
Fターム[4F072AD38]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 縮合系樹脂 (6,065) | ポリエステル系(ジアリルフタレート) (696) | 不飽和ポリエステル (301)
Fターム[4F072AD38]の下位に属するFターム
Fターム[4F072AD38]に分類される特許
81 - 100 / 281
プリプレグの製造方法
【課題】 従来技術の問題点を解決した上で、空気溜まりを防止し、補強繊維への樹脂含浸むら、プリプレグの外観欠点の発生を防止する、プリプレグの製造方法を提供する。
【解決手段】 重ね合せ体を、加熱、加圧して樹脂組成物を補強繊維に転移、含浸するプリプレグの製造方法において、重ね合せ体の移送方向に多段に設けた含浸ロール直前の重ね合せ体に生じる空気溜まりを、樹脂組成物を担持したシートに重ね合せ体の移送方向に平行な切り込みをカッター刃アレイにより入れることによって排出する、ブリプレグの製造方法。
(もっと読む)
表面改質繊維を用いたプリプレグ
【課題】補強基材の優れた力学物性をFRP等の複合材物性に反映させることができる、繊維基材とマトリックス樹脂の接着性に優れたプリプレグシートを提供する。
【解決手段】引張強度が8cN/dtex以上の繊維からなる基材に、熱硬化性樹脂または熱可塑性樹脂を複合してなるプリプレグシートであって、
前記繊維は、原子間力顕微鏡による、繊維長軸方向4μm×繊維短軸方向2μmの観察視野の範囲中に、繊維短軸方向に0.1μm以上連なり、かつ深さが10〜100nmである、ひび割れ状の凹部を20個以上有することを特徴とするプリプレグシート。
(もっと読む)
航空機用スキッドレール及びその製造方法

【課題】 耐摩耗性及び加工性に優れた航空機用スキッドレール及びその製造方法を提供する。
【解決手段】 (i) 航空機の胴体下腹部に接合される長板部21、及びその長手方向に一体的に隔設されたボス部22a〜22iを有する基部2と、(ii) レール状一体構造物を形成するように、ボス部22a〜22iの間に接着された芯部3a〜3hと、(iii) ボス部22a〜22i及び芯部3a〜3hを被覆する外皮部4とを有し、基部2及び外皮部4がガラス繊維及び/又は炭素繊維の布基材を含む第一の繊維強化プラスチックからなり、芯部3a〜3hが前記第一の繊維強化プラスチック中の繊維より高い耐摩耗性を有する繊維の布基材を含む第二の繊維強化プラスチックからなる航空機用スキッドレール。
(もっと読む)
プリプレグおよびプリプレグの製造方法
【課題】基材織物に樹脂を含浸させて製造するプリプレグについて、含浸時に生じる幅方向に対する繊維の目曲がりを防止することにより、元の基材織物の繊維方向が保持されるプリプレグおよびその製造方法を提供する。
【解決手段】基材織物たる多軸織物11を有し、該多軸織物11に樹脂フィルム23・24を形成する樹脂が含浸されるプリプレグ21であって、多軸織物11の幅方向両端部に離型紙12が縫合され、かつ、該離型紙12は、樹脂(樹脂フィルム23・24)が多軸織物11に含浸される前に、多軸織物11に縫合される。
(もっと読む)
繊維強化プラスチック成型品の製造方法および繊維強化プラスチック成型品
【課題】強度を向上した繊維強化プラスチック成型品の製造方法および繊維強化プラスチック成型品を提供する。
【解決手段】本発明の繊維強化プラスチック成型品10の製造方法は、以下の工程を備えている。天然繊維と第1の樹脂とを含む第1のシートを準備する。第1のシートの表面に、第1の補強繊維と第2の樹脂とを含む第2のシートを配置し、かつ第1のシートの裏面に、第2の補強繊維と第3の樹脂とを含む第3のシートを配置する。第1、第2および第3のシートの第1、第2および第3の樹脂を硬化する。
(もっと読む)
SMCの収納装置
