための方法。LWPCSは、ジョイントおよび溶接品質属性を工程制御変数として規定し、これらの溶接品質変数を、レーザ出力、ワイヤ送り、GMAW電圧およびアクティブなシーム追従などのより伝統的な工程パラメータとともに、閉ループ監視制御システムに統合する。LWPCSはセントラルプロセッサと複数のサブシステムとを含み、サブシステムは、レーザビーム位置決め、視覚的監視および画像処理、アクティブな溶接品質監視および検査、適応ビーム送出、シーム追従を制御する。サブシステム間のクロスコミュニケーションはセントラルプロセッサによって管理される。工程制御に加えて、システムは、溶接工程中に溶接品質属性を抽出し、溶接品質を即時に文書化する。  (もっと読む)
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
181 - 197 / 197
[ Back to top ]