
Fターム[4E087CB04]の内容
Fターム[4E087CB04]に分類される特許
1 - 20 / 138
マグネシウム合金製品の製造方法
耐腐食性と耐応力腐食割れ性を向上したアルミニウム鍛造材の製造方法
フェライト−パーライト型非調質鍛造部品の製造方法
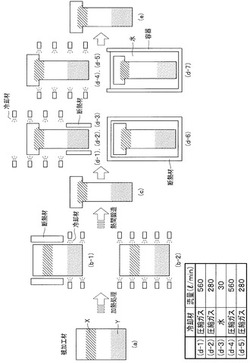
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TTiCとなるように加熱する加熱処理工程と、高強度化させる部分について、1050℃以上、前記加熱温度以下で熱間鍛造を行い、低強度化させる部分について、Ac3点以上、950℃以下で、真歪量を0.3以上とする熱間鍛造を行う熱間鍛造工程と、高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
高疲労強度、高靭性機械構造用鋼部品およびその製造方法
【課題】通常の熱間鍛造でも、その後の冷却および熱処理で部品内の組織を制御することによって被削性を低下させることなく、疲労強度、靱性を向上させた機械構造用鋼部品、およびその製造方法を提供する。
【解決手段】質量%でC:0.05〜0.20%、Si:0.10〜1.00%、Mn:0.75〜3.00%、P:0.001〜0.050%、S:0.001〜0.200%、V:0.20超〜0.25%、Cr:0.01〜1.00%、Al:0.001〜0.500%、N:0.0080〜0.0200%を含有し、残部がFe及び不可避的不純物よりなる鋼からなり、鋼組織が、面積率で95%以上がベイナイト組織であると共にベイナイトラスの幅が5μm以下であり、鋼中にV炭窒化物が分散したものである。
(もっと読む)
強度、延性及び衝撃エネルギー吸収能に優れた高強度鋼材並びにその製造方法

【課題】本発明は、従来技術では解決できない問題点、即ち、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するに当たって、高価な合金元素を添加せず、製造設備に過大な負荷をかけることなく現有の製造ラインにおいて、多資源・高エネルギーでかつ多工程のために安価かつ所望の鋼材を製造できないという問題を解決するものである。
【解決手段】
本発明は、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するため、安価なMn及びSiを添加した低C鋼を素材とし、短時間圧延処理により、γ/α生成比率を制御した2相組織鋼材を提供することにより解決するものである。
(もっと読む)
強度、延性及びエネルギー吸収能に優れた高強度鋼材とその製造方法
【課題】建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高価な合金元素を添加しないで、製造設備に過大な負荷をかけることなく現有の製造ラインを用いて、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材及びその製造方法を提供する。
【解決手段】質量%で、0.05〜0.20%のC、1.0〜3.5%のSi、4.5〜5.5%のMn、0.001〜0.080%のAl、0.030%以下のP、0.020%以下のS、0.010%以下のN、0.045%以下のNbを含有し、残部がFe及び不可避不純物からなり、引張強さが1100MPa以上、伸びが25%以上、かつ引張強さと伸びとの積(TS×El)が30000MPa・%以上とした鋼材で、短時間焼鈍処理により、フェライトとオーステナイトとの生成比率を制御した2相組織を有する。
(もっと読む)
薄板状のSiC/Al系複合材の製造方法
【課題】ボイドが存在する恐れが少なく、製造コストが安価な薄板状のSiC/Al系複合材の製造方法を提供する。
【解決手段】溶融AlにSiC粉末と溶融Alに対して1〜3重量%のMgとを添加した溶湯Mを生成する工程と、溶湯Mを鋳造して中間板状体Cを形成する工程と、中間板状体Cを1MPa以下の加圧力で熱間鍛造して薄厚化し、厚さ2mm以下の薄板材を形成する工程とを備える。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
ボス成形治具およびボス成形方法
【課題】 本発明は、金属板にネジ付きのボス成形を行なうボス成形治具、およびボス成形方法に関するものである。
【解決手段】 本発明のボス成形治具は、円柱底面に開口する円筒形状の空洞を円柱と円筒の中心軸を合わせて形成し、円柱底面の縁部の円環の面を加工面として加工対象の金属材に押圧され回転するボス成形部と、ボス成形部の中空の中心軸に、ボス成形部とは回転および昇降自在に配置され、表面がネジ立てされた棒状のネジ成形部とを有する、よう構成する。
(もっと読む)
機械部品の製造方法
