
Fターム[4E081BA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管との組み合せ (168) | 管と管 (115)
Fターム[4E081BA27]の下位に属するFターム
屈曲管
管と枝管 (11)
Fターム[4E081BA27]に分類される特許
21 - 40 / 104
鋼管突き合わせ溶接部の冷却装置及び冷却方法
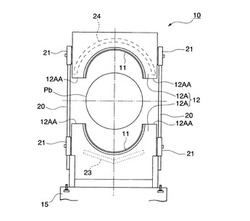
【課題】敷設船上にて鋼管の突き合わせ溶接部の強制冷却を行うことで、次工程の非破壊検査を速やかに行うことができ、かつ船上の限られたスペースで効率良く溶接部の冷却が可能な、鋼管突き合わせ溶接部の冷却方法及びその装置を提供する。
【解決手段】円筒状の鋼管Pbが嵌まる半円状の凹状部11を有しかつ全体でボックス状に形成された一対の半割状ケーシング部12Aを互い近接させ、これら半割状ケーシング部12を、それらの間に鋼管の溶接部を位置させた状態で、互い相対移動して近接させ該半割状ケーシング部同士の対向部分12AAを突き合わせて内部の鋼管の溶接部を囲繞した後、ケーシング12内の鋼管の溶接部に向けてスプレーノズルを通じて冷却水を噴射する。
(もっと読む)
溶接方法

【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面は、略円錐台状の傾斜面である。
(もっと読む)
シェルター内殻ユニットの溶接接合方法と溶接接合構造
【課題】
作業性と経済性を確保しながら、高い耐久性と完全な防湿防水性、電磁シールド性を確保することのできるシェルター内殻ユニットの溶接接合方法と溶接接合構造を提供する。
【解決手段】
金属板1からなる水平方向筒状体であるシェルター内殻ユニット2a、2bの溶接接合方法および溶接接合構造であって、当該溶接接合方法および溶接接合構造は、シェルター内殻ユニット2a、2bの接合部3をユニットの外側から溶接する外側溶接部8とユニットの内側から溶接する内側溶接部9とに分けて溶接し、且つ、外側溶接部8と内側溶接部9の端部同士を溶接して一体化し、ユニットの接合部3の溶接を途切れない環状に形成して接合する。
(もっと読む)
自動溶接装置
【課題】 案内レール装置の構成を単純化し、製作の手間、時間、コストを低減させる。
【解決手段】 可撓性を有する帯板状で幅方向の一端縁に全長に亘りラック4を刻設したレール部材3を長手方向に配列し、隣接するレール部材3の端部同士をレール接続兼設置台5のレール取付面15に取り付けると共に、レール接続兼設置台5に備えたマグネット16により溶接対象物6の表面に吸着させて、案内レール装置2を形成する。駆動モータ10により回転駆動可能なピニオン9を備えた走行台車7のピニオン9を、レール部材3のラック4に噛合させて、案内レール装置2に沿って走行可能とする。走行台車7に、溶接トーチ13を備えた自動溶接機12を搭載して自動溶接装置を構成する。レール部材3をレール接続兼設置台5の間で適宜撓ませて溶接対象物6の曲がった溶接個所に沿わせて配置させることで、専用の曲がり案内レールを不要にさせる。
(もっと読む)
タンクの周溶接用レールの隙間調整装置
【課題】タンクの側板の内外周に所定長さのレールを取り付ける際に生じる固定レール間の隙間を調整できるタンクの周溶接用レールの隙間調整装置を提供する。
【解決手段】円周方向に配列した側板10に沿って、一定長の固定レール13sを順次円周方向に接続して周溶接用レール13を形成し、その周溶接用レール13で自動溶接機を走行させて側板10の下縁とその側板10下方の既設側板10の上縁の開先部を周溶接する際に、円周方向に順次固定レール13sを順次接続したときの固定レール接続長とそのレール位置の円周長の違いで形成される隙間を調整できるタンクの周溶接用レールの隙間調整装置であって、固定レール13s間の隙間の側板10に、レール受台26を着脱自在に設け、そのレール受台26に調整用レール13tを、左右の固定レール13sに接続すべく周方向に移動可能に取り付けたものである。
(もっと読む)
配管溶接部の予防保全方法
【課題】カメラの損傷を回避することができる配管溶接部の予防保全方法を提供する。
【解決手段】連結された第1走行体29及び第2走行体28を有する配管内アクセス装置27は、第1走行体29の駆動輪41及び第2走行体28の駆動輪35の回転によって、配管25内を移動する。噴射ノズル30及びCCDカメラ31が第1走行体29に設けられたシリンダ装置34に取り付けられる。第1走行体29が配管25の溶接部26に到達したとき、配管内アクセス装置27の移動が停止され、噴射ノズル30がシリンダ装置34の外側に向って移動し、CCDカメラ31がシリンダ装置34内に収納される。溶接部26の外面が高周波誘導加熱装置55によって加熱され、噴射ノズル30から噴射された冷却水によって溶接部26の内面が冷却される。これによって、溶接部26付近の内面に圧縮残留応力が付与される。
(もっと読む)
鋼管杭の溶接装置
【課題】鋼管杭の自動溶接装置において、アーク発生部材を備えた自走装置を、鋼管杭の周面に沿って円滑に移動させること。
【解決手段】ノズル322を備えた自走装置3のガイドロールGR3は、鋼管杭KP1に取付けたガイドレール2の凹状部211に沿って移動する。また自走装置3は、車輪TR21,TR22とサポートアーム341の端部の補助車輪TR3により鋼管杭KP1を挟むように鋼管杭KP1に移動可能に取付けてある。自走装置3は、モータを駆動すると車輪TR21,TR22が回転して鋼管杭KP1の周面を移動する。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
溶接構造物の製造方法、及び溶接構造物
