
Fターム[4F041AA04]の内容
塗布装置−吐出、流下 (28,721) | 被塗物あるいは塗布部位 (7,419) | 個々の物品 (6,100) | 機械部品 (57)
Fターム[4F041AA04]に分類される特許
1 - 20 / 57
塗布方法および塗布装置
【課題】インクジェットヘッドのノズルから塗布液を吐出して塗布液の塗膜を形成しつつ、塗布液の塗膜の表面をより平滑にすることができる塗布方法および塗布装置を提供する。
【解決手段】インクジェットヘッドに設けられる複数のノズルから塗布液の液滴を基板Wに吐出させ、基板Wの周縁部における膜厚に比べて基板Wの中央部における膜厚が厚い塗布液の塗膜Fを形成する工程と、基板Wを回転させて基板Wの中央部から周縁部に向けて塗膜F内の塗布液を移動させる工程と、を備える塗布方法である。塗膜F内の塗布液を移動させる工程では、塗膜Fを形成している基板W上の塗布液は基板Wの中央部から周縁部に向かって移動するので、基板の中央部と基板の周縁部との間で塗膜の膜厚の差が減少し、塗膜の膜厚を略均一にすることができる。同時に、塗膜F内の塗布液が動くことによって、塗膜Fの表面をより平滑にすることができる。
(もっと読む)
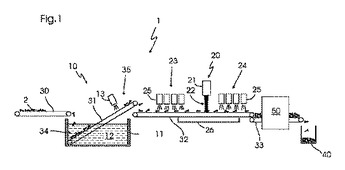
シール塗布装置

【課題】本発明の目的は、ファスナーの軸部にシール剤を塗布する用途に好適なシール塗布装置及びシール塗布方法を提供することである。
【解決手段】シール塗布装置1は、シール剤が塗布されるべきファスナー25をファスナー25の中心軸まわりに回転するファスナー回転装置12を具備する。ファスナー回転装置12は、ファスナー25を軸方向に把持する第1把持部123及び第2把持部125と、第1把持部123及び第2把持部125の少なくとも一方に対してトルクが伝達可能に接続されたモータ122とを備える。
(もっと読む)
シール塗布装置
【課題】本発明の目的は、ファスナーにシール剤を均一に塗布することが容易なシール塗布装置及びシール塗布方法を提供することである。
【解決手段】シール塗布装置1が備えるシール剤吐出装置11は、ファスナー25に塗布されるべきシール剤を吐出する。シール剤吐出装置11は、シール剤が充填されたシールカートリッジ112に吐出パンチ111を押し込む吐出パンチ送り装置113を備える。吐出パンチ送り装置113は、シール剤の吐出量が一定に制御されるように吐出パンチ111の押し込み力を変化させる。
(もっと読む)
印刷装置及び製造装置
【課題】装置の小型化及び基材の安定搬送に寄与できる印刷装置を提供する。
【解決手段】複数の処理装置と、複数の処理装置の間で基材を搬送する搬送部とを有する。搬送部による基材の搬送経路に臨んで設けられた除電部20と、搬送部を制御して、処理装置に基材を搬送する際に、除電部を経由する搬送経路R1〜R5を辿らせる制御部とを備える。
(もっと読む)
接着剤供給装置及び接着剤供給方法
【課題】接着剤の流動防止のための線幅を細く維持しつつ、均一で高い貼り合わせ厚を確保できる接着剤供給装置及び接着剤供給方法を提供する。
【解決手段】貼り合わせ対象となるワークS1に対して、接着剤R1を線状に複数回、重ねて供給する供給部10と、供給部10が接着剤R1を供給する毎に、接着剤R1の硬化を進行させる処理を行うことにより、土手部Bを形成する硬化処理部11と、を有する。供給部10が、土手部B内に接着剤R2を充填し、貼合部において、他方のワークを貼り合わせる。
(もっと読む)
ロールへの塗膜形成装置およびそれを用いた塗布方法
【課題】ロールへの塗膜形成として、塗布液の無駄をなくし、均一に塗布できる装置及び塗布方法を提供することである。
【解決手段】ロールを水平に両端チャックして、所望の周速度で回転し得るロールへの塗膜形成装置において、前記ロールの上側より近接し、塗布液を上側より塗布する塗布ヘッドと、前記塗布液を必要な量だけ塗布ヘッドに供給する塗布液供給手段と、
