
Fターム[4E096EA12]の内容
Fターム[4E096EA12]の下位に属するFターム
細線、極細線 (70)
Fターム[4E096EA12]に分類される特許
1 - 20 / 212
ニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、ニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法
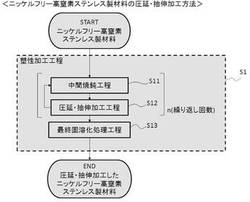
【課題】本発明は、大きな加工ひずみを伴う加工であっても、微細粒組織の粒径を拡大させないニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、微細粒組織の粒径が小さなニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法を提供することを課題とする。
【解決手段】結晶粒径が30μm以下の微細粒組織からなるニッケルフリー高窒素ステンレス製材料を、900℃以上1000℃以下の温度で焼鈍してから、室温まで空冷する中間焼鈍工程S11と、前記材料を薄板化又は縮径しながら、伸長させる圧延・抽伸加工工程S12と、1200℃以上1400℃以下の温度に加熱してから、室温まで空冷する最終固溶化処理工程S13と、を有するニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法を用いることによって前記課題を解決できる。
(もっと読む)
ボルト用アルミニウム合金線及びボルト並びにそれらの製造方法
【課題】ボルトに加工する際の加工性に優れ、十分な強度のボルトが得られるボルト用アルミニウム合金線を提供する。
【解決手段】このボルト用アルミニウム合金線は、質量%で、Si:0.60〜1.5%、Fe:0.02〜0.40%、Cu:0.50〜1.2%、Mn:0.50〜1.1%、Mg:0.70〜1.3%、Cr:0.01〜0.30%、Zn:0.005〜0.50%、Ti:0.01〜0.20%、Zr:0.05〜0.20%を含み、残部がAl及び不可避的不純物からなる。Si及びMgの一部がMg2Siとして含まれ、Mg2Siの含有量と、MnとCrの合計含有量との比率Mg2Si/Mn+Crが1.0〜2.1である。
(もっと読む)
ブラスめっき鋼線の製造方法

【課題】ブラスめっき鋼線の品質の向上と製造プロセスにおける省エネルギー化とを両立したブラスめっき鋼線の製造方法を提供する。
【解決手段】鋼線材に銅めっきを施す銅めっき工程と、得られた銅めっき鋼線材に亜鉛めっきを施す亜鉛めっき工程と、鋼線材表面の銅と亜鉛とを熱拡散させブラスめっき鋼線材を得る熱拡散工程と、を含むブラスめっき鋼線の製造方法である。銅めっき工程後亜鉛めっき工程前および/または亜鉛めっき工程後熱拡散工程前に、ブラスめっき鋼線材に酸化防止処理を施す。または、前記熱拡散工程を気化性防錆剤雰囲気中で行う。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
金属鋼線材の製造方法および金属鋼線材の製造装置
【課題】金属鋼線材の接合、めっき処理の効率化を図ることができる金属鋼線材の製造方法およびめっきの均一性、作業性および安全性が向上した金属鋼線材の製造装置を提供する。
【解決手段】金属鋼線材を接合し、接合により生じた接合部のバリを除去する接合工程と、前記接合部にめっき処理を施すめっき工程と、を有する金属鋼線の製造方法であり、接合工程後、接合部をめっき工程で用いるめっき装置に搬送する搬送工程を有する。また、金属鋼線材を溶接する接合装置と、接合されたブラスめっき金属鋼線材の接合部にブラスめっきを施すめっき装置と、を一体の連続した装置として備える金属鋼線材の製造装置である。
(もっと読む)
ボルト用鋼線及びボルト、並びにその製造方法
【課題】ボルト成形後の焼入れ焼戻し工程を省略した非調質ボルトであって、1200MPa以上の引張強度を有すると共に耐遅れ破壊性に優れた高強度ボルト、及び前記ボルトに用いる冷間鍛造性に優れた高強度ボルト用鋼線、ならびにこれらの製造方法を提供することを目的とする。
【解決手段】本発明は、C、Si、Mn、P、S、Cr、Al、N、Bを含有する他、Ti、V、およびNbよりなる群から選択される少なくとも1種を含有し、残部が鉄および不可避不純物からなる鋼線であり、ミクロ組織がフェライト及びパーライトの2相組織であって、パーライトラメラ間隔が250nm以下であり、且つ、パーライトの面積率が40%超、80%以下であるとともに、引張強さが1300MPa以下であることを特徴とするボルト用鋼線である。
(もっと読む)
線材用銅素材の製造方法
