
Fターム[4E081AA10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接変形の防止と寸法精度の向上 (52)
Fターム[4E081AA10]に分類される特許
41 - 52 / 52
溶接冷やし金

【課題】 溶接部の割れを防止し、溶接変形を低減することができ、溶接部近傍ヘの着脱が容易な溶接冷やし金を得る。
【解決手段】 溶接対象の筒状部材の内壁面に配置される溶接冷やし金10において、前記筒状部材の長手軸を中心とした径方向に各々可動な複数ブロックに分割され、各ブロックは前記筒状部材の内壁面に当接する当接面を備えた冷却ブロック11と、個々の前記冷却ブロックの当接面に対向する中心側壁面に当接するテーパ面13を備え、軸方向に移動させることにより中心側壁面を前記テーパ面上で摺動させて個々の当接面を内壁面に押付けるテーパコマ14と、前記テーパコマを軸方向に移動させるテーパコマ移動手段とを備えたもの。
(もっと読む)
橋脚の角継手構造及び角継手工法

【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
フルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン
【課題】 1つの製造ラインをフルフェイスホイールとコンベンショナルホイールの両方の製造に共用できるようにすること。
【解決手段】 共用リム搬送ライン21と、
共用ディスク搬送ライン22と、
共用リム搬送ラインに設けられたフルフェイスホイール用リム溶接開先切削装置101と、
ディスクのリムへの嵌入機23、およびフルフェイスホイール用のリムのディスクへの仮付け溶接機24と、
コンベンショナルホイールとフルフェイスホイールのリム・ディスク溶接に共用される本溶接機27が1以上配置された溶接ステーション28と、
嵌入機と仮付け溶接機から溶接ステーションまで延びるワーク搬送ライン29と、
を備えたフルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン10。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、溶接電極と前記パイプのなす角度を一定とすることを目標に、前記溶接電極の傾斜角度を調整する。
(もっと読む)
建設機械用作業腕及びその製造方法
平面用薄板材(28,29)と角隅用厚板材(30)、厚板材(31)とを互い違いに突合わせ溶接することにより、板厚が部分的に異なる幅広板状体(27)を形成する。そして、この幅広板状体(27)を左,右の角隅用厚板材(30,30)の位置で曲げ加工し、横断面がU字形状をなすU字形部材(32)をプレス成形する。また、U字形部材(32)とは別体の板状部材(33)を、薄板材(34)の左,右両側に厚板材(35,35)を突合わせ溶接することにより形成する。そして、この板状部材(33)をU字形部材(32)の下側にレーザ溶接等の手段を用いて接合することにより、横断面が四角形状をなしアームの主要部となる角筒体を形成する。 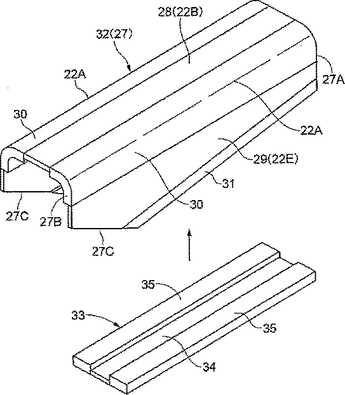 (もっと読む)
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
仕口組付装置
【課題】 支柱に対して直角仕口、傾斜仕口を精度良く、しかも簡単な作業で組付けられるようにする。
【解決手段】 定盤上に寝かした支柱に対して仕口を所定の角度で仮付けする仕口組付装置であり、支柱を定盤と平行で一定の高さにセットして支持するときに用いられる第一上記ユニットと、支柱から直角に張出する腕を有する直角仕口の張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第二定規ユニットと、張出腕を有しない直角仕口の基部を支柱に対して正規の位置にセットして支持する場合に用いられる第三定規ユニットと、支柱から傾斜して張出する腕を有する傾斜仕口の傾斜張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第四定規ユニットと、傾斜張出腕を有しない傾斜仕口の基部を支柱に対して正規の位置にセットして保持するときに用いられる第五定規ユニットとを適宜組み合わせるものである。
