
Fターム[4E068BF01]の内容
Fターム[4E068BF01]に分類される特許
1 - 20 / 76
光スキャナの製造方法および光スキャナ
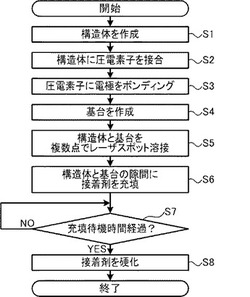
【課題】溶接によって生じるひずみの影響を低下させつつ、構造体と基台が接触することで生じる振動時の騒音を抑制することができる光スキャナの製造方法、および前記光スキャナを提供する。
【解決手段】ミラー部を有する平板状の構造体と、構造体を支持する基台とが準備される(S1〜S4)。準備された構造体と基台とを重ねた状態で、構造体と基台とが重なる重複領域の複数点においてレーザスポット溶接が行われることで、構造体が基台に固定される(S5)。構造体が基台に固定された後に、固定された構造体と基台との隙間に接着剤が充填される(S6)。隙間に充填された接着剤が硬化されて(S8)、製造工程は終了する。
(もっと読む)
安全剃刀

【課題】
ひげ剃り接線から内部方向に皮膚の入り込みを抑制できるとともに、刃縁にひげ剃りができない部分を極力へらすことができ、さらに部品点数及び組み付け工数を減らすことができる安全剃刀を提供する。
【解決手段】
安全剃刀10は刃台20に対し複数の刃体支持体30を支持するとともにキャップ部材80を被せ、各刃体支持体30の上部に対し前方へ屈曲された刃体取付片34を設けて、各刃体取付片34の下面に第1剃刀刃40、第2剃刀刃50及び第3剃刀刃60を固定する。刃体支持体30の刃先前方に安全ガード70を配置し、剃刀刃40、50、60の後方にキャップ部材80の後部を配置する。各刃体取付片34の上面に皮膚係合部39を設けて、刃先と皮膚係合部39が安全ガード70上面とキャップ部材80の後部上面を結ぶひげ剃り接線S又はひげ剃り接線Sの近位に位置するように配置する。
(もっと読む)
熱交換器、熱交換器用フィン、熱交換器の製造方法
【課題】放熱フィンと伝熱管との組立初期の密着性を維持しながら、接着剤によってフィンと伝熱管を固定できる、熱交換器、熱交換器用フィン、熱交換器の製造方法を提供する。
【解決手段】本発明に係る熱交換器100は、伝熱管2と、伝熱管2に、伝熱管2の軸方向に対して垂直方向に装着され、伝熱管2を通過する媒体と外気との間で熱交換するフィン3とを備え、フィン3は、伝熱管2に装着するための開口部32を有し、開口部32の縁の伝熱管2を取り囲む部分に、伝熱管2の軸方向に張り出したフィンカラー33を有し、フィンカラー33と伝熱管2は、溶接によって仮留めされている。
(もっと読む)
電力用半導体装置
【課題】強度を低下させることなく金属端子を金属板と安定的に接合することが可能な電力用半導体装置の提供を目的とする。
【解決手段】本発明の電力用半導体装置は、絶縁基板3と、絶縁基板3上に形成された金属板2と、板状の接合部を有し、当該接合部が金属板2上に配置されて金属板2にレーザスポット溶接される金属端子1とを備える。金属端子1の前記接合部は、長さ方向に沿った両端部分がレーザスポット溶接の溶接位置に規定され、当該両端部分の厚みが他の部分よりも小さい。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、積層した上板101と下板102とに照射して、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザを上板101に照射し、上板101に照射したレーザを走査しながら、上板101に溶融池Yを形成し、溶融池Yにレーザを照射して、積層した上板101と下板102とにおいて溶融池Yを形成することによって、積層した上板101と下板102とを溶接する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、積層した上板101と下板102とに照射して、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザを上板101と下板102とに照射して、積層した上板101と下板102とに溶融池Yを形成し、溶融池Yの外縁部Eにレーザを照射して、外縁部Eを溶融させ、積層した上板101と下板102とを溶接する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、レーザを積層した上板101と下板102とに照射し、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザ照射によって、積層した上板101と下板102とに溶融池Yを形成し、レーザ照射によって、溶融池Yを流動させ、上板101と下板102とを溶接する。
(もっと読む)
構造物の接合構造
【課題】第1部材や第2部材の疲労強度を向上できる構造物の接合構造を提供すること。
