
Fターム[4E087CB04]の内容
Fターム[4E087CB04]に分類される特許
81 - 100 / 138
鋼製部品の製造方法
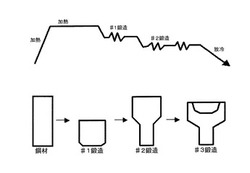
【課題】熱間鍛造と制御冷却による従来の強化手法に比べて、大幅な降伏強度、衝撃強度及び疲労強度特性の向上が可能な鋼製部品の製造方法と、このような方法によって製造された鋼製部品を提供する。
【解決手段】質量比で、0.25〜0.80%のC、0.05〜2.20%のSi、0.10〜1.50%のMnと共に、1.20%以下のCr、0.30%以下のV、0.08%以下のTi、0.05%以下のAlのうちの1種以上を含有する鋼に、1050〜1150℃の温度に10分以上保持したのち、600〜850℃の温度範囲で15〜50%の加工率の鍛造(第1鍛造工程)と、500〜800℃の温度範囲で60〜75%の加工率の鍛造(第2鍛造工程)を順次施し、放冷する。
(もっと読む)
非鉄金属成形体の製造方法

【課題】金型に過大な負荷を与えることなく複雑な立体形状を有する成形体を容易に製造可能な方法を提供すること。
【解決手段】凹部31を有する金型30a,30bを用いて非鉄金属材料を塑性加工して、凹部31に対応する形状の凸部12,13を有する成形体10を成形する方法である。略板状体からなり、該板状体の少なくとも一方の面のうち凹部31に対応する位置に小凸部22a,22bを有する予備成形体20を鋳造法によって成形する。次に、小凸部22a,22bが凹部31に対向するように、予備成形体20を金型30aに設置し、金型30aによって予備成形体20を塑性加工する。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】冷間加工を含む製造工程によって車輪支持用転がり軸受ユニットを容易に製造することが可能な車輪支持用転がり軸受ユニットの製造方法を提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形し冷却した後に、冷間加工を施すことにより得る。複数工程の熱間鍛造のうち最終工程の熱間鍛造は、冷間加工が施される被冷間加工部位Tの加工温度、導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、複数工程の熱間鍛造の後の冷却工程は、熱間鍛造パラメータPF に応じて冷却速度を制御しつつ行う。さらに、冷間加工が施される被冷間加工部位Tにおいては、熱間鍛造及び冷却工程によって、日本工業規格JIS G0551に規定の方法で測定された旧オーステナイト結晶粒度が、粒度番号で7以上9以下となっている。
(もっと読む)
TiAl基合金及びその製造方法並びにそれを用いた動翼
【課題】耐酸化性に優れ、且つ、高温強度の高い熱間鍛造TiAl基合金及びその製造方法を提供する。
【解決手段】Al:(40+a)原子%と、Nb:b原子%とを含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a及びbが以下の式(1)及び(2):
0≦a≦2 (1)
3+a≦b≦7+a (2)
を満たすTiAl基合金。Al:(40+a)原子%と、Nb:b原子%とを含有し、更にV:c原子%、Cr:d原子%、及びMo:e原子%から選択される1種以上の元素を含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a乃至eが以下の式(3)乃至(9):
0≦a≦2 (3)
3+a≦b+1.0c+1.8d+3.8e≦7+a (4)
b≧2 (5)
c≧0 (6)
d≧0 (7)
e≧0 (8)
c+d+e>0 (9)
を満たすTiAl基合金。
(もっと読む)
急速コンデンサ放電による金属ガラスの形成