【課題】SMCシートの切断箇所を静止させることができるSMCの収納装置を提供する。
【解決手段】揺動アーム1によりSMCシートSを折り重ねて収納するSMCの収納装置Aであって、揺動アーム1の下方の作業スペースに位置される収納部92aを移動させると共に後方から次の収納部92bを移動させて作業スペースに設置する収納部移動手段6と、SMCシートSを切断する切断手段7と、揺動アーム1の下端の移動速度をSMCシートSの送り出し速度と略一致させる揺動制御を行う揺動制御手段と、を備える。切断手段7でSMCシートSを切断するにあたり、揺動アーム1を揺動範囲の端部で停止させるとともに、作業スペースに位置している収納部92aと次の収納部92bとを収納部移動手段6により移動させ、次の収納部92bが作業スペースに位置すると、収納部移動手段6による移動を停止させ、揺動アーム1を揺動制御により揺動させながら切断を行う。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】成形型のキャビティ壁面に突起や凹溝等が存在する場合であっても、表層の意匠性面材を構成するクロス材のクロス目のよたりが生じない、もしくは生じに難い繊維強化樹脂材の製造方法と、高意匠性を有する繊維強化樹脂材を提供する。
【解決手段】配向方向が異なる複数の面状繊維束層が積層し、さらに、繊維束層内に介在して、射出される第1の樹脂よりも弾性率の高い第2の樹脂にて成形された中間層2を有する、繊維束層ユニット10と、繊維束層ユニット10の一方側に配されて、意匠性を付与する表面層3と、からなる積層体20が成形型内に準備される第1の工程、成形型内に第1の樹脂を注入することにより、表面層3に該第1の樹脂が含浸硬化して表層繊維基材3Aが形成され、繊維束層内に該第1の樹脂が含浸硬化して強化繊維基材11A,12A,13A,14Aが形成されて、繊維強化樹脂材を製造する第2の工程、からなる。
(もっと読む)
多軸ステッチ基材とそれを用いたプリフォーム
【課題】強化繊維基材の製造、カット、樹脂含浸、プリフォーム化等の中間工程において、繊維角度のズレが少ない、コンポジット(FRP)物性に優れた多軸ステッチ基材とそれを用いたプリプレグ等を提供すること。
【解決手段】強化繊維束が平行にシート状に配列された層が2層以上積層され、それらの層がステッチ糸により一体化された多軸ステッチ基材であり、いずれの層も積層角度が0度ではなく、それぞれの層は、50gfの荷重による伸びが10%以下であるステッチ糸を用いてチェーンステッチ(単環縫い)によって拘束されており、且つ、ステッチを形成する1本のステッチ糸が、多軸ステッチ基材1m当たり、特定の長さで使用されている多軸ステッチ基材であり、これとマトリックス樹脂とからなる繊維強化プラスチックは衝撃吸収体として有用である。
(もっと読む)
布状長繊維セルロース、この布状長繊維セルロースを用いた複合材料、及び、布状長繊維セルロースの製造方法
【課題】使用する樹脂毎に、バインダの設計・検討を必要としない、布状長繊維セルロース、この布状長繊維セルロースを用いた複合材料、及び、布状長繊維セルロースの製造方法を提供する。
【解決手段】短繊維セルロースを、長繊維セルロース表面に固着させた布状長繊維セルロース。長繊維セルロースの直径は、0.01〜5mmであると好ましく、また、短繊維セルロースの直径は、0.5〜10μmであり、短繊維セルロースの長さは、0.01〜5mmであると好ましい。また、短繊維セルロースが、長繊維セルロース表面において、繊維同士の物理的な絡み合いを形成していると好ましい。短繊維セルロース分散液に布状長繊維セルロースを含浸させる第1工程と、前記分散液の溶媒を除去する第2工程とにより製造される、布状長繊維セルロースの製造方法。
(もっと読む)
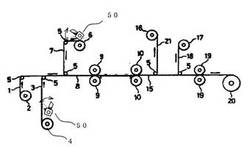