【解決手段】第1フランジ2a及びウェブ2bを有する第1部材2と、その第1部材2の第1フランジ2aと第2部材101との間で接合部3が形成される構造物1の接合構造であって、第1部材2の第1フランジ2aの長手方向の縁部2eから接合部3に向かってスリット4が形成される。スリット4により第1フランジ2aの剛性が低下し、第2部材101の変形に応じ、第1フランジ2aはある程度の範囲で倣うことができる。その結果、第2部材101の変形に伴う接合部3の接合端部3aにおける応力集中が緩和される。これにより、第1部材2や第2部材101の疲労強度を向上できる。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】スポット溶接に準じた接合条件でスポット溶接と同等の性能が得られ、スポット溶接の代替技術として実施するのに適したレーザ重ね溶接方法を提供する。
【解決手段】複数の突起1aは、それぞれが、前記2つの部品をスポット溶接する場合における個々の溶接スポットに相当する単位スポット2eの間に形成され、かつ、前記接合面の延在方向と略直交する方向に延びる稜線状突起1aとして形成されており、前記レーザを照射する工程は、前記単位スポットを囲む曲線状の単位レーザ走査2cを、前記各単位スポット2eに対して実施すること。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】傾斜面や曲面を含む立体形状のプレス部品の接合面に対しても、亜鉛蒸気を排出するための均一な隙間を安定的に形成でき、良好な溶接品質が得られるレーザ重ね溶接方法を提供する。
【解決手段】プレス方向Pと同方向に突出するパンチ3によって前記複数の突起1が加工され、前記複数の突起のうち、プレス方向に対して傾斜した接合面11dに形成された突起1aは、該接合面の前記プレス方向における等高線と平行に延びる稜線状突起として形成される。
(もっと読む)
蒸着用マスク、その製造方法及び蒸着方法
【課題】製造が容易であり、軽量かつ高弾性であると共に、熱膨張率を著しく小さくすることも可能な蒸着用マスクと、その製造方法と、この蒸着用マスクを用いた蒸着方法とを提供する。
【解決手段】三次元移動ステージ2上にCFRP製マスク素板3が配置され、集光光学系1を介してレーザービームLがマスク素板3に照射される。三次元移動ステージ2を所定パターンに従って移動させることによりマスク素板3に蒸着通孔5を形成する。マスク素板3を不動とし、レーザービームLを走査移動させて所定パターンの蒸着通孔を形成してもよい。蒸着用マスク4にCFRP製の補強板6をレーザー照射による熱融着によって固着してもよい。
(もっと読む)
コンテナ及びその製造方法
【課題】既知のコンテナ及びこれらを製造するのに用いられるプロセスの難点を改善する。
【解決手段】
本発明による圧力下の流体を熱的に調整するためのコンテナ(1)は、少なくとも1つの外プレート(3)と内プレート(4)によって境界が定められ、外プレート(3)は内プレート(4)よりも厚い。外プレート(3)と内プレート(4)が複数の箇所で互いに接合され、接合部(5)と接合部(5)との間に、熱伝達流体の循環のための空間が構成され、熱伝達流体の圧力を圧力下の流体の圧力に調整するための手段(8)が設けられる。コンテナ(1)は円筒形態であり、上記空間は、コンテナ(1)の軸線方向に延びるチャネルの形態を有する。内プレート(4)の変曲点に対する接線と、内プレート(4)の接合部(5)における外プレート(3)に対する接線との間に作られる角度が80°以下である。
(もっと読む)
レーザ溶接部材およびレーザ溶接方法
【目的】この発明の目的は、前記の課題を解決して、スパッタ発生の防止や溶接面積の拡大ができるレーザ溶接部材およびレーザ溶接方法を提供する。
【解決手段】電解ニッケル膜8が被覆された銅の下側金属板1の上面に、無電解ニッケル−リンめっき膜9が被覆された銅の上側金属板3を重ね合わせ、所定圧力を負荷した状態で図示しないレーザ光を無電解ニッケル−リンめっき膜9が被覆された上側金属板3の上面より照射する。銅より融点の低い無電解ニッケル−リンめっき膜9にレーザ光を照射することで、スパッタの発生と溶接面積の拡大を図ることができる。
(もっと読む)
レーザ隅肉溶接方法
【課題】レーザ溶接により板状の第1の被溶接部材を第2の被溶接部材に隅肉溶接するレーザ隅肉溶接方法において、両被接合部材の位置精度を確保しつつ、接合信頼性の高い隅肉溶接を実現する。
【解決手段】第1の被溶接部材10のうち端部よりも内側に寄った部位に貫通穴40を設け、第1の被溶接部材10を第2の被溶接部材20の一面21上に重ねてなる重なり状態においては、貫通穴40を第2の被溶接部材20の一面21上に位置させて貫通穴40の側面41を第2の被溶接部材20の一面21と交差する第1の被溶接部材10の面としてレーザ溶接を行うとともに、第2の被溶接部材20の一面21に突起50を設け、重なり状態において、突起50に第1の被溶接部材10を当てることにより、第2の被溶接部材20の一面21上に重ねられる第1の被溶接部材10の位置を規定する。