急速コンデンサ放電形成(RCDF)手段を用いて、急速に金属ガラスを、均一に加熱し、流動学的に柔軟にし、および熱可塑性的に、ネットシェイプに形成する装置および方法を提供する。このRCDF法は、コンデンサ内に蓄えられた電気エネルギーの放電を利用して、数ミリ秒以下の時間スケール内で、アモルファス材料のガラス転移温度と合金の平衡融点との間の所定の「加工温度」まで、金属ガラス合金のサンプルまたはチャージを均一かつ急速に加熱する。サンプルがいったん均一に加熱されて、サンプル塊全体が十分に低い加工粘度を有すると、例えば射出成形、動的鍛造、型鍛造、吹き込み成形等を含む任意の数の技術を介して、高品質のアモルファスバルク物品に成形され得る。 (もっと読む)
破断分割型コンロッド、内燃機関、輸送機器および破断分割型コンロッドの製造方法
【課題】破断工法によって容易に分割可能で、且つ、再組み性に優れたチタン合金製の破断分割型コンロッドおよびその製造方法を提供する。
【解決手段】本発明によるコンロッドは、α+β型チタン合金から形成され、ロッド本体10と、ロッド本体10の一端に設けられた大端部30とを備え、大端部30が破断分割された破断分割型コンロッドである。ロッド本体10の組織は、等軸α組織であり、大端部30の破断面Fの組織は、針状α組織である。
(もっと読む)
アルミニウム合金鍛造素材
【課題】良好な表面色調および強度の鍛造品が得られるAl合金鍛造素材を提供する。
【解決手段】本発明のAl合金鍛造素材は、Siを0.80〜1.15質量%、Feを0.2〜0.5質量%、Cuを3.8〜5質量%、Mnを0.8〜1.15質量%、Mgを0.5〜0.8質量%、Zrを0.05〜0.13質量%、TiをZrとの添加量合計で0.2質量%以下含有し、さらにCu/Mg比が8以下を満たし、5Ti−1B母合金の形態で添加されて、そのTi/Zr比が0.3以上を満たし、残部がAlおよび不可避不純物からなる合金組成を備え、上記合金組成のAl合金溶湯を連続鋳造して得られる、デンドライト2次アーム間隔(DAS)が40μm以下で、晶出物の平均粒径が8μm以下の組織を有するAl合金鋳塊に対して、450〜510℃の温度条件で1時間以上保持する均質化処理が施されたAl合金鋳造品により構成される。
(もっと読む)
ダイレス加工方法
【課題】どのような形状のワークであっても、加工前の断面形状に対して、相似形の断面に変形できるダイレス加工方法を提供する。
【解決手段】本発明は、長尺なワークWを外周から加熱手段によって加熱しつつ、移動手段によって長さ方向に引張力または圧縮力を付与することにより、ワークの加熱部を変形させるダイレス加工方法を対象とする。本方法は、ワークWを加熱する際に、ワークRの断面形状に応じ、周方向の位置によって、加熱手段によるワーク外周面への入熱量を変化させるものである。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】高い疲労強度を有し長寿命な車輪支持用転がり軸受ユニットの製造方法を提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形することにより得る。複数工程の熱間鍛造のうち最終工程の熱間鍛造は、車輪取り付け用フランジ10の付け根部分Sの加工温度、導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、複数工程の熱間鍛造の後の冷却工程は、熱間鍛造パラメータPF に応じて冷却速度を制御しつつ行う。
(もっと読む)
TiAl金属間化合物基合金の成型方法、及び、当該成型方法により成型した成型物
【課題】酸化による損耗を招くことなく、酸化層や母材変質層の除去並びに軟化熱処理を必要とせず、ニアネット成型が可能なTiAl合金の成型方法を提供する。
【解決手段】TiAl金属間化合物基合金の成型方法であって、Mn(マンガン)又はV(バナジウム)を含有する板状のTiAl金属間化合物基合金を真空又は不活性雰囲気下にて1150℃以上1250℃以下に所定の時間保持した状態でホットプレス装置により型材を用いてホットプレスして凹状に成型することを特徴とするTiAl金属間化合物基合金の成型方法。
