
Fターム[4E087CB04]の内容
Fターム[4E087CB04]に分類される特許
21 - 40 / 138
ニアネットシェイプ鍛造のためのシステムと方法
【課題】ダイ温度がα−β温度範囲付近である必要がない、α−β温度範囲でのチタン及びチタン合金のニアネットシェイプ鍛造のための改良された方法を提供する。
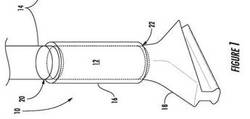
【解決手段】チタンビレット12をα−β温度範囲内の温度に加熱し、チタンビレットの温度より約500°F低い温度を有する第1のダイ18中にチタンビレットを押し出す。チタン部品をニアネットシェイプ鍛造するためのシステム10は、α−β温度範囲内の温度を有するチタンビレット、及びチタンビレットと接触しているパンチ14を含んでいる。チタンビレットと近接してチタンビレットを受容する第1のダイは、チタンビレットの温度より約500°F低い温度を有する。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法

【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材を、AC3点以上、950℃以下として、熱間鍛造を行い、相当歪量を0.2以上とする熱間鍛造工程と、高強度化させる部分について、前記熱間鍛造工程終了時の前記被加工材の温度から急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から500℃までの平均冷却速度が、0.5℃/s以上、2.0℃/s以下となり、低強度化させる部分について、前記熱間鍛造工程の終了温度から500℃までの平均冷却速度が、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
リン成分が均一分散されかつ微細均一な結晶組織を有するめっき用含リン銅アノード材の製造方法およびめっき用含リン銅アノード材
【課題】めっき用アノード材として用いるのに好適な、リン成分が均一分散されかつ微細均一な結晶組織を有するめっき用含リン銅アノード材の製造方法およびその製造方法で製造しためっき用含リン銅アノード材を提供する。
【解決手段】Cu純度99.99質量%以上、P:300〜1000質量ppm、酸素含有量:10質量ppm以下を含有する含リン銅鋳塊を、初期温度600〜900℃で、多軸で圧縮―延伸を繰り返す圧伸鍛造を少なくとも1回以上繰り返し行った後水冷し、次いで、初期温度550℃以下で温間加工または冷間加工を行った後水冷し、必要により、さらに、300〜500℃の温度範囲で歪取焼鈍を行うことにより、リン成分の均一分散を図ると同時に、結晶組織の微細化・均一化を図っためっき用含リン銅アノード材を得る。
(もっと読む)
圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法
【課題】圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法を提供する。
【解決手段】タービンロータ(10)ディスク用の鍛造プリフォーム(200)を開示する。本プリフォーム(200)は、約5000ポンド以上の質量を有する超合金材料(8)の本体を含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。鍛造タービンロータ(10)ディスクも開示する。本ディスクは、約5000ポンド以上の質量を有する超合金材料のほぼ円筒形ディスクを含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。タービンロータの製造方法(100)も開示する。本方法(100)は、超合金粉末材料を準備するステップ(110)と、超合金粉末材料を圧縮成形して(120)タービンロータディスク用の鍛造プリフォームを形成するステップとを含む。
(もっと読む)
塑性加工用アルミニウム合金鋳塊の製造方法、及びアルミニウム合金塑性加工品の製造方法、アルミニウム合金塑性加工品
【課題】強度が向上し、再結晶粒の発生しにくい塑性加工用アルミニウム合金鋳塊の製造方法を提供する。
【解決手段】Mgを0.8wt%〜1.2wt%、Siを0.7wt%〜1.0wt%、Cuを0.3wt%〜0.6wt%、Mnを0.14wt%〜0.3wt%、Crを0.14wt%〜0.3wt%、Feを0.5wt%以下、Tiを0.01wt%〜0.15wt%、Bを0.0001wt%〜0.03wt%含有し、残部をAlと不可避的不純物とし、晶出物の平均粒径が8μm以下、デンドライト二次アーム間隔が40μm以下、かつ、結晶粒径が300μm以下の組織を有するように塑性加工用アルミニウム合金鋳塊を鋳造して製造する際、連続鋳造した後に470℃で均質化処理を施す。
(もっと読む)
鍛造品の製造方法
【課題】良好な強度を有しかつ安価な鍛造品の製造方法を提供する。