(もっと読む)
接合装置および接合方法ならびに電池
【課題】治具等の設置が困難な場所を溶接する場合であっても、容易な方法でスパッタの発生を抑制すると共に、接合面積を確保することを目的とする。
【解決手段】レーザ光の導波路となる中空ツール2に、先端ほど径が細くなる環状ノズル3を設け、狭く深い部分を溶接する際に、環状ノズル3を溶接部分に挿入し、中空ツール2を通って環状ノズル3から溶接部分にレーザ光1を照射することにより、レーザ光1が直接照射される溶接部分が溶融接合すると共に、環状ノズル3がレーザ光1の照射を受けて加熱されることにより環状ノズル3と接触する溶接部分が熱拡散接合することにより、治具等の設置が困難な場所を溶接する場合であっても、容易な方法でスパッタの発生を抑制すると共に、接合面積を確保することができる。
(もっと読む)
金属導体板の重ね合わせレーザ溶接方法
【課題】実質的に製造工程の煩雑化やコストアップを伴うことなく溶接性を向上させることができる金属導体板の重ね合わせレーザ溶接方法を提供すること。
【解決手段】第1金属導体板1の第1接合面11に、溶接時よりも低い出力でレーザ8を照射して表面を溶融・凝固させることにより、第1接合面11から外方に突出する突出部15を形成するレーザ仮打ち工程と、第2金属導体板2の第2接合面21を第1金属導体板1の第1接合面11に対面させて両者を重ね合わせることにより、突出部15と第2接合面21とを接触させた接触部3を形成し、第2金属導体板2のレーザ照射面22から接触部3を貫通するようにレーザ8を照射して溶接部35を形成するレーザ本打ち工程とを有する。
(もっと読む)
接合構造及び接合方法
【課題】熱ストレスに強く、スパッタを発生させることなく大きな接合面積を確保することができる接合構造及び接合方法を提供すること。
【解決手段】パワー半導体素子13に備わる放熱ブロック14に対して配線テープ18を接合している接合部20において、放熱ブロック14と配線テープ18が、拡散接合部材31aによって接合されている拡散接合部30と、放熱ブロック14と配線テープ18とが溶融接合された溶融接合部40と、を備え、拡散接合部40を囲むように溶融接合部40が形成されている。
(もっと読む)
金属材及びこれを用いた鉄道車両構体
【課題】接合部分の密着性を容易に確保できる金属材、及びこれを用いた鉄道車両構体を提供する。
【解決手段】骨部材30では、フランジ部33を骨部材30の断面方向から見たときの断面形状が、外板20側に向かって凸となるように円状に湾曲している。このため、骨部材30のフランジ部33を外板20に重ね合わせると、フランジ部33の先端部分が線状に外板20に当接すると共に、フランジ部33と外板20との当接部分の両脇には、許容ギャップ量以下となる重ね合わせ部分が一定の幅で存在することとなる。したがって、従来の骨部材のようにフランジ部の平面部分を外板の平面部分に当接させる場合では、許容ギャップ量を超えてしまう箇所の制御が困難であるのに対し、骨部材30では、フランジ部33を外板20に重ね合わせるだけで、フランジ部33と外板20との当接部分の密着性を容易に確保できる。
(もっと読む)
溶接構造体の製造方法
【課題】塗装金属板の非塗装面に非塗装金属板を当接させ、該非塗装金属板側からレーザーを当てて溶接して溶接構造体を製造するにあたり、塗装金属板の塗装面を変色させることなく溶接接合できる溶接構造体の製造方法を提供する。
【解決手段】第一面に塗装が施された塗装金属板と、非塗装金属板を準備し、前記非塗装金属板の第一面を前記塗装金属板の第一面とは反対側の第二面に当接させ、前記非塗装金属板の第一面とは反対側の第二面に、下記(1)式、(2)式を満足するようにレーザーを当てて溶接を行なう。式中、Rはレーザースポット径(mm)、t1は非塗装金属板の
厚み(mm)、t2は塗装金属板の厚み(mm)である。
R≧t1 ・・・(1)
t2/1.05≧R ・・・(2)
(もっと読む)
シートフレーム及びレーザ昇温接着を使用した形成方法。
車両において使用されるシートフレームが与えられる。シートフレームは第1シートフレーム部材及び第2シートフレーム部材を有する。第1シートフレーム部材及び第2シートフレーム部材の少なくとも一方には、接着剤が配置される。接着剤は、レーザ溶接機からの拡散レーザビームが生成する熱で硬化される。第1シートフレーム部材の一部と第2シートフレーム部材の一部とが互いに近接して配置される。これにより、接合部が形成されて接着剤が第1シートフレーム部材の当該一部と第2シートフレーム部材の当該一部との間に配置される。シートフレームは、接着剤を加熱するべく拡散レーザビームが当該接合部に向けられるように構成される。これにより、第1シートフレーム部材と第2シートフレーム部材との結合部が形成される。  (もっと読む)
(もっと読む)
1 - 20 / 76
[ Back to top ]