(もっと読む)
成形品の製造方法
【課題】本発明は、6000系のアルミニウム合金からなる合金を素材として、好ましい組織状態を有する成形品を製造する製造方法を提供することを目的とする。
【解決手段】6000系のアルミニウム合金からなる合金を連続鋳造法により鋳造した丸棒に均質化処理を施す工程、均質化処理したものを素材として熱間塑性加工により素形材を成形する工程、塑性加工後に溶体化処理を含む熱処理する工程、を含む成形品の製造方法において、アルミニウム合金の成分が質量%で0.3%〜1.0%のSi、0.2%〜0.6%のCu、0.8%〜1.5%のMg、0.05%〜0.5%のCr、0.05%〜0.15%のMn、0.18%〜0.40%のFe、および残部がAlと不可避的不純物であり、均質化処理の温度が450℃〜500℃および熱間塑性加工時の素材温度が460℃〜530℃の温度条件を満足することを特徴としている。
(もっと読む)
非磁性ステンレス鋼の鍛造製品、該鍛造製品を用いたドリルカラー及び該鍛造製品の製造方法
【課題】良好な機械的性質及び耐食性を有する非磁性ステンレス綱の鍛造製品、非磁性ステンレス綱の鍛造製品を用いたドリルカラー及び非磁性ステンレス綱の鍛造製品の製造方法を提供する。
【解決手段】非磁性ステンレス綱の鍛造製品にあっては、当該非磁性ステンレス鋼が所定の組成を有するとともに、650℃以下の鍛造温度で鍛造される。
(もっと読む)
スーパーソルバス熱処理ニッケル基超合金の最終結晶粒径を制御及び微細化する方法
【課題】γ′析出強化ニッケル基超合金から一層微細な結晶粒径を有する部品を製造する方法を提供する。
【解決手段】0.060重量%超の十分に高い炭素含有量を有するように超合金を処方すること、及び十分に高い局所歪速度で超合金を鍛造することを含む。その結果、スーパーソルバス熱処理後には、部品は微細で実質的に均一な結晶粒径分布(好ましくはASTM7より微細、さらに好ましくは約ASTM8〜10の範囲内)によって特徴づけられる。
(もっと読む)
耐熱合金外科用針の熱成形並びに装置及び器具
耐熱合金縫合針の熱成形の方法が開示される。耐熱合金から製造された半加工品を用いて、その耐熱合金の延性−脆性遷移温度より上、再結晶化温度より下の温度まで加熱し、外科用針を成形する。加熱された針半加工品は、次に機械的に成形されて外科用針となる。この方法を用いた耐熱合金外科用針の成形のための装置(300)及び器具(500)も開示される。  (もっと読む)
(もっと読む)
成形品の製造方法
【課題】本発明は、6000系のアルミニウム合金からなる合金を素材として、好ましい組織状態を有する成形品を製造する製造方法を提供することを目的とする。
【解決手段】6000系のアルミニウム合金からなる合金を連続鋳造法により鋳造した丸棒に均質化処理を施す工程、均質化処理したものを素材として熱間塑性加工により素形材を成形する工程、塑性加工後に溶体化処理を含む熱処理する工程、を含む成形品の製造方法において、均質化処理の温度が450℃〜500℃または熱間塑性加工時の素材温度が460℃〜530℃の温度条件を満足し、熱間塑性加工が鍛造加工、転造加工、押出し加工から選ばれる何れかであることを特徴としている。
(もっと読む)
高強度及び高靭性フェライト+パーライト型非調質鋼鍛造部材の製造方法
【課題】Vを含有するフェライト+パーライト型非調質鋼を用いつつ、鍛造直後の加工発熱を抑制することで、結晶粒の凍結硬化によりフェライト+パーライト組織の微細化を容易に実現することが可能なフェライト+パーライト型非調質鋼鍛造部材の製造方法を提供する。