【解決手段】鋼を熱間鍛造して得られるフェライト・パーライト組織を有する中間鍛造品における疲労強度を必要とする部位に、350〜600℃の温度域で鍛造加工を施すことにより、前記疲労強度を必要とする部位の強度を向上させる。
(もっと読む)
マグネシウム合金鍛造ピストンの製造方法およびマグネシウム合金鍛造ピストン
【課題】ピストンの頂面部の耐力を十分に向上させることができるマグネシウム合金鍛造ピストンの製造方法およびマグネシウム合金鍛造ピストンを提供する。
【解決手段】鍛造により製造されるマグネシウム合金鍛造ピストン15の製造方法であって、マグネシウム合金からなる丸棒状の鋳塊素材1を鍛造する鍛造工程において、ピストン鍛造用金型11の内径をD、鋳塊素材1の外径をdとしたときに、前記外径dを前記内径Dで割った値(d/D)が85%以下、且つ、鍛造時における鋳塊素材1の温度が250〜400℃となる条件で鍛造することを特徴とする。
(もっと読む)
機械構造用鋼、および、その製造方法、並びに、機械構造用鋼を用いた加工部品製造方法
【課題】冷間加工性に優れると共に、加工部品の部品硬さを向上させることができる機械構造用鋼、その製造方法、並びに、機械構造用鋼を用いた加工部品製造方法を提供する。
【解決手段】C:0.005〜0.06質量%、Si:0.01〜0.1質量%、Mn:1.0超〜3.0質量%、P:0.05質量%以下、S:0.005〜0.05質量%、Cr:0.3〜3.0質量%、Al:0.005〜0.1質量%、N:0.008〜0.02質量%を含有し、残部がFe及び不可避的不純物から成る組成を有し、N固溶量は0.008〜0.02質量%であり、組織中のセメンタイト相分率が2%以下で、残部がフェライト相であり、前記フェライト相の平均結晶粒径が10〜100μmである。
(もっと読む)
ローラ鍛造方法
【課題】表層流れが発生するのを防止すること
【解決手段】
ワーク軸心Yを中心に回転する円筒形状のワーク4に、ワーク軸心Yと直交するローラ軸心Xを中心に回転可能なローラ2を、ワーク4のワーク表層面41aに当接させ、ワーク4を拡径変形させるローラ鍛造方法において、ワーク4のワーク表層面41aの変形抵抗を、ワーク底面41bよりも大きくする。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】高強度化および高耐食性化させた、アルミニウム合金押出材を熱間鍛造してなる鍛造材およびその製造方法を提供する。
【解決手段】アルミニウム合金押出材を熱間鍛造してなる鍛造材であって、特定成分と特定製造条件で製造して、特定の大きさの分散粒子と特定の大きさの晶出物とが一定の密度や面積割合を有するようにし、この鍛造材の複数箇所の表層部を除く断面全域を、小傾角粒界と大傾角粒界とを含めた微細な未再結晶を主体とする組織にする。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】Feの含有量が0.4質量%以下のアルミニウム合金と同等の耐破壊靭性と疲労特性を有するアルミニウム合金鍛造材を提供する。
【解決手段】Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下とした。
(もっと読む)
耐水素脆性に優れた高強度加工用ステンレス材料及びそのステンレス鋼線、並びにステンレス鋼成形品
【課題】塑性加工性とともに耐食性にすぐれ、かつ耐水素脆性機能を兼備する好適材料として、特に冷間や温間状態での圧造加工用、成形加工用として好適するステンレス鋼材料、ステンレス鋼線並びにこれらを塑性加工してなるステンレス鋼成形品の提供を目的とする。
【解決手段】
質量%で、 C :0.03〜0.18、 N :0.05〜0.30、 Si:1.5以下、 Mn:2.0以下、 Ni:8.0〜15.0、 Cr:15.0〜25.0、Mo:0.20〜3.0、及びCu:2.0以下を含むとともに、次式A値が10.0〜35.0%で、残部Fe及び不可避不純物でなるオーステナイト系ステンレス鋼で構成され、
Hv硬度:150〜350で、かつ温度20℃におけるポアソン比(P)が0.23〜0.28であることを特徴とする耐水素脆性に優れた高強度加工用ステンレス材料とそのステンレス鋼線、及びこれらを用いたステンレス鋼成形品である。
A={6.2Ni+0.7Cr+3.2Mn+9.3Mo+50(C+N)}/14.3Cu
(もっと読む)
小径棒材の部分加熱ヘッディング加工方法及び加工装置
【課題】マグネシウム合金の棒状素材全体を加熱する工程を削減し熱影響を少なくした鍛造加工を実現する。
