
Fターム[4E081BA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管との組み合せ (168) | 管と管 (115)
Fターム[4E081BA27]の下位に属するFターム
屈曲管
管と枝管 (11)
Fターム[4E081BA27]に分類される特許
41 - 60 / 104
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
鋼管杭の現場溶接用防風設備及び該防風設備を用いた鋼管杭の現場溶接方法

【課題】鋼管杭の現場溶接において、防風対策を確実に行なうことができると共に取り扱いが容易な鋼管杭の現場溶接用防風設備及び該防風設備を用いた現場溶接方法を提供する。
【解決手段】本発明に係る鋼管杭の現場溶接用防風設備1は、鋼管杭3の周囲をその全周あるいは一部を囲むように配置可能な棒状のリング部材5と、リング部材5を支持する複数の柱部材7とを備えた自立可能な骨組材9と、上端部がリング部材5に支持されて骨組材9の周囲を覆う防風シート11とを備えてなることを特徴とするものである。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
局所パージングシステム
【課題】局所パージングシステムを提供する。
【解決手段】本発明による局所パージングシステムは、パイプ内部を密閉してパージングするパイプ内部の局所パージングシステムであって、互いに連結された一対のシリンダ本体と、一対のシリンダ本体のそれぞれに設けられたエアバッグと、パイプ内部のバックビードをモニタリングするために、一対のシリンダ本体のそれぞれに回動可能に設けられたカメラ部と、カメラ部を回動させるDCモータ部と、DCモータ部に駆動信号を提供する制御部と、を含み、制御部は、作業者の操作によりアナログ信号を生成する入力ユニットと、アナログ信号が入力され、PWM信号を生成するマイクロプロセッサと、上記PWM信号が入力され、上記DCモータ部に提供する駆動信号を生成するドライバ部と、を含むことを特徴とする。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
固定管の円周溶接方法及び装置
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、前記後行トーチを固定管の円周方向にスライドさせる円周方向スライド機構を前記台車に設け、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記円周方向スライド機構により前記後行トーチを、前記台車に対して速度変更分を相殺する相対速度でスライドさせ、該後行トーチを変更前と同一の溶接速度に維持する。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
固定管の内外面兼用溶接機
【課題】配管の内周面の溶接及び外周面の溶接の両方に用いることができる内外面兼用自動溶接機の提供。
【解決手段】固定管の内外周面の片面溶接を行う内外面兼用溶接機であって、該溶接機は、ガイドレールに沿って走行可能な走行台車を備えた走行装置と、溶接トーチと、該溶接トーチの上下移動機構(上下ユニット)及び左右移動機構(左右ユニット)と、走行位置検出部、ワイヤ送給機構及びCCDカメラユニットから選ばれる少なくとも一種と、を備えた外周面溶接機について、少なくとも走行台車フレームのガイドレール部逃げ拡大の改造、溶接電極部の形状変更又は取付位置変更の改造、走行位置検出部の位置変更又は方式変更の改造、CCDカメラユニットの取付位置の変更改造、溶接機取り扱い用把手の形状変更の改造、及びスパッタガードの形状変更の改造を行って、内周面溶接機としても使用可能にした。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
配管溶接方法
【課題】溶接箇所から離れた位置に誰でも簡単に傷付けることなくバルーンをセットできるうえ、長時間に亘ってバルーンを配管に密着させることができ、配管の突き合わせ溶接を確実に行うこと。