【課題】アップセット成形と型鍛造とを組み合わせた機械部品の製造方法において、完成品としての機械部品にバリが発生するのを低減しつつ、上型や下型に割れ等の損傷が生じるのを防止する手段を提供する。
【解決手段】本発明に係る機械部品の製造方法は、ワークを上型によって下枠内のキャビティへ押し込んで所定形状に鍛造する機械部品の製造方法であって、前記キャビティの容積と前記ワークの体積との比である、前記キャビティの容積/前記ワークの体積の値を、0.97以上であって1未満としたものである。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度および延性が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材の高強度化させる部分について、TNbCとなるように加熱するとともに、被加工材の低強度化させる部分について、AC3点以上、TVC−50℃以下に加熱する加熱処理工程と、前記高強度化させる部分について、1050℃以上、前記加熱処理工程における前記高強度化させる部分に対する加熱温度以下とし、真歪量が0.3以上となるように熱間鍛造を行い、かつ、前記低強度化させる部分について、前記AC3点以上として、熱間鍛造を行う熱間鍛造工程と、前記高強度化させる部分について、急冷却と緩冷却を施す冷却工程と、を含むことを特徴とする。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度および延性が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TNbCとなるように加熱する加熱処理工程と、前記被加工材を、1050℃以上として、熱間鍛造を行い、当該熱間鍛造により前記被加工材の真歪量を0.3以上とする熱間鍛造工程と、前記被加工材の高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、前記被加工材の低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
高強度非調質熱間鍛造鋼の製造方法
【課題】強度をいっそう向上させ、かつ切削性を保持した非調質熱間鍛造鋼を製造する方法を提供する。
【解決手段】微細V炭化物を析出させたフェライト−パーライト組織の高強度非調質熱間鍛造鋼の製造方法であって、C:0.30〜0.60質量%、Si:0.50質量%以下、Mn:0.10〜0.60質量%、V:0.20〜0.80質量%、S:0.05質量%以下、P:0.05質量%以下、N:0.0100質量%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を、熱間鍛造後に、熱間鍛造の終了温度から700℃以下550℃以上における温度まで2.0℃/s以上で急速冷却し、20〜100sec経過するまで冷却速度が0℃/s以上2.0℃/s未満となるように、かつ温度を500℃以上に保持または冷却し、400℃以下の温度まで2.0℃/s以上で再び急速冷却することを特徴とする。
(もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】 鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって、高切欠き疲労強度を有する超高強度低合金TRIP鋼(TBF鋼)からなる高強度鋼製加工品の提供。
【解決手段】 C:0.15〜0.25%、Si:2.5%以下(0%を含まない)、Mn:0.5〜2%、Cr:0.5〜1.5%、Mo:0.5%以下、Nb:0.1%以下を含有し、かつ、下記式により規定される炭素当量(Ceq)が0.65%以上0.75%未満で、残部Fe及び不可避的不純物からなり、さらに金属組織は、母相組織がラス状ベイニティックフェライトを全組織に対して体積率で65%以上と、ポリゴナルフェライト及びグラニュラーベイニティックフェライトを合計で全組織に対して体積率で5%以下含有し、第2相組織が残留オーステナイトを全組織に対して体積率で5〜20%と、マルテンサイトを全組織に対して体積率で10%以下含有する、切欠き疲労強度に優れた高強度鋼製加工品。
記
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
有底円筒状部材、有底薄肉延伸円筒状部材、底部円板状有底円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法、並びに、有底円筒状部材有底薄肉円筒状部材、底部円板状有底延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材