【解決手段】加熱したヘッディングパンチ11の成型部12をマグネシウム合金の棒状素材90の塑性変形部位に接触させて伝熱により棒状素材90を加熱する工程と、加熱された塑性変形部位をヘッディングパンチ11で押圧して塑性変形させる工程により、棒状素材90の全体や下型ダイス32を加熱せずに鍛造加工を行う。また、同工程を利用した加工装置によって連続した鍛造加工を行う。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】板状の鋼製の素材を圧造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】所定の厚さ、横幅及び高さの板状の鋼製の素材2aの横幅方向の一端に、圧造により水平断面が楕円形状に厚さ方向に膨出して高さ方向に楕円柱状となる突起部付膨出柱状部4aを形成し、前記膨出柱状部4aに軸心を貫通してヒンジ用ピンを挿入する軸孔10を特殊なダイス72とパンチ71とを用いて形成するのであり、前記ダイス72は前記素材2aの前記膨出柱状部4aの外周から隙間をあけて所定の隙間容積72bを有するようにして、前記軸孔10の高さを前記軸孔10の直径の2倍以上に形成でき、十分な強度がありながら、製造費用の低減を図るようにした製造方法である。
(もっと読む)
鋼製ナット及びその製造方法
【課題】 一般構造用圧延鋼を用いて安定した組織や硬さが得られるようにした鋼製ナットを提供する。
【解決手段】 一般構造用圧延鋼(SS400)製の棒材を1200°C以上1300°C以下の範囲内の温度に加熱して固溶熱処理を行い、このオーステナイト状態においてナットブランクに熱間鍛造するとともに、鍛造終止時のナットブランクの表面温度を760°C以上900°C以下の範囲内の温度にコントロールし、次いで、50°C以下の温度に水冷することによりHRC32〜44の硬さに焼入れし、その後の焼戻しを行って調質することによりJIS B1181附属書2に規定する強度分布5T〜10Tの硬さを有するナットを製造する。
(もっと読む)
樹脂成形金型の製造方法
【課題】 大型の樹脂製品の成形に使用される、Ni−Al−Cu系時効硬化型鋼からなり、鏡面性に優れた樹脂成形金型の製造方法の提供。
【解決手段】 鋼塊を温度T1に加熱してからビレットに分塊鍛造する分塊鍛造工程と、分塊鍛造工程に引き続いて、ビレットを温度T2に加熱して保持するソーキング工程と、1050℃以下の温度T3に加熱してから鍛造する低温仕上鍛造工程と、を含む。ここで、ソーキング工程と低温仕上鍛造工程との間に、500℃以上であって少なくとも温度T3よりも低い温度T4でガウジングを行う熱間ガウジング工程を更に含む。
(もっと読む)
クランクシャフトおよびその製造方法
【課題】クランクシャフトの製造において、フェライトの生成を極力抑制して窒化時の時効硬化を円滑に進行させる。
【解決手段】熱間鍛造後に冷却され、金属組織におけるベイナイトの面積率が70%以上であり、下記数1〜数3において、3.80<Kf、Hf<19.5、Hg>18.8を満たす。
[数1]
Kf=5[C%]−0.168[Si%]+1.8[Mn%]+0.4[Cr%]+2.5[Mo%]+1.5[V%]−1
[数2]
Hf=24.96×([C%]−(1/18)[Si%]+(1/12)[Mn%]+(1/6)[Cr%]+0.01+(1/7)[Mo%]+(4/5)[V%])
[数3]
Hg=32.16×([C%]+(3/13)[Si%]+(1/22)[Mn%]+(1/18)[Cr%]+(3/10)[Mo%]+(5/7)[V%])
(もっと読む)
難加工性金属材料を多軸鍛造処理する方法、それを実施する装置、および金属材料
【課題】従来の降温多軸鍛造処理法に比べて、産業レベルでの適用により適したより簡便な工程で、難加工性材料に多量の歪みを導入することの可能な加工方法を提供する。
【解決手段】難加工性金属材料を多軸鍛造処理する方法であって、(a)難加工性金属材料からなる被加工体を準備するステップと、(b)前記被加工体を、相互に直交する3つの鍛造方向に沿って順次鍛造する処理を、1サイクル以上実施するステップと、を有し、前記ステップ(b)は、最大100℃以下の温度環境において、各1回の鍛造で導入される歪み量が0.01〜0.2の範囲となるように行われることを特徴とする方法。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 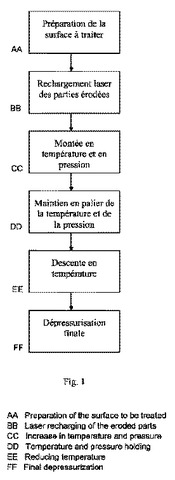 (もっと読む)
(もっと読む)
機械部品の製造方法
【課題】軟質の鋼材を用いても、製品の強度を十分に確保することができ、前記変形抵抗と部品強度との両立を図れる、冷間鍛造を用いた機械部品の製造方法を提供する。
【解決手段】C含有量を0.06質量%以下の極低炭素領域に下げた軟質の機械構造用鋼を冷間鍛造して機械部品を製造するに際し、前記機械部品の部分的な高強度化領域に対応する素材機械構造用鋼における部分的な高強度化領域の固溶N量を高強度化のために必要な量に予め高めた上で、この部分的な高強度化領域に対して200℃以下の雰囲気温度で塑性ひずみを付与する冷間鍛造を行い、前記機械部品の部分的な高強度化領域の強度を高めるとともに、前記機械部品形状とする。
(もっと読む)
21 - 40 / 138
[ Back to top ]