前記塗布ヘッドの面長を、前記ロールの面長より両端を短くし、前記ロールの両端に未塗布部を形成し、前記塗布ヘッドの両端の外面に、塗布ヘッドと相対する前記未塗布部との距離を測定する手段と、前記距離を測定する手段と連結して距離を一定に制御する手段と、
を備えたことを特徴とするロールへの塗膜形成装置。
(もっと読む)
塗膜形成装置、その塗膜形成装置により塗膜が形成された電子写真用定着部材、その電子写真用定着部材を有した画像形成装置
【課題】被塗装物の一定の速度で移動させることを可能としながらも、被塗装物の外周面と塗布ノズルとの間の間隔を一定に保つことができる塗膜形成装置を提供する。
【解決手段】塗膜形成装置1は基体4を保持する保持部18と基体4の外周面4cに塗料を塗布する塗布ノズル19と塗布ノズル19を移動させる移動支持部26を有する。保持部18が基体4の内側に通されるマンドレル25を備えている。マンドレル25の上端部には基体4の内周面に向かって気体を噴出する噴出口28が設けられている。塗布ノズル19の塗料を吐出する塗布スリット19bがマンドレル25の上端部と相対する位置に設けられている。
(もっと読む)
塗布装置、及び塗布方法
【課題】塗布液を適切に滴下させることができる塗布装置、及び塗布方法を提供することを課題とする。
【解決手段】塗布装置1であって、塗布液を滴下口14へ液送して滴下させる滴下部5と、滴下口14の滴を検出する検出部15と、滴下部5が塗布液を被塗布面へ滴下開始するタイミングを、検出部15が検出する滴下口14の滴の大きさ及び滴下の状態に応じて制御する制御部7と、を備える。
(もっと読む)
液体噴射装置
【課題】 支持部材に対する被噴射材の浮き上がりが生じている状態においても高精度な液体噴射を実行可能な液体噴射装置を実現する。
【解決手段】 記録紙支持部材13に支持される記録紙Pの裏面の反射光を受ける反射鏡22と、反射鏡22を介して、記録紙支持部材13に支持される記録紙Pの裏面の反射光を結像させるテレセントリック光学系24と、テレセントリック光学系24による結像を電気信号に変換して出力するイメージセンサー25と、テレセントリック光学系24の光軸方向へ反射鏡22を変位させる焦点調整装置26とを含む記録紙検出装置20を備え、制御装置100は、テレセントリック光学系24による結像が合焦状態となるように反射鏡22の位置を調整し、合焦状態における反射鏡22の位置に基づいて記録ヘッド17から記録紙Pへインクを噴射するタイミングを調整する。
(もっと読む)
グリース塗布装置
【課題】弱手作業者や片手作業者であっても使用可能なグリース塗布装置を提供する。
【解決手段】図(a)に示すように、作業者は手52の指53で棒状ワーク10の細幅部14を摘んで、スライドブロック25のワーク載せ部26及び補助ワーク載せ部27に載せる。図(b)に示すように、指53で棒状ワーク10の細幅部14を摘んだままで、手52で棒状ワーク10を矢印(4)のように押す。棒状ワーク10が所定位置まで前進したら、棒状ワーク10に適量のグリースが塗布される。塗布が終わったら、棒状ワーク10を矢印(4)とは反対方向に引き、スライドブロック25から外す。これで、一連の塗布作業が終了する。
【効果】一連の作業は、片手で実施することができる。片手作業者であっても作業を行うことができる。加えて、棒状ワークはスライドブロックに載せる程度でよく、スライドブロックに押さえつける必要はない。弱手作業者であっても作業を行うことができる。
(もっと読む)
液体定量吐出装置の液体吐出構造
【課題】液体の吐出量の制御を精度よく行うことができ、かつ高価な高圧供給装置を使用せずに済ますことができる液体定量吐出装置の液体吐出構造を提供する。
