
Fターム[4E068CJ01]の内容
Fターム[4E068CJ01]の下位に属するFターム
Fターム[4E068CJ01]に分類される特許
201 - 220 / 342
ネオジム磁石の加工方法
【課題】 ネオジム磁石の加工方法において、加工時の熱影響を抑制し、加工部位周囲へのダメージを低減して高精度の切断加工又は溝加工を可能にすること。
【解決手段】 レーザ光Lを照射してネオジム磁石Nを切断加工又は溝加工する加工方法であって、レーザ光Lが、波長1000〜1100nmの基本波を有する固体レーザの前記基本波又はその高調波である。これにより、加工部位周辺の粒界相の破壊を最小限に留めて保磁力を維持することができると共に、加工ロスを大幅に低減して高精度な加工を実現することができる。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置

本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
レーザ加工ヘッド及び同レーザ加工ヘッドに使用するレンズユニットとアシストガスノズルの製作方法
【課題】熟練を必要とせずノズルの芯出しが行えるレーザ加工ヘッド及び同レーザ加工ヘッドに使用するレンズユニット及びアシストガスノズルの製作方法の提供。
【解決手段】集光レンズ5を備えたレンズユニット7とアシストガスノズル21とを鏡筒3の装着穴9,19に着脱交換自在に設けたレーザ加工ヘッドにおいて、レンズホルダ15内部に前記集光レンズを一体的に固定したレンズユニットを設け、レンズホルダの外周に前記集光レンズの光軸を基準に同軸に加工した位置決め嵌合部15kを設け、前記アシストガスノズルの外周に該アシストガスノズルのノズル口の軸心を基準に同軸に加工した位置決め嵌合部21kを設け、前記鏡筒に同軸に設けたレンズユニット装着穴とアシストガスノズル装着穴に前記レンズユニットと前記アシストガスノズルをそれぞれの位置決め嵌合部を介して着脱交換自在に装着してなることを特徴とするレーザ加工ヘッド。
(もっと読む)
水中溶接方法および水中溶接装置
【課題】水中にある亀裂を含む被溶接部に対して、溶接ヘッドを用いて溶接による補修を行うことにより、被溶接部に対して精度良く溶接部を形成させることのできる水中溶接方法を提供する。
【解決手段】本発明による水中溶接方法は、まず、被溶接部10に対して溶接ヘッド9からシールドガス5を噴出させることにより、溶接ヘッド9先端と被溶接部10との間に気相空間を形成する。次に、溶接ヘッドを被溶接部に対して静止させたまま、一定時間被溶接部を加熱させることにより被溶接部の亀裂内から水を蒸発させる。その後、溶接ヘッドを被溶接部に対して、蒸発工程に引き続いて静止させたまま、被溶接部の亀裂表面を加熱させることにより溶融させ、この亀裂表面に対して溶加材を供給することにより、被溶接部の亀裂表面を溶接により埋めてスポット溶接部を形成する。
(もっと読む)
液相レーザーアブレーション装置及びそれを用いた液相レーザーアブレーション方法
【課題】レーザー照射時に液相中に気泡が発生することを十分に防止することができ、安定したレーザー照射条件でアブレーションを行うことを可能とする液相レーザーアブレーション装置を提供すること。
【解決手段】溶媒15中に保持されたターゲット16に対してレーザー光Lを照射して液相中でレーザーアブレーションを行うための液相レーザーアブレーション装置であって、
レーザー光Lを発生させるためのレーザー発振器10と、レーザー光Lを導入するための窓を備える密封容器13と、密封容器13内に配置されるターゲット16と、密封容器13に接続された真空引き装置19と、密封容器13に接続された不活性ガス又は窒素ガスを導入するためのガス導入装置20と、を備えることを特徴とする液相レーザーアブレーション装置。
(もっと読む)
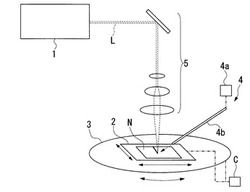
レーザマーキング方法及びレーザマーキング装置
【課題】対象物がレーザの熱によって酸化することを防止する。
【解決手段】少なくとも一部を透明又は半透明部材により形成した密閉容器3と、レーザを照射して任意の形態にレーザ加工を行うレーザ加工装置4とを備え、密閉容器3は、気体を注入する気体注入部33と、対象物2を出し入れする開閉部34とを有し、密閉容器3の内部に気体5を充満させ、かつ対象物2を収容した状態で、対象物2に透明又は半透明部材を介してレーザを照射して任意の形態にレーザ加工によりマーキングを施す。
(もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
金属表面加工装置及び方法
【課題】光の干渉によらず、見る方向や角度によって色が異ならない安定的な発色を実現し、プロセスが比較的シンプルな金属表面加工方法を提供する。
【解決手段】金属材料の反射率が減少する紫外領域のレーザ光を金属表面に照射することにより効率的に表面改質層の形成を行っている。つまり、照射するレーザ光は、その波長が100nm以上400nm以下の紫外領域にあるものであり、この紫外レーザ光を集光させ、集光されたレーザ光を、金属表面上を2次元状に走査しながら照射させて、金属表面に表面改質層を形成するようにしている。なお、紫外レーザ光の集光領域は互いに重なるように、走査されるのが好ましい。また、照射条件に含まれる照射エネルギーは、0.1J/cm2以上10J/cm2以下であることが好ましい。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】本発明は、施工装置を交換することなく表面処理、熱加工処理の工程を行うことが可能なレーザ加工装置及びレーザ加工方法を提供する。
【解決手段】本発明に係るレーザ加工装置1は、連続波またはパルス波の熱加工用レーザ光、またはパルス波の表面処理用レーザ光を射出するレーザ発振器3と、前記レーザ発振器3から射出されるレーザ光を光ファイバ5に入射させる入射光学系4と、光ファイバ5から射出されるレーザ光を集光させる集光レンズ6と、集光レンズ6を搭載して処理対象物Bの近傍に移動して、処理対象物Bの表面にレーザ光を照射する施工装置7と、を備え、前記レーザ発振器3は、熱加工を行う際には前記熱加工用レーザ光を射出し、この熱加工の前処理または後処理を行う際には表面処理用レーザ光を射出することを特徴とする。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】圧縮耐力の強い溶接構造部材を製造する。
【解決手段】溶接ロボットFを構成するレーザ溶接装置Eにおいて、被溶接部材の板厚に対する溶け込み面積および/または溶け込み深さを必要最小にする溶け込み性状の制御部10を備えた。また、溶け込み性状を制御するために少なくとも材質、入熱、ねらい位置、ビームプロファイルに関する実験に裏付けられた溶け込み目標となる断面形状の見本画像をパターン化した形状見本データを記憶したデータベースと、溶接金属断面積と熱影響部断面積の和を板厚の二乗で除した値に対する圧縮耐力特性を記憶したデータベースと、を備え、制御部10はデータベースから読み出した形状見本データおよび/または圧縮耐力特性を参照して溶け込み性状を制御する。
(もっと読む)
細穴のレーザ加工方法
【課題】細穴の加工精度を高めるとともに熱変質層を発生しにくくする。
【解決手段】ノズル本体21にレーザビーム71を照射して細穴としての噴口25を加工するレーザ加工方法であって、不活性ガス雰囲気下で、回転させたノズル本体21に、光軸が固定されたレーザビーム71を照射し、噴口25を貫通させ、ノズル本体21の裏側からプリュームを吸引する。レーザビーム71の集光断面形状が非円形であっても、静止した集光断面形状の同一部分が、回転するノズル本体21の開けるべき噴口の縁に常に当たるため、噴口の形状は円形又は円形に近くなる。また、プリュームを吸引することで、レーザビーム71がプリュームによって遮られたり、吸収・拡散されることがなく、レーザビーム71が回転する被加工物に常時当たる。
(もっと読む)
レーザ加工方法及びレーザ加工装置、インクジェットノズル及びインクジェット記録ヘッド
【課題】 インクジェットプリンタのインク吐出ノズル穴等、レーザを用いた微小穴貫通加工において、穴貫通時に噴出する加工残存物が、被加工物に付着することを防止する。
【解決手段】
被加工物にレーザ光を照射するレーザ光照射手段と、マスクおよびレンズの光学素子を用いてレーザ光を所定の形状に整形するレーザ光整形手段と、レーザ光を透過する窓を有し、内部を外気から遮断して所定の加工雰囲気に保つ加工容器と、前記加工容器内に所定種の気体を導入する気体導入手段と、該加工容器内に所定の圧力に保つ圧力調整手段と、前記加工容器内に設けられ被加工物を保持する保持手段と、被加工物の位置を検出する画像処理手段と、を備える。
(もっと読む)
溶接方法および溶接装置