SMCの製造方法及びSMCの製造装置
【課題】経済的、資源節約の面で有効であり低コストでSMCの製造が可能なSMCの製造方法及びSMCの製造装置を提供する。
【解決手段】離型フィルム6上に樹脂組成物5,5’とガラス繊維7とを含むSMC材料を供給して得られた離型フィルム6とSMC材料からなるシート状の積層物9を搬送しつつ積層物9の上面側及び下面側から加圧してガラス繊維7間に樹脂組成物5,5’を含浸させる含浸工程と、含浸した積層物9を重ねる工程を含むSMCの製造方法であって、前記含浸工程における積層物9の上面側からの加圧は、加圧面がSMC材料に対して離型性を有する加圧手段4によってSMC材料を直接加圧して行う。
(もっと読む)
複合材料の製造方法
【課題】製造過程において樹脂と充填材との間に生ずる収縮量の差を抑制することにより、複合材料の寸法安定性の悪さやクラックの原因となる残留応力を低減できる製造方法であって、硬化性樹脂や充填材の種類及び配合割合の制限を受けることなく、成形加工性にも優れた複合材料の製造方法を提供すること。
【解決手段】硬化性樹脂と充填材とを含む複合材料の製造方法において、未硬化の硬化性樹脂の硬化を複合材料の使用環境温度よりも低い温度雰囲気下で行うことを特徴とする製造方法である。
(もっと読む)
熱伝導性成形体及びその製造方法
【課題】熱伝導性成形体及びその製造方法において、簡単な組成で金属と同等以上の高い熱伝導率を持ちながら有機合成樹脂並みに軽く、低コストである素材を製造できること。
【解決手段】切断工程(a)において炭素繊維が所定長さの短繊維2Aに切断され、整列工程(b)において短繊維2Aがプレス金型10内に整列させられ、流入工程(c)において短繊維2Aが整列したプレス金型10内に液状エポキシ樹脂3Aが流入させられ、プレス工程(d)においてプレス金型10,12によって液状エポキシ樹脂3Aが整列した短繊維2Aとともに整列した方向と垂直な方向にプレスされ、短繊維の間及び単繊維の束である短繊維の中に入り込むとともに、圧縮されて液状エポキシ樹脂3Aの占める体積が必要最小限となる。その後、硬化工程(e)において液状エポキシ樹脂3Aが硬化することによって、全体に表面硬度と強度とが付与されて、熱伝導性成形体1Aが得られる。
(もっと読む)
シートモールディングコンパウンドの製造方法及びシートモールディングコンパウンド用増粘剤
【課題】初期の粘度は低く、短時間で増粘してハンドリングすることが可能になる時間を短縮することができるシートモールディングコンパウンドの製造方法を提供する。
【解決手段】不飽和ポリエステル樹脂、重合性単量体、無機増粘剤を少なくとも含有する不飽和ポリエステル樹脂組成物を補強繊維に含浸してシートモールディングコンパウンドを製造する方法に関する。無機増粘剤として、BET比表面積が40〜200m2/gであり、且つ重合性単量体に可溶な金属非含有の有機物で被覆されているものを用いる。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】プロセス性とタック性を満足させるプリプレグ、および衝撃後圧縮強度と高温高湿時における層間剪断強度とを満足させる炭素繊維強化複合材料用の提供。
【解決手段】強化繊維(A)、硬化物の曲げ弾性率が2.8GPa以上5.7GPa以下であるエポキシ樹脂組成物(B)および硬化物の曲げ弾性率が3.1GPa以上6.0GPa以下であるエポキシ樹脂組成物(C)からなり、前記エポキシ樹脂組成物(C)の硬化物の曲げ弾性率が前記エポキシ樹脂組成物(B)の硬化物の曲げ弾性率より大きく、前記エポキシ樹脂組成物(C)が前記エポキシ樹脂組成物(B)より表面側に偏在しているプリプレグ、および上記プリプレグを硬化して得られる炭素繊維強化複合材料。
(もっと読む)
反応性ポリマープリプレグを作成するための装置及び方法