【解決手段】グリススプレーディスペンサのディスペンサヘッド2にギヤポンプ27を一体に組み込む。ギヤポンプ27の一対のギヤ29,30が回転すると、流入口側(イン側)に吸引圧が発生し、流出口側(アウト側)に吐出圧がそれぞれ発生する。これにより、グリスタンク内のグリスがギヤポンプ27により引き込まれ、ギヤポンプ27で昇圧された後、グリスがディスペンサヘッド2の吐出口から高圧吐出される。
(もっと読む)
ワックス塗布装置および塗布方法
【課題】ハブホイールのインロー部に均一な膜厚で十分な量のワックスを塗布することができるワックス塗布装置および塗布方法を提供する。
【解決手段】ハブホイール50を回転駆動する回転台42と、インロー部52の外周面との間に間隙48が形成されるように配置された少なくとも一つの爪部44と、少なくとも一つの爪部44のいずれかに形成され、ハブホイール50を回転させながら間隙48にワックスを吐出する吐出口49と、吐出口49を介して間隙48に吐出するワックス量を計量するワックス計量部とを備える。
(もっと読む)
金属粒子を含む少なくとも一つの防食性液体コーティング剤を加工品に塗布するための方法及び装置。
本発明は、少なくとも一つの防食性、液体、金属粒子含有コーティング剤を加工品(2)に塗布するための方法に関し、次の工程、コーティング剤の第1層を加工品(2)に塗布すること、第1層にコーティング剤の第2層を塗布すること、を有する。防食性、液体、金属粒子含有コーティング剤から構成される二つの層のコーティングの時間効率的塗布を可能とする方策を示唆するために、第2層は、第1層がまだ乾燥を必要としている間に塗布されることが提示される。
 (もっと読む)
(もっと読む)
高粘度潤滑油等の充填吸引機
【課題】 簡単な動作で楽に粘度の高い流動体を吸引かつ吐出できる充填吸引機を提供する。
【課題を解決するための手段】 充填吸引機1は、ピストン30を駆動するピストンロッド40を備え、ピストンロッド40はラチェット式送り機構60によって前方又は後方に送られる。送り機構60は、握り手付きフレーム50と、握り手52の前後に配置されたラチェット組立体61、62と、を有する。各ラチェット組立体は、握り手52に向かって回動する引き金80と、ピストンロッド40にスライド可能に挿通されて、引き金80の回動によってピストンロッド40に噛み合うラチェットプレート70と、ラチェットプレート70を握り手52の方向に付勢するバネ75と、を有する。ラチェットプレート70がピストンロッド40に噛み合った状態で、引き金80を回動させることにより、ピストンロッド40が前進又は後退し、流動体を吐出又は吸引する。
(もっと読む)
ペースト状物質塗布装置
【課題】ワークの表面にペースト状物質を複数の帯状又は線状で均一に塗布することができるペースト状物質塗布ノズルを提供する。
【解決手段】ペースト状物質塗布ノズル4は、加圧されたペースト状物質が流通するペースト状物質流路45を備えており、ペースト状物質流路45は、比較的広い流路断面積を有するペースト状物質溜め48と、ペースト状物質溜め48の下流側に設けられた、比較的狭い流路断面積をそれぞれ有する複数の吐出流路51、52にして、共通のペースト状物質溜め48に開口している入口51a、52a及びワークWに面する位置に開口している吐出口51b、52bをそれぞれ有する複数の吐出流路51、52とを含んでいる。複数の吐出流路は、入口と吐出口とを直線で結ぶ最短距離が互いに異なっている場合であっても、入口から吐出口にかけての流路抵抗が互いに等しくなるように形成されている。
(もっと読む)
印字装置
【課題】円筒の側面形状を側面に有する物体の側面に、歪みのない印字をすることができる印字装置を提供する。