【課題】外観が損なわれず、かつレーザの照射時間を短縮できる溶接方法および溶接装置を提供する。
【解決手段】レーザ100をワーク20の被加工部23に照射して当該ワークを溶接するようにした溶接方法であって、前記レーザを照射して形成されたワークの溶接部21を、当該溶接部の周辺部24よりも濡れ性を高く加工し、当該溶接部に溶融材料50を供給して濡れ広げることにより溶接部を被覆する。
(もっと読む)
レーザ肉盛装置
【課題】レーザ肉盛装置において、粉末供給ノズルの冷却により、肉盛被膜が安定する高出力・高速移動でも安定したレーザ肉盛及び母材のひずみ抑制を図ること。
【解決手段】レーザ肉盛装置は、移動可能に設置され、肉盛対象部にレーザビーム3を照射するレーザ照射ノズル2と、レーザ照射ノズル2に近接されてこのレーザ照射ノズル2と共に移動可能に設置され、肉盛対象部に金属粉末5を供給する粉末供給ノズル4と、粉末供給ノズル4の周囲に流体を通してこの粉末供給ノズル4を冷却する冷却手段14とを備えている。
(もっと読む)
高温レーザー溶接法
【課題】 高温レーザー溶接法を提供する。
【解決手段】 超合金部品の溶接方法は、溶接すべき1以上の部品を実質的に閉鎖された不活性ガス雰囲気中で1500°F以上の温度に予熱する段階と、組成の異なる2種以上の溶加材を含む複数の溶加材を溶接部に送給する段階と、予熱温度を維持しながら、予熱された1以上の部品をレーザービームを用いて溶接する段階とを含む。
(もっと読む)
レーザ溶接装置
【課題】溶接スパッタが周囲の電子機器などに飛散するのを防止できるレーザ溶接装置を提供する。
【解決手段】吸引ノズルと溶接部(溶融部)を挟んで対向する位置に吹付けノズル10を設置して、この吹付けノズル10から放出される気体を溶接スパッタに吹付け、溶接スパッタを吸引ノズル7で吸引することで、溶接スパッタの周囲への飛散を防止できる。
(もっと読む)
レーザ切断装置
【課題】パイプや棒の切断において、研磨等の後工程を必要とせず、安定した切断面の状態が得られるレーザ切断装置を提供することを目的とする。
【解決手段】互いに平行する第1ローラ(11)及び第2ローラ(12)と、前記第1ローラ(11)の回転軸(18)の延長線上に離間部(L1)を介して設けられた第3ローラ(13)及び前記第2ローラ(12)の回転軸(19)の延長線上に他の離間部(L4)を介して設けられた第4ローラ(14)と、前記離間部(L1)にレーザ光を照射するレーザ光源(5)とを備え、前記第1ローラ(11)、前記第2ローラ(12)、前記第3ローラ(13)及び前記第4ローラ(14)は同一方向に回転することを特徴とするレーザ切断装置(10)を提供する。
(もっと読む)
改良された溶込みを伴うレーザ溶接方法
【課題】溶接溶込みを深くするレーザ溶接方法を提供する。
【解決手段】第1レーザビームFL1と第2レーザビームFL2が使用され、前記第1レーザビームFL1は少なくとも1つの溶接すべき被加工物に打ち当て、かつキーホール開口を有するキーホール型キャピラリーKHを作るために焦点を合わせ、前記第2レーザビームFL2は前記第1レーザビームFL1によって作られたキーホールKH開口に焦点を合わせる。レーザビームFL1,FL2の衝撃点で溶接すべき被加工物の金属が溶融することによって、前記被加工物は漸進的に溶接され、少なくとも1つの金属被加工物、好ましくは2つの金属被加工物が溶接される。また前記第1レーザビームFL1の溶込み深さ(x)は、前記第2レーザビームFL2の溶込み深さ(y)より大きい。
(もっと読む)
レーザ加工ヘッド及びレーザ加工方法
【課題】レーザ加工用ガスの噴射圧力を微調整することが容易なレーザ加工ヘッド及びレーザ加工方法を提供すること。
【解決手段】レーザ加工ヘッド1は、ノズル部10と流路20,22とを備えている。流路20,22にドライエアGBが供給されると、ドライエアGBが流路20,22を流れることにより負圧が発生する。ノズル部10の内室11と流路20,22の中途とは連通路32,34を介して連通しているので、発生した負圧により、内室11のシールドガスGAは流路20,22に吸引されることとなる。その結果、噴出孔12におけるシールドガスGAの噴射圧力が低下する。ドライエアGBの流量を変えれば、流路20,22に吸引されるシールドガスGAの量を変えることができ、噴出孔12におけるシールドガスGAの噴射圧力を変えることができる。
(もっと読む)
201 - 220 / 342
[ Back to top ]