
Fターム[4E081BA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管との組み合せ (168) | 管と管 (115)
Fターム[4E081BA27]の下位に属するFターム
屈曲管
管と枝管 (11)
Fターム[4E081BA27]に分類される特許
81 - 100 / 104
円筒状部材の溶接構造
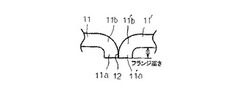
【課題】円筒状部材同士を溶接する際の溶接継ぎ手強度の向上、又は溶接継ぎ手強度の低下なしに円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る円筒状部材の溶接構造の提供。
【解決手段】本発明円筒状部材の溶接構造は、比較的厚肉の円筒状部材11、11’同士を突合せ溶接するに際し、突合せ端面11a、11’aを先端に溶融金属の流出を阻止する長さの、互いに密着する密着部分12を設けるように内側に折り曲げてフランジ11b、11’bを形成した状態で突合せ溶接をして成るので、円筒状部材同士を溶接する際の溶接継ぎ手強度の向上を図り、又は溶接継ぎ手強度を低下させることなく、円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る。
(もっと読む)
配管継手構造

【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供する。
【解決手段】 突合せ溶接により接続される配管継手構造であって、第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、第二の管材13の端部15に、内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されており、前記内側嵌合部14aの半径方向外側に位置する面の断面視形状および外側嵌合部15aの半径方向内側に位置する面の断面視形状がそれぞれ、周方向全体にわたって曲率が一定とされた真円となるように加工されていることを特徴とする。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 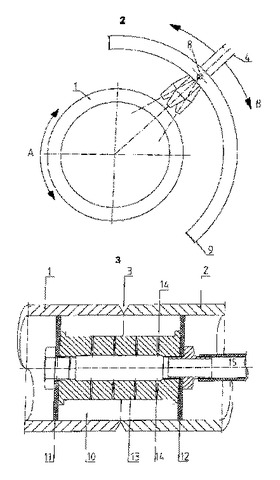 (もっと読む)
(もっと読む)
インターナルクランプ装置
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
鋼管仕口構造及び鋼管接合方法
【課題】鋳鋼製トラスノード等の特殊且つ専用のジョイント部材を用いることなく、しかも、溶接熟練者等の高度な鋼管切断技能及び鋼管溶接技能に依存することなく、任意の方向に配向した鋼管同士を突合せ溶接する。
【解決手段】鋼管(1)の仕口端同士を突合せ溶接するための仕口端は、鋼管の中心軸線に対して任意の角度に切断した小口部を有する。メタルタッチ面(14)を有する平板の外周面(11)が、位置決め手段(4,12)を用いて小口部の開口に部分的に挿入される。平板の外周面は、メタルタッチ面に対する母線(M1、M2)を鋼管の中心軸線(X,Y)と実質的に平行に配向し且つ小口部の開口に内接する輪郭を有し、メタルタッチ面は、小口部から突出した位置に位置決めされる。溶接すべき鋼管のメタルタッチ面同士は、位置決め機構(15,16,20)を用いて相対的に位置決めされる。
(もっと読む)
溶接用シールガス層成形法及び成形器
【課題】 比較的口径の大きい管の溶接において管内面の酸化を防止する。
【解決手段】 ノズル1の内部に適当な形状の中子3を取り付け、ガスの流路として円環状の空間を作り出し、この空間にガスの流れの方向を曲げるように整流板が取り付けられた構成、及び中子に取り付けられたシールガス層成形案内管6によって溶接する管内壁と該シールガス層成形案内管外壁間に円環状の空間を作り出し、該空間をシールガスで充満させるとともに、溶接する管の内面に沿った流を作り出し、高温の溶接部を酸化雰囲気から隔離することを特徴とした溶接用シールガス層成形器。
(もっと読む)
連結管及びその製造方法
【課題】耐座屈性に優れた連結管及びその製造方法を提供する。
