
Fターム[4E081DA40]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 本溶接 (195) | 多パス溶接 (68)
Fターム[4E081DA40]の下位に属するFターム
積層要領 (24)
Fターム[4E081DA40]に分類される特許
1 - 20 / 44
バックシールド溶接方法およびこれを用いた溶接構造物
固定管の円周溶接方法及び消耗電極式ガスシールドアーク自動溶接装置
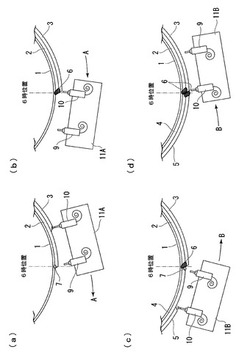
【課題】ビードの繋ぎ部に発生しがちな溶接欠陥をほぼ完全に無くす。
【解決手段】2台の溶接ヘッド11A、11Bにより3時の方向と9時の方向に振り分けて溶接を進め、6時の位置にてビードの繋ぎを行う下進振分溶接を行い、3時の位置側の先行溶接工程と9時の位置側の後続溶接工程とをこの順に所定の時間差をもって実行する。そして、先行側の溶接ヘッド11Aの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定し、かつ後続側の溶接ヘッド11Bの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定して、後行トーチ10の溶接終端部でクレーター処理を行い1周分の溶接を終了する。
(もっと読む)
鋼管杭の溶接方法

【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
オーステナイト系ステンレス鋼及びオーステナイト系ステンレス鋼溶接方法
【課題】再熱割れを防止可能で、かつ安価に製作可能な粗粒組織からなるオーステナイト系ステンレス鋼を提供する。
【解決手段】本発明に係るステンレス管は、ニオブ又はチタンを含むステンレス鋼から形成されている。このステンレス鋼のビッカーズ硬度は200以下である。ニオブを含むステンレス管は、オーステナイト結晶粒度番号で1以上7未満の粗粒組織から構成されている。また、チタンを含むステンレス管は、オーステナイト結晶粒度番号で3以上6未満の粗粒組織から構成されている。このように形成されたニオブ又はチタンを含むステンレス管は、500℃以上800℃以下の温度範囲で長期間にわたって使用しても、溶接部の近傍に再熱割れを生じることはない。
(もっと読む)
ガスシールドアーク溶接方法及び装置
【課題】狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにする。
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が4%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
隅肉溶接継手
【課題】板厚50mm以上の極厚鋼板の隅肉継手で疲労特性に優れた隅肉溶接継手を提供する。
【解決手段】板厚50mm以上の板厚方向の耐疲労特性に優れた厚鋼板の隅肉継手を、入熱30kJ/cm以下、3層6パス以下の積層で溶接し、前記厚鋼板は、少なくとも、鋼板の圧延面の両側または片側から板厚方向に2mmの位置から板厚の3/10位置までの範囲において、板面に平行な(110)面のX線強度比が2.0以上、板面に平行な(100)面のX線強度比が1.1以下の集合組織を有し、更に、板厚方向圧縮残留応力の平均値が、160MPa以上で、もしくは、鋼板の圧延面の両側または片側から板厚方向に4mmまでの範囲において、板厚方向と直角方向の圧縮残留応力が100MPa以上とする。
(もっと読む)
洋上高圧ガス配管構造
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
排気集合管の溶接構造
【課題】溶接部の応力集中を緩和し、疲労強度を低コストで向上させることのできる排気集合管の溶接構造を提供する。
【解決手段】エンジンの複数の排気口に対して取り付けられる取付フランジ2に溶接される排気集合管4の溶接構造において、最も外側の枝管4aの取付フランジ2に対する溶接部6は、プレ溶接部6aと増し溶接部6bとから形成されている。増し溶接部6bは、しごき成形により形成された溝部2eを埋めるとともに、プレ溶接部6aの下方の止端部6cを覆うように形成される。この増し溶接部6bは、垂直方向境界線8aよりも外側であり、且つ水平方向境界線10より下側の領域にのみ形成されている。排気集合管4の集合部は水平方向境界線10よりも下側に配置されている。
(もっと読む)
溶接材料ならびに溶接継手およびその製造方法
【課題】溶接時に優れた耐凝固割れ性および耐再熱割れ性を有し、特に、多層溶接時に優れた溶接性を有する溶接材料と、その溶接材料を用いて溶接した耐メタルダスティング性に優れた溶接継手およびその製造方法の提供。
【解決手段】質量%で、C:0.04〜0.5%、Si:1〜3%、Mn:2%以下、P:0.05%以下、S:0.01%以下、Cr:25〜35%、Ni:50〜70%、Al:0.005〜0.05%、N:0.001〜0.1%、Cu:1.5〜3.5%を含有し、残部はFeおよび不純物からなる化学組成を有する溶接材料。
(もっと読む)
ガスシールド溶接用の溶接トーチ及びガスシールド溶接方法
【課題】ガスシールド溶接で使用する溶接トーチの構造に関し、開先幅の制約を受けないで、開先の深い材料や開先が取られていない材料を最適な条件でガスシールド溶接を行うことができる単純な円形断面のガスノズルを備えた溶接トーチを得る。
【解決手段】
トーチ本体に対してトーチ軸方向に相対移動可能なガスノズルを備えている。ガスノズルは、トーチ軸方向のガイド筒に摺動自在に嵌挿して設けるか、軸方向に伸縮可能な蛇腹構造などにより、ノズル口が進退自在である。このガスノズルは、NC制御によりストローク制御可能なサーボシリンダなどの進退駆動装置に連結されて、ノズル口が移動及び位置決めされる。狭くて深い開先の底の部分を溶接するときは、ガスノズルを後退させ、ノズル口から溶接ワイヤを長く突出させた状態で溶接を行う。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
管台溶接方法、管台部補修方法および管台溶接構造
【課題】自動溶接で施工するのが可能で、効率よく、かつ、高照射線量下での作業を実施できる管台溶接方法を提供する。
【解決手段】容器の内表面19を、少なくともJ開先27を含む範囲に略円筒形状に掘設し肉盛開先部21を形成する肉盛開先加工工程と、肉盛開先部21の外側面29の延長部を形成する内側端面37を有するプラグ本体部33および内側端面37から突出し、肉盛開先部21と略同一軸線中心を有する突起部35を有するプラグ31を、内側端面37と肉盛開先部21の外側面29とが略一致するように管台孔13に挿着し、肉盛開先部21に肉盛溶接によって肉盛溶接部を形成する肉盛溶接工程と、肉盛溶接部にJ開先27を形成する容器側溶接開先部形成工程と、管台を挿入してJ開先27部を完成し、溶接する管台取付工程と、を備えている管台溶接方法である。
(もっと読む)
1 - 20 / 44
[ Back to top ]