(もっと読む)
自動すみ肉溶接方法
【課題】 終端部の角巻き溶接におけるビード形状にばらつきがなく、溶接品質が安定する自動すみ肉溶接方法を提供する。
【解決手段】 溶接始端12にストレートトーチ9a及び9bを移動させ、始端側をセンシングして溶接線を補正する(ステップS1)。始端側のセンシングが終了した後、アークを点火し、始端側角巻き溶接を行う(ステップS2)。始端側角巻き溶接に引き続いて本溶接を行う(ステップS3)。本溶接を終端13の手前で一端停止し、アークを切り、その位置を記憶する(ステップS4)。ストレートトーチ9a及び9bを終端13のまで移動し、トーチ先端部の溶接ワイヤにより終端部をセンシングして溶接線を補正する(ステップS5)。次いで、終端13でアークを再開して終端角巻き溶接を行い、本溶接時にアークを切った終端の手前の位置14、15まで本溶接を行い、ビードを先のビードの端部につなぐ(ステップS6)。
(もっと読む)
ワーク取付治具及びこれを用いた溶接方法
【課題】 センタリングが容易なワーク取付治具及びこれを用いた溶接方法を提供する。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
(もっと読む)
鋼製セグメントの製造方法
【課題】縦梁を設置するための欠損部を具備する鋼製セグメントでありながら、変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】一対の板材からなる主桁1のそれぞれに、略長手方向に沿って所定の長さの長手方向切り込み部62と一方の端部に向かって所定の幅の幅方向切り込み部61、63とからなるコ字状切り込み6を加工する工程と、コ字状切り込み6が加工された主桁1と、板材からなる一対の継手板3とを相互に溶接接合して枠体を形成する工程と、該枠体に板材からなるスキンプレート4を溶接接合して一方側に開口部を具備する筐体を形成する工程と、該筐体が形成された後、幅方向切り込み部61、62と端部とを連結する一対の切断用切り込み71、72を加工する工程とを有し、溶接接合の後に切断用切り込みを加工することによって欠損部7を形成する。
(もっと読む)
鋼製セグメント及び鋼製セグメントの製造方法
【課題】欠損部を具備することなく縦梁の機能を奏する補強手段を有する鋼製セグメント、およびその製造方法を提供することを目的とする。
【解決手段】鋼製セグメント100は、主桁1a、1bと、継手板2a、2bと、スキンプレート4と、縦梁部材5とを有する。縦梁部材5は、主桁1aと主桁1bとを連結する縦部材52a、52bと、縦部材52a、52bを連結する横部材51a、51bと、横部材51a、51bを連結して縦部材52a、52bの外周側の端部に設置される外周部材54とから構成される。その製造方法は、スキンプレート4が設置された状態で、縦部材52a、52bと横部材51a、51bとをそれぞれ設置する工程と、前記枠に相当する範囲のスキンプレート4を撤去する工程と、該撤去工程の後、該撤去範囲を経由して外周部材54を設置する工程とを有する。
(もっと読む)
円周溶接ヘッド
円周溶接ヘッドは、金属インサートおよび回転子を備える。カバーは、マイカラミネートから作製される。金属バネ/ブラシ(好ましくは、一片である)が、インサートに対して回転子を側面負荷をかける。回転子およびインサートは、相互係合部分(好ましくは、台形)を有し、熱により膨張する場合、回転子を軸方向に移動させ、これにより結合を最小化する。本発明は、さらなる隙間を必要としない、一定のアーク間隙を生じ、結合を生じない回転子とインサートの構成を提供する。本発明の溶接ヘッドの設計によって、避けられない膨張を適応させるためのシステム内の余分な隙間を提供する必要性無しに、この使用に伴って生じる避けられない膨張が、許容される。結果として、より正確かつ一定の溶接が、過熱が問題になる前に、長期間にわたって得られ得る。 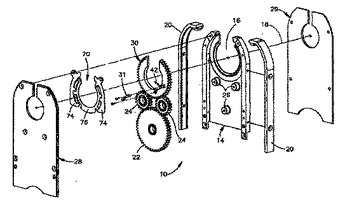 (もっと読む)
(もっと読む)
41 - 52 / 52
[ Back to top ]