【課題】銅又は銅合金からなる銅基線材の製造時における断線や、当該線材の表面欠陥を低減して、当該線材の生産性の向上に寄与することができる線材用銅素材を製造可能な線材用銅素材の製造方法及び線材用銅素材、銅基線材及びその製造方法を提供する。
【解決手段】銅又は銅合金からなり、少なくとも鋳造が施された棒状素材10に皮剥ぎダイス100を用いて、(A)皮剥ぎによる除去量:断面積比で1%〜10%、(B)皮剥ぎ前に伸線加工度:15%〜75%の伸線加工、(C)切刃120のすくい角θ:2°〜50°の少なくとも一つの条件を満たす皮剥ぎを行う。得られた皮剥ぎ材に所望の最終線径になるまで伸線加工を施して銅基線材を製造する。棒状素材10に特定の条件で皮剥ぎを施すことで、表面性状に優れる線材用銅素材が得られ、この素材に伸線加工を施すことで、伸線時に断線し難く、表面性状に優れる銅基線材を生産性よく製造できる。
(もっと読む)
アルミニウム合金導体
【課題】十分な導電率と引張強度を有し、耐屈曲疲労特性に優れたアルミニウム合金導体を提供する。
【解決手段】Feを0.01〜1.5mass%、Mgを0.01〜1.2mass%、及びSiを0.01〜1.2mass%を含有し、残部が実質的にAlと不可避的不純物よりなる合金組成を有し、Mg2Si針状析出物の分散密度が10〜200個/μm2であり、引張強度240MPa未満、かつ、引張破断伸び10%以上を満たすアルミニウム合金線。
(もっと読む)
アルミニウム合金導体
【課題】十分な引張強度と導電率を有し、耐屈曲疲労特性、柔軟性に優れたアルミニウム合金導体を提供する。
【解決手段】線材の伸線方向に垂直な断面に平行に位置する(111)面から法線方向を基準として25°以上ステレオ投影図の標準三角形の範囲内の角度で傾いている面を有する結晶粒の面積率が、線材の半径をRとすると、線材の中心から半径(3/10)Rの円内に50%以上であり、かつ、線材の伸線方向に垂直な断面に平行に位置する(111)面から法線方向を基準として0°以上25°未満の範囲で傾いている面を有する結晶粒の面積率が、線材全体より線材の中心から半径(7/10)Rの円内を除いた範囲に50%以上であることを特徴とするアルミニウム合金導体。
(もっと読む)
伸線機の釜温度測定装置及びその釜温度制御システム
【課題】伸線機における引抜き釜の温度測定を可能にし、特に最も高温である被加工線材と引抜き釜の第一接触部近傍の温度を知ることができるようにし、さらに前記第一接触部近傍の温度を自動的に一定にすることができるようにして、品質の安定した被加工線材の生産に貢献することを課題する。
【解決手段】引抜き釜1の壁2中に温度検出手段3を備え、この温度検出手段3で検出した釜温度データの非接触伝送出力手段4を、引抜き釜1の壁2外に備えた伸線機の釜温度測定装置としている。釜温度測定装置Mからの釜温度データ、入口温度測定手段11からの釜へ供給する冷却水の入口温度データ、流量調整手段12からの釜へ供給する冷却水の流量データ、及び出口温度測定手段13からの釜から排出する冷却水の出口温度データをシーケンサー(PLC)で情報処理するようにした伸線機の釜温度制御システムとしている。
(もっと読む)
難加工性Pt合金線材およびその伸線加工方法
【課題】難加工性Pt合金線材を伸線加工するにあたり、熱間伸線加工で行うと、線材の細線化が難しくなるという問題があり、冷間伸線加工を行うと、材料内部にクラックが発生するという問題がある。
【解決手段】10〜15質量%Ru、35〜50質量%Irもしくは40〜50質量%Rhのいずれか1種を含み、残部がPtよりなることを特徴とする。
(もっと読む)
鋼材引抜加工方法および鋼材引抜用ダイス装置
【課題】引抜加工の開始初期から鋼材の外径寸法のばらつきを抑制させ、鋼材の外径寸法の安定化を図り得る鋼材引抜加工方法および鋼材引抜用ダイス装置を提供する。
【解決手段】鋼材引抜加工方法は、鋼材をこれの長さ方向に沿って通過させるダイス孔20をもつ引抜加工用のダイス2を保持する鋼材引抜用ダイス装置1を用いる。鋼材をダイス2のダイス孔20に通過させて引抜加工させる引抜加工を実施する。鋼材をダイス2で引き抜き開始するのに先立って、ダイス2を加熱源7により加熱させて、ダイス2の温度を引抜加工時のダイス2の温度域、または、引抜加工時のダイス2の温度域に対して70%〜100%の温度域に昇温させる。昇温操作後に、鋼材の引抜加工を開始する。
(もっと読む)
金属線の伸線方法
【課題】伸線後の金属線を、脆化等の防止のために適正な温度に制御することができる金属線の伸線方法を提供すること。