【解決手段】被印字体である円筒の側面形状を側面に有する物体(円筒状のハニカム構造体)101が載置され、載置された当該物体(ハニカム構造体101)を上記「円筒の側面形状」についての中心軸(円筒状のハニカム構造体101の中心軸)を中心にして回転(自転)させる回転テーブル1と、載置された当該物体(ハニカム構造体101)の円筒の側面形状に形成された側面(外周面)102に、円筒の側面形状に形成された側面(ハニカム構造体101の側面102)との距離を一定に保った状態でインク12を噴射する印字ヘッド11を有するインクジェットプリンタ13と、回転テーブル1の回転位置に合わせて印字ヘッド11からインク12を噴射するように制御するための制御部21とを備えた印字装置。
(もっと読む)
塗工装置、塗工方法、管状成型体の製造方法、無端ベルト、中間転写ベルト、転写ベルト、搬送ベルト、定着ベルト、および画像形成装置
【課題】粘度が高く、チクソトロピ性を有する塗工液を、芯体の回転数を上げて塗工した場合においても塗布液への空気の巻き込みを抑制できる塗工装置等の提供。
【解決手段】芯体10を、軸線が水平になるように支持するとともに、軸線の回りに回転させる保持部材12と、保持部材12によって支持された芯体10の軸線に沿って前記芯体の一端から他端に向かって移動しつつ、芯体10の外表面に塗工液を流下させるディスペンサ20と、先端部が芯体10の外表面に所定の押圧力で押圧された状態でディスペンサ20と共に芯体10の一端から他端に向かって移動しつつ、ディスペンサ20から芯体10の外表面に流下した塗工液を所定の厚みに均すブレード22と、を備え、ブレード22の先端部における芯体10に接する側の面が、前記芯体の外表面の湾曲方向とは反対の方向に湾曲または屈曲するように形成されている塗工装置。
(もっと読む)
プリキュアシーラ塗布・加熱装置
【課題】板金ワークの重ね合わせ部に熱硬化性の接着剤を塗布して硬化させるプリキュアシーラ塗布・加熱装置において、板金ワークに熱歪みを発生させることなく塗布した接着剤を硬化させると共に、接着剤の塗布・硬化のための作業時間を短縮させる。
【解決手段】ロボットアーム2の先端に装着されたシーラガン3により板金ワークWの重ね合わせ部に熱硬化性の接着剤60を塗布するプリキュアシーラ塗布・加熱装置であって、接着剤60には、導電性の金属粉70が混入されており、シーラガン3の先端に取り付けられた接着剤60を塗布するための、非導電材で形成されたシーラノズル12と、シーラガン3に止め具14により取り付けられ、シーラノズル12の周囲を囲むように配置された、シーラノズル12と同心の螺旋状の高周波加熱コイル13とを有する。
(もっと読む)
シール剤塗布ノズル
【課題】かしめ後のかしめ部に短時間で見栄えよくシール剤を塗布するためのシール剤塗布ノズルを提供すること。
【解決手段】本発明のシール剤塗布ノズル1は,シール剤が注入される雌ネジ部11(注入口)を有する筒部10と,シール剤を吐出する吐出口22を有する吐出部20とを有し,筒部10における雌ネジ部11の反対側と吐出部20における吐出口22の反対側とが隙間なく連結されており,吐出部20は,吐出口22を含み,吐出口22から離れるほど大径で,柔軟材で形成され径方向に伸縮する伸縮部21を有するものである。
(もっと読む)
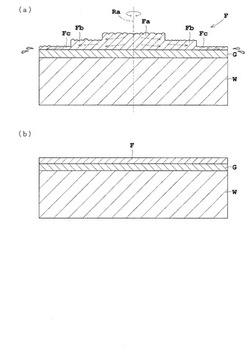
被覆層成形方法
【課題】部品に被覆層を形成するときの塗料液を最小にするとともに、被覆層の成形面の寸法精度を良好にする被覆層成形機を提供する。
【解決手段】被覆層成形機は、回転支持装置2と、供給部15と、層形成装置20と、塗料除去手段30とを有し、被覆層を成形する塗着形成部21の傾斜角を被覆面Dの塗料の回転接線方向に対し30°〜70°に保持するとともに、塗料除去手段30で塗着形成部21に付着した余剰塗料液を除去する。
(もっと読む)
1 - 20 / 57
[ Back to top ]