【解決手段】高強度及び高靭性フェライト+パーライト型非調質鋼鍛造部材の製造方法において、質量%で0.05〜0.50%のVを含み、フェライト+パーライト組織が90%以上となるフェライト+パーライト型非調質鋼を、V系炭化物の固溶温度以上に加熱した後、700℃〜950℃に降温させてその温度域で圧縮加工率が30%以上、かつ金型との接触時間が0.20秒以上となるように鍛造加工を行い、その後冷却を行ってフェライト+パーライト変態させ、パーライト粒径が18μm以下である鍛造部材を得る。
(もっと読む)
光学センサーを含む熱間鍛造製品とその製造方法
本発明はアルミニウム合金製モノリシック構造要素の製造のための熱間鍛造製品の製造方法に関するものであって、使用の際に、構造要素の損傷または破断を検出することを可能にする、少なくとも一つのファイバー状のセンサーを、少なくとも二つの金属副部品間に組み込んだ後に、その金属副部品を熱間変形によって接合する過程から成る方法である。
本発明の方法によって得られたモノリシック構造要素は、センサーのクラッドの表面の少なくとも80%、また、好適には全表面が少なくとも一つの構造要素のアルミニウム合金と密着していることを特徴とする。
本発明による構造要素は、胴体パネルまたは翼パネルの実現にきわめて有利であって、なぜなら、それら構造要素は、およそ20%の軽量化を可能にし、実際に、検出可能な欠陥は目視で検出できる欠陥だけであるという仮説を立てずに構造解析の実現を可能にする。
(もっと読む)
高速冷間加工用鋼、並びに高速冷間加工部品およびその製造方法
【課題】加工中は冷間加工性に優れ、加工後は良好な硬さを示す高速冷間加工用鋼を提供すること。
【解決手段】C:0.03%〜0.6%、Si:0.005〜0.6%、Mn:0.05〜2%、P:0.05%以下、S:0.05%以下、N:0.008〜0.04%、をそれぞれ含有し、残部は鉄及び不可避的不純物からなり、該不純物において、Al:0.001%以下、Ti:0.002%以下、Nb:0.001%以下、V:0.001%以下、Zr:0.001%以下、B:0.0001%以下、Ta:0.0001%以下、Hf:0.0001%以下を満たし、かつ、14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5≦0.002%を満足する高速冷間加工用鋼を製造する。
(もっと読む)
非調質鋼材およびその製造方法
【課題】高い上部棚エネルギーを有する靱性に優れたS含有中炭素系非調質鋼材の提供。
【解決手段】C:0.30〜0.60%、Si:0.05〜0.5%、Mn:0.2〜1.5%、P:0.035%以下、S:0.03〜0.10%、Ti:0.02%以下、Al:0.05%以下およびN:0.03%以下を含有し、残部はFeおよび不純物からなり、熱間加工方向に平行な面におけるMnSの形態と分布が、〈1〉アスペクト比が10以下のMnSの面積が全MnS面積に対して50%以上であること、および〈2〉最大長さ方向に垂直な幅が2μm以下であるMnSの面積が全MnS面積に対して75%以上であること、という条件を満たすとともに、マトリックスの組織が、フェライトの割合が40〜60%のフェライト・パーライト組織である非調質鋼材。
(もっと読む)
オーステナイト系ステンレス鋼、オーステナイト系ステンレス鋼からなる冷温間鍛造部品及び冷温間鍛造部品の加工方法
【課題】高い強度と耐蝕性を有しかつ良好な塑性加工性(冷温間鍛造性)と機械加工性(被削性)を兼ね備えたオーステナイト系ステンレス鋼を提供する。
【解決手段】オーステナイト系ステンレス鋼の組成をC0.08%以下、Si1.00%以下、Mn2.00%以下、P0.045%以下、S0.05〜0.15%、Ni8.50〜10.50%、Cr17.00〜19.00%、Cu3.00〜4.00%、残部Fe及び不可避的不純物とする。又製造に際しては室温〜350°Cの温度において塑性加工(鍛造)し割れを防止する。
(もっと読む)
81 - 100 / 138
[ Back to top ]