反応性ポリマーが予備含浸された強化材料を製造する方法及び装置であり、反応性熱硬化性樹脂の実質的に固体粒子の不揮発性の組成物を周囲温度で多孔質基材の表面に適用し、最初に、反応性熱硬化性樹脂の粒子の第一の部分を溶融する。反応性熱硬化性樹脂の粒子の第一の部分が、多孔質基材の少なくとも1つの層の隙間に流入し、実質的に不揮発性の組成物の残部は、固体で残される。強化材料の供給ロールと、ドレープ性のあるポリマーが予備含浸された強化材料の受取ロールと、フィーダーロールから強化材料をその上に載せるコンベアベルトと、実質的に不揮発性の組成物を20g/m2〜約2,000g/m2程度沈着させるための粒子沈着ホッパーとからなるドレープ性のあるポリマー予備含浸樹脂強化材料を製造する装置である。 (もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 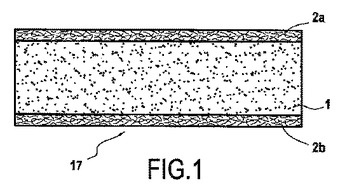 (もっと読む)
(もっと読む)
ガラスチョップドストランドマット用バインダー
【課題】 従来のバインダーに比べその供給量が低減でき、かつ必要な均一強度を有するガラスチョップドストランドマットを与えるバインダーを提供する。
【解決手段】 レーザー回折散乱法による体積平均粒子径DVが100〜250μm、300μm以上の体積基準粒子径を有する粒子の割合が20重量%以下、かつ、体積基準の粒子径分布の変動係数CVが0.1〜30%であるポリエステル樹脂粉末(A)を含有してなり、(A)のDVと、ガラスストランド直径K(μm)との比[DV/K]が0.1/1〜4/1であることを特徴とするガラスチョップドストランドマット用バインダー。
(もっと読む)
光硬化性プリプレグシート
【課題】貼付面側まで確実に硬化させることが可能な光硬化性プリプレグシートを提供する。
【解決手段】本発明に係る光硬化性プリプレグシートは、光硬化性の主剤樹脂、及び光重合開始剤、及び/又は補強材を含有する光硬化性樹脂組成物の層を光照射面側と貼付面側とにそれぞれ有するプリプレグシートにおいて、該貼付面側の光硬化性樹脂組成物層の硬化に要する積算光量が、該光照射面側の光硬化性樹脂組成物層の硬化に要する積算光量よりも小さいことを特徴とする。
(もっと読む)
SMCの製造方法
【課題】両離型フィルムに挟持されたSMC材料が離型フィルムの幅方向に広がるのを防止することができるSMCの製造方法を提供する。
【解決手段】一の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給すると共に繊維22を散布し、他の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給し、上記一の離型フィルム11上の成形材料21と繊維22の上に他の離型フィルム12上の成形材料21と該離型フィルムとを重ね、これらを連続して送りつつ上下一対の含浸装置43としてのネットコンベア間に通すことによってSMC材料2を両離型フィルム間に挟持するSMCの製造方法である。両離型フィルムの幅方向の両端部近傍をそれぞれ該離型フィルムの長手方向に亘って断続的に溶着する。
(もっと読む)
プリフォームおよび繊維強化プラスチックの成型方法
【課題】従来のRTM成形に於いてコストアップの要因となっていた外周部分のトリム加工が簡便に実施でき、且つ製品外周部の強度低下が小さい繊維強化プラスチック成形体を得る。
【解決手段】少なくとも強化繊維のみからなる第1の基材と、強化繊維に予め樹脂を含浸させた第2の基材とから構成され、第2の基材が第1の基材の外周部の少なくとも一部に配置されてなるとともに、第2の基材の厚みが第1の基材の厚みより厚いことを特徴とするプリフォーム。
(もっと読む)
81 - 100 / 281
[ Back to top ]