【解決手段】伸線ダイス4を通過させて縮径した金属線Mを、線材巻き取り用の胴部11を有する冷却ドラム3によって巻き取る工程を含む、金属線Mの伸線方法であって、冷却ドラム3を冷却する工程と、冷却ドラム3の巻き取り胴部11の温度を測定する工程と、この温度測定の結果に基づいて、冷却ドラム3による金属線Mの巻き取り速度、及び、冷却ドラムの冷却程度の少なくとも一方を制御する工程を含んでおり、冷却ドラム3の冷却を、冷却ドラム3に冷却水を供給することによって行い、冷却ドラム3の冷却程度の制御を、上記冷却水Wの温度、及び、冷却水Wの冷却ドラム3への単位時間当たりの供給量の少なくとも一方によって行う。
(もっと読む)
平角エナメル線の製造方法
【課題】平角線の厚幅比の大きさによらず品質が良好な平角エナメル線を製造することができる平角エナメル線の製造方法を提供する。
【解決手段】平角エナメル線の製造方法は、断面形状が丸形状の丸線20を、孔30a、30b、31a、32aの形状及びサイズが異なり、上流側から下流側に向かって孔の面積が徐々に小さくなるように配置された複数のダイス30A、30B、31、32に通すことで、丸線21の断面積よりも小さい断面積を有し、断面形状が矩形状の平角線21を形成する形成工程と、形成工程によって形成された平角線21の表面にエナメル塗料を塗装する塗装工程とを含む。
(もっと読む)
湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤ
【課題】従来の潤滑剤と比べて金属線材の伸線性に優れ、かつ、金属線材の延性の低下を抑制することができる湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤを提供する。
【解決手段】水に、水溶性または水に分散可能なアミンと、有機酸と、界面活性剤と、極圧添加剤と、金属と、が添加されてなる湿式伸線用潤滑剤において、1金属原子当たり最大1の有機酸残基RCOO−を有し、リンが無機リン酸基中に含まれ、かつ、下記式(1)
[MnAm(RCOO)x]y(HlPO4)z (1)
(ここで、Mは金属原子、Aはアミン、Rは炭素数8〜24の炭化水素基を表し、1≦n≦2、1≦m≦4、1≦x≦2、1≦y≦3、1≦z≦3および0≦l≦2)を満足する金属錯体化合物を含有する。
(もっと読む)
マグネットワイヤ用銅線の製造方法
【課題】本発明の目的は、皮剥加工時の鋳造線材の強度を向上させることによって切削性を向上させ、厚皮剥ぎ加工を可能とするマグネットワイヤ用銅線の製造方法を提供することにある。
【解決手段】本発明は、銅溶湯を引き上げて鋳造線材を形成し、該鋳造線材をダイスを用いて皮剥ぎ加工するマグネットワイヤ用銅線の製造方法において、前記鋳造線材を冷間圧延によって伸線加工を行った後に前記皮剥ぎ加工することを特徴とするマグネットワイヤ用銅線の製造方法にある。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置
【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
冷間鍛造用熱間圧延棒鋼または線材、および冷間鍛造用鋼線の製造方法
【課題】冷間鍛造性とγ粒粗大化防止特性に優れた熱間圧延棒鋼又は線材の提供する。
【解決手段】C:0.1〜0.3%、Si:0.05〜1.0%、Mn:0.4〜2.0%、S:0.003〜0.05%、Cr:0.5〜3.0%、N:0.010〜0.025%及びAl:0.02〜0.05%を含み、残部はFeと不純物からなり、不純物中のP≦0.025%、Ti≦0.003%及びO≦0.002%の化学組成を有し、フェライト・ベイナイト組織又はフェライト・ベイナイト・パーライト組織からなり、ベイナイトの組織分率>70%、フェライトの平均粒径≦40μmの金属組織を有し、棒鋼又は線材の表面から半径の1/5までの領域と中心部から半径の1/5までの領域において、AlNとして析出しているAl≦0.010%、かつ直径≧100nmのAlNの個数密度≦5個/100μm2である、熱間圧延棒鋼又は線材。
(もっと読む)
伸線ダイス
【課題】伸線後の金属線の表面に発生する引っ張り残留応力が低減されうる伸線ダイス1の提供。
【解決手段】リダクション部5とベアリング部6とを含むダイス孔2が形成されており、このリダクション部の表面が鏡面仕上げされており、ベアリング部の表面が上記鏡面仕上げより粗くされている。上記リダクション部5の表面粗さは、十点平均粗さRzでは、1.40μm未満であり、中心線平均粗さRaであれば、0.19μm未満である。上記ベアリング部6の表面粗さは、十点平均粗さRzであれば、1.40μm以上1.90μm以下であり、中心線平均粗さRaであれば、0.19μm以上0.28μm以下である。
(もっと読む)
1 - 20 / 212
[ Back to top ]