【課題】応力腐食割れの発生を抑制することができる溶接構造物の製造方法を提供する。
【解決手段】第1の母材10と第2の母材20のそれぞれの開先面11に、前記開先面に沿って延びる溝部12、22を形成する工程と、前記開先面同士を突き合わせるとともに、前記溝部同士を対向させて前記第1及び第2の母材を配置する工程と、前記開先面のうち前記溝部よりも内側の領域を溶接する第1の溶接工程と、前記開先面のうち前記溝部よりも外側の領域を溶接する第2の溶接工程と、を有することを特徴とする溶接構造物の製造方法。
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
鋼材の溶接継手構造
【課題】主として超高強度の鋼材の溶接継手部について、低コストかつ予後熱管理や溶接入熱・パス間温度の条件が緩和された軟質継手を提供し、これにより、現場施工に適用可能であり、かつ特別な溶接技術や技能を必要とせずに、溶接部の材料強度から求められる継手強度より高い強度を有する鋼材の溶接継手構造を提供する。
【解決手段】第1の鋼材2と、第2の鋼材3と、継手溶接部4と、継手溶接部4を補強する第1の補強材5と、第2の補強部材6とを備える溶接継手構造1である。継手溶接部4の溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さく、第1の補強材5は継手溶接部4の一方の表面4aに溶接金属7を介して接して接合されるとともに第2の補強材6は継手溶接部4の他方の表面4bに接合され、第1の補強材5、第2の補強部材6の材料強度、および、溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さい。
(もっと読む)
耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手及びその製造方法
【課題】低サイクル疲労特性の低下を抑制し、疲労き裂等が発生するのを防止することが可能な、耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手を提供する。
【解決手段】円周溶接部20をなす溶接金属部21が、鋼管内面側に位置する下部溶接金属21Aと、鋼管外面側に位置する上部溶接金属21Bとからなり、母材のビッカース硬さHv(BM)と、下部溶接金属21Aのビッカース硬さHv(WM1)及び上部溶接金属21Bのビッカース硬さHv(WM2)との関係が、次式{Hv(WM1)≦0.8Hv(BM)}又は次式{Hv(WM2)≧Hv(BM)}を満足しており、さらに、下部溶接金属21Aの縦断面積S(WM1)と、溶接金属部21全体の縦断面積S(WM1+WM2)との関係が、次式{0.4≦S(WM1)/S(WM1+WM2)≦0.6}を満足する。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
TIG溶接方法
【課題】厚い板厚の、特に炭素鋼、低合金鋼及びステンレスパイプなどの鋼管パイプを固定して周囲をTIG溶接するにあたり、開先加工せず、鋼管パイプの両端面を直角に切断して突合わせ、そのギャップを0にして1パスにて、かつ鋼管パイプ内面ビード及び外面ビードも適正な余盛高さに仕上げた溶接方法を提供すること。
【解決手段】板厚3mm以上の板厚の溶接対象を固定して周囲を溶接する全姿勢溶接において、開先を取らず突合わせ状態で溶接対象の両端を突合わせ、溶接前に突合わせ外周部にTIG溶接用深溶け込み活性剤を塗布し、溶接時に溶接ワイヤを供給し、ワイヤの進入角度を45°〜65°で溶融金属に挿入してTIG溶接すること。
(もっと読む)
自動溶接装置における溶接トーチの位置決め方法及び装置
【課題】 枝管溶接機の馬蹄型ガイドの溶接対象の枝管や他の枝管との干渉を防止する。
【解決手段】 ロボットハンド12の先端部に設けた旋回台13の側面の一個所に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付ける。旋回台13における枝管溶接機4の取付位置に対して180度方向の側面に、外向きに延びる探触子14を設ける。母管1に仮付けされた溶接対象の枝管2aに対し、先ず、探触子4によるタッチセンシングを行って、母管1の長手方向とそれに直交する水平方向であるXY軸方向の位置を検出する。その後、旋回台13を反転させ、枝管溶接機4の馬蹄型ガイド5を、溶接対象の枝管2aとのX軸方向位置を合わせてから、Y軸方向へのみ移動させて、溶接対象の枝管2aに外嵌させて、溶接トーチ11の円周動作の軌道の中央に溶接対象の枝管2aを配置させる。
(もっと読む)
バックシールド材を用いた配管の突合せ溶接開先継手の溶接方法
【課題】鋼管の突合せ溶接において管内面のシールドを異物を残さずに簡便かつ容易に行える溶接方法の提供。
【解決手段】配管3と、溶接検査用のγプラグ孔7のある配管5と、管内に装着されたバックシールド材1とを備え、バックシールド行う突合せ溶接方法において、帯状耐熱クロスが配管3の内径に対応して渦巻状に巻回されたバックシールド材1を管内面に装着し、このバックシールド材の中心からの一端部と、バックシールド材を配管5のγプラグ孔7よりも開先側に装着し、このバックシールド材1の中心から一端部とをγプラグ孔7から引き出し、開先を合わせ、バックシールドガスを供給した後に両配管を開先溶接し、溶接完了後にγプラグ孔7から引き出されたバックシールド材1の一端部を引っ張ることにより、配管5内のバックシールド材1と配管3内のバックシールド材を順次引き抜いてバックシールド材1を両配管から除去する。
(もっと読む)
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
21 - 40 / 104
[ Back to top ]