【解決手段】水溶性のバルーンを利用して配管を突き合わせ溶接する方法であって、萎んだバルーンを配管内に押し込むと共に接合端から離間した位置にセットする工程(S1)と、導入筒の先端を配管の外側に引き出す工程(S2)と、バルーン本体を膨張させて配管に密着させる工程(S3)と、導入筒の先端を閉塞した後、膨張したバルーン本体と配管との間に押し込む工程(S4)と、両配管の接合端同士を突き合わせて内部空間を不活性ガスに置換する置換工程(S5)と、両配管の突き合せ部分を溶接する工程(S6)と、両配管内に流体を供給してバルーンを溶解させるフラッシング工程(S7)と、を備えている配管溶接方法を提供する。
(もっと読む)
配管溶接方法
【課題】溶接箇所から離れた位置の配管内部に誰でも簡単に傷付けることなくバルーンをセットできるうえ、長時間に亘ってバルーンを配管に密着させることができ、配管の突き合わせ溶接を確実に行うこと。
【解決手段】水溶性のバルーンを利用して配管を突き合わせ溶接する方法であって、揮発又は昇華によって気化する気化性材料を萎んだ状態のバルーン内に収納した後、導入筒を塞いで内部に密閉する工程S1と、気化性材料が収納されたバルーンを配管内に押し込むと共に接合端から離間した位置にセットする工程S2と、気化性材料の気化により発生した気体によりバルーンを膨張させて配管に密着させる工程S3と、両配管の接合端同士を突き合わせて内部空間を不活性ガスに置換する工程S4と、両配管の突き合せ部分を溶接する工程S5と、両配管内に流体を供給してバルーンを溶解させる工程S6と、を備える配管溶接方法を提供する。
(もっと読む)
配管溶接方法
【課題】溶接時の熱の影響や配管内の湿気影響を受け難く、長時間に亘って溶接箇所周辺を不活性ガスの雰囲気に維持して、配管の突き合わせ溶接を確実に行うこと。
【解決手段】水溶性のバルーンを利用して配管を突き合わせ溶接する方法であって、配管内に膨張したバルーンを内面に密着するようにそれぞれ複数セットする工程(S1)と、配管の接合端同士を突き合わせて内部空間を不活性ガスの環境下に置換する工程(S2)と、両配管の突き合せ部分を溶接する工程(S3)と、両配管内に流体を供給して複数のバルーンを溶解させる工程(S4)と、を備え、バルーンをセットする工程の際、複数のバルーンのうち接合端側に位置するバルーンが、接合端から規定値以上離間し、溶接時の高温領域から外れる領域外に位置するようにセットする配管溶接方法を提供する。
(もっと読む)
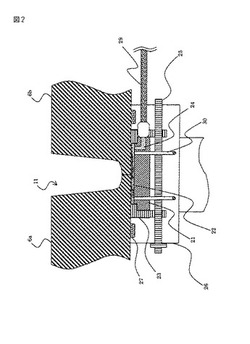
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
車軸ケース
【課題】バックプレートタイプの車軸ケースよりも部品点数を削減できるだけでなく、バックプレートタイプの車軸ケースと同等以上の強度を有する車軸ケースを提供する。
【解決手段】本体12の長手方向の端面とスピンドル14の長手方向の端面の外径及び板厚を略等しくするだけでなく、図4(B)に示すように、本体12の前記長手方向端面における板厚の中心線CTと、前記スピンドル14の前記長手方向端面における板厚の中心線CTとをスムーズに繋ぐようなスピンドル形状とした。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1層の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
溶接装置及び溶接方法
【課題】2つの円形管を溶接する際に目違いをできる限り小さくする。
【解決手段】第1及び第2円形管91,92を同期回転させる回転手段4と、第1円形管91を回転軸X1と直交する平面内で移動させる管移動手段16と、各円形管91,92の溶接部93,94の中心位置O1,O2を検知する中心検知部31と、中心位置O1の回転軸X1に対するズレを表す第1位置情報及び中心位置O2の回転軸X1に対するズレを表す第2位置情報を取得する位置情報取得部32と、第1及び第2位置情報と円形管91,92の回転角とに基づいて中心位置O1を中心位置O2に一致させるために必要な移動量を算出する移動量算出部33と、該移動量だけ第1円形管91が移動するよう管移動手段16の動作を制御する管移動制御部34とを備える。
(もっと読む)
41 - 60 / 104
[ Back to top ]