【課題】過大な加圧力を必要とすることなく容易に形状形成でき、金型寿命の向上を図ることができる有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法並びに有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材を提供する。
【解決手段】本製造方法は、中実円柱状の素材1を鍛造加工することにより該素材の一端側の端部に向かって杯状に拡径された杯状拡径部2bを形成し、該杯状拡径部及び該杯状拡径部の小径側に一体に形成されている円柱状部2aを備える中間部材2を得る工程と、中間部材の杯状拡径部をしごき加工することにより杯状拡径部が円筒状に加工された円筒状部3bを形成し、該円筒状部及び該円筒状部の一端側に一体に形成されている円柱状部3aを備える有底円筒状部材を得る工程と、を含むことを特徴とする。
(もっと読む)
肌焼鋼用の熱間鍛造品の製造方法
【課題】熱間鍛造の後に焼準を施さなくとも、切削加工における被削性に優れ、浸炭熱処理での歪の発生が少ない鍛造方法を提供する。
【解決手段】
肌焼鋼として用いられるCr鋼、CrMo鋼など構造用合金鋼を、1150〜1200℃で加熱し、熱間鍛造の最終加工を900〜1100℃で鍛錬比1.5以上の鍛造を与えた後、650〜750℃まで強制空冷し、オーステナイト結晶粒度を細粒にすることにより、焼入性倍数(Di値)を95以下に制御し、かつ700〜600℃間を5〜20℃/分の冷却速度で徐冷することによって、50%以上のフェライト分率で、結晶粒度番号が5番以上の細粒の(フェライト+パーライト)組織に変態させることを特徴とする熱間鍛造方法。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材の高強度化させる部分について、1000℃以上、前記加熱処理工程における加熱温度以下とし、かつ、前記被加工材の低強度化させる部分について、AC3点以上、950℃以下として、熱間鍛造を行い、当該熱間鍛造により当該低強度化させる部分の相当歪量を0.2以上とする熱間鍛造工程と、800℃から600℃までの平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下とし、かつ、前記低強度化させる部分について、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材の高強度化させる部分について、TVC+50℃以上に加熱するとともに、被加工材の低強度化させる部分について、AC3点以上、TVC−50℃以下に加熱する加熱処理工程と、前記高強度化させる部分について、1050℃以上、加熱温度以下とし、かつ、前記低強度化させる部分について、AC3点以上として、熱間鍛造を行う熱間鍛造工程と、平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下となり、かつ、前記低強度化させる部分については、10℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
高強度・高靭性非調質熱間鍛造部品およびその製造方法
【課題】高い降伏強度および靭性を有する非調質熱間鍛造部品およびその製造方法を提供する。
【解決手段】C:0.20〜0.80質量%、Si:0.50質量%以下、Mn:0.40〜1.00質量%、P:0.050質量%以下、S:0.050質量%以下、V:0.20〜0.80質量%、Nb:0.02〜0.30質量%、N:0.0100質量%以下を含有し、残部がFeおよび不可避的不純物である組成からなり、旧オーステナイト粒のGf粒度番号が6以上であるフェライト−パーライト組織からなり、フェライトおよびパーライト中の直径:10nm以下の(V、Nb)C析出物の個数密度が5000個/μm2以上であることを特徴とする。
(もっと読む)
マグネシウム合金部材、エアコン用圧縮機及びマグネシウム合金部材の製造方法
【課題】自動車エアコン用圧縮機の機構部品に適用可能な機械的強度及び高温での疲労強度を出現できる、マグネシウム合金部材及びマグネシウム合金部材の製造方法を提供し、更に、必要な機械的強度及び高温での疲労強度を備えたマグネシウム合金を機構部品に使用したエアコン用圧縮機を提供する。
【解決手段】質量%で、カルシウムCaを0.3〜10%、アルミニウムAlを0.2〜15%、マンガンMnを0.05〜1.5%含有し、カルシウムCa/アルミニウムAlの質量比が0.6〜1.7であり、残部がマグネシウムMg及び不可避不純物からなるマグネシウム合金の鋳造素材を、250〜500℃で塑性加工(押出し加工)してマグネシウム合金部材を形成する。これにより、マグネシウム合金部材において、室温における0.2%耐力が300MPa以上、150℃における疲労強度が100MPa以上を出現でき、自動車エアコン用圧縮機の機構部品をマグネシウム合金部材で形成して、圧縮機の重量を軽減できる。
(もっと読む)
1 - 20 / 138
[ Back to top ]