【解決手段】本発明の連結管は、鋼管10と、鋼管20と、突合せ溶接部30とを備える。鋼管20は、鋼管10と同軸上に設けられ、鋼管10と同じ公称外径DA(mm)を有する。突合せ溶接部30は、鋼管10及び20の間にあって、鋼管10及び20を突合せ溶接することにより形成される。鋼管10の端部11の外径DO1(mm)と、端部11の内径DI1(mm)と、鋼管20の端部21の外径DO2(mm)と、端部21の内径DI2(mm)とは、式(1)及び式(2)を満足する。鋼管10の降伏応力Y1(MPa)と鋼管20の降伏応力Y2(MPa)とは式(3)を満足する。
|DO1−DO2|≦1.5×|DI1−DI2| (1)
|DI1−DI2|≦0.01×DA+2 (2)
|Y1−Y2|≦120 (3)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
排気マニホールドの接続構造
【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
(もっと読む)
パイプ連結構造
【課題】第1のパイプと第2のパイプを強固に連結するために、パイプに特殊な加工をせずに強固に連結固定できるとともに、必要な強度に応じた連結手段を選択できる点にある。
【解決手段】第1のパイプ2の周面に第2のパイプ3の端部を略直角に連結するためのパイプ連結構造において、第2のパイプの周面3bの一部又は全周面と、第1のパイプ2の周面2aの一部又は全周面とを第1のパイプ2の周面2aにおける第2のパイプ3の端部3aとの接合面より外周の一部又は全周とを溶接結合する側面視略台形状の1又は複数の補助連結具1を備えた。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
全姿勢自動溶接ヘッドとその動作方法
【課題】狭隘な間隙であっても溶接ヘッドのトーチ部分を、被溶接チューブの外周部の円周方向と上下移動方向に容易に移動できる溶接ヘッドを提供すること。
【解決手段】トーチ7を支持するトーチ台10を先端部に設け、被溶接チューブ22の中心軸と一致させてチューブ22の外周を回転するトーチ回転用リング1と該リング1の内側でリング1と同心円上に配置されたトーチ上下移動用リング2と、リング1をチューブ22の回りに回転駆動させる第1の歯車群及び第1の歯車群と並列配置され、リング2をチューブ22の回りに回転駆動させる第2の歯車群及び前記2組の歯車群を共に駆動させる駆動軸27と該駆動軸27を駆動させるトーチ回転用モータ4と、リング2をチューブ22の回りに回転駆動させ、かつトーチ7を上下移動させるために第1の歯車群と等速又は第1の歯車群より高速又は低速で、リング1に対して同方向又は逆方向に回転しながらリング2を駆動可能な第2の歯車群と該第2の歯車群を駆動させるトーチ上下移動用モータ5とを備えた溶接ヘッドである。
(もっと読む)
耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、P:0.010mass%以下に制限した組成とする。これにより、円周溶接部の溶接熱影響部における粒界応力腐食割れの発生を容易に防止できる。なお、使用するマルテンサイト系ステンレス鋼管は、C:0.015%以下、N:0.015%以下、Cr:10〜14%、Ni:3〜8%、およびSi、Mn、S、Alを適正範囲含み、さらにCu:1〜4%、Co:1〜4%、Mo:1〜4%、W:1〜4%のうちの1種又は2種以上、Ti:0.15%以下、Nb:0.10%以下、V:0.10%以下、Zr:0.10%以下、Hf:0.20%以下、Ta:0.20%以下のうちの1種または2種以上、Ca、Mg、REM、Bのうちの1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成とすることが好ましい。
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供することを目的とする。
【解決手段】 第一の管材12の端部14と、この第一の管材12と隣接して配置された第二の管材13の端部15とが突合せ溶接により接続される配管継手構造10であって、前記第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、前記内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、前記第二の管材13の端部15に、前記内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されていることを特徴とする。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
81 - 100 / 104
[ Back to top ]