
Fターム[4F072AD38]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 縮合系樹脂 (6,065) | ポリエステル系(ジアリルフタレート) (696) | 不飽和ポリエステル (301)
Fターム[4F072AD38]の下位に属するFターム
Fターム[4F072AD38]に分類される特許
41 - 60 / 281
シートモールディングコンパウンドの製造方法とそれに用いる強化繊維
【課題】強化繊維や無機充填剤等の安定した含浸性、分散性を確保し、かつ、ハンドリング可能な粘度への到達速度を高めて養生期間を短縮することができるシートモールディングコンパウンドとそれに用いる強化繊維を提供する。
【解決手段】不飽和ポリエステル樹脂、重合性単量体、低収縮剤、無機充填剤、および増粘剤を含有するコンパウンドを調製する工程と、コンパウンドをフィルムに塗布する工程と、強化繊維に予め水分を付与する工程と、この予め水分を付与した強化繊維をフィルムに塗布したコンパウンドに散布し、強化繊維をコンパウンドに含浸する工程とを含むことを特徴とする。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
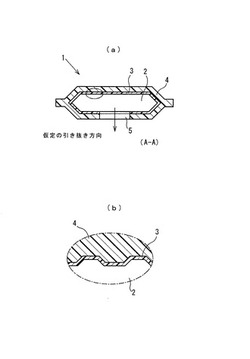
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
ミクロフィブリル化植物繊維及びその製造方法、並びにそれを用いた成形材料、及び樹脂成形材料の製造方法

【課題】ビーズミルを用いて植物繊維を効率よく微細化することにより、例えば射出成形後において弾性率の異方性が小さい樹脂成形材料に用いられるミクロフィブリル化植物繊維の製造方法、及び該製造方法により得られる樹脂成形材料を提供し、また、該製造方法により得られるミクロフィブリル化植物繊維と樹脂とを混合することによって得られる弾性率の異方性が小さい成形材料及びその製造方法を提供する。
【解決手段】(1)植物繊維及び水を含む懸濁液を調製する工程、及び(2)工程(1)により得られる懸濁液、及びビーズをビーズミルに入れ、解繊する工程を含む、ミクロフィブリル化植物繊維の製造方法である。
(もっと読む)
プリプレグおよびその製造方法、繊維強化樹脂成形体
【課題】繊維目付の大きな強化繊維基材と、速硬化性を有する樹脂を用いてなる一方向プリプレグにおいて、品質に優れ、スリット時の取扱い性も良く、成形サイクルに優れ、成形後の成形体内部のボイド発生率が少ない、幅方向の繊維目付バラツキが少ない一方向プリプレグを、比較的安価に提供すること。
【解決手段】フィラメント数が24,000〜60,000の強化繊維糸条と樹脂を有してなる一方向プリプレグであって、該プリプレグの単位面積当たりの繊維質量が400〜1,400g/m2、そのプリプレグの単位面積当たりの繊維質量の幅方向のバラツキが変動率で2.5%未満であり、110℃で1時間以内加熱し、硬化して得られる硬化物のガラス転移温度が100℃以上となる前記樹脂を、前記強化繊維糸条を有してなる強化繊維基材に含浸してなるものであって明細書に記載されるテープピール試験法にて測定された含浸性レベルが6.5以上の範囲にある一方向プリプレグ。
(もっと読む)
遮光性に優れたFRP成形品及びその成形方法
【課題】従来の技術を改良し、より遮光性に優れたFRP成形品を提供すること。
【解決手段】一方向配列炭素繊維からなる繊維強化材とマトリックス樹脂とからなるFRP成形品であって、該マトリックス樹脂に、粒径が1〜30nmのカーボンブラックが、マトリックス樹脂に対し0.1〜2重量%配合されている遮光性に優れたFRP成形品と、かかるFRP成形品のRTM成形法又はプリプレグ法による成形方法。マトリックス樹脂としてはビニルエステル樹脂が好ましい。
(もっと読む)
成形材料及びその製造方法
【課題】優れた機械強度を有する熱硬化性樹脂成形材料を得るために用いられる、アニオン変性ミクロフィブリル化植物繊維及びその製造方法、並びに該アニオン変性ミクロフィブリル化植物繊維と熱硬化性樹脂を含有する成形材料、及びその製造方法を提供する。
【解決手段】熱硬化性樹脂、及び塩基存在下で式(I):X−(CH2)n−COOH(I)
(式(I)中、Xはハロゲン原子を表し、nは、1又は2を表す)で表されるカルボン酸又はその塩によってアニオン変性されたアニオン変性ミクロフィブリル化植物繊維を、熱硬化性樹脂100重量部に対して、10〜900重量部含有する成形材料である。
(もっと読む)
複合物品の製造方法
【課題】飛行機部品又はボート部品のような複合物品の製造方法が提供される。
【解決手段】この方法では、S1複数のプリプレグ30及び1以上のミクロポーラス通気膜55を含むプリプレグレイアップ80を調製し、S2プリプレグレイアップ80をガス不透過性真空バッグ65で包囲し、S3ガス不透過性真空バッグ65で包囲された体積を排気して複数のプリプレグ30を予備圧密化し、S4複数のプリプレグ30を圧密化し、S5排気を停止する。
(もっと読む)
繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体
【課題】繊維基材の端部に段差がなく、かつ繊維内に樹脂が均一に浸透し易く、均一な物性の成形品を得ることが可能な繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂用シート10は、不織布15と繊維基材13を含み、繊維基材13を構成する繊維11は少なくとも一方向に揃えられ、繊維基材13端面は突き合わされており、突き合わせ部14の少なくとも一面に不織布15が配置され、不織布15と繊維基材13とは、不織布15表面に付与された接着層により一体化されており、前記表面に接着層が付与された不織布15は、JIS L 1096、1999.8.27.1A法で規定されるフラジール法で150〜700cm3/(cm2・S)の範囲の通気量を有する。本発明の繊維強化樹脂成形体は、前記繊維強化樹脂用シートとマトリックス樹脂を含む。
(もっと読む)
抄紙基材および繊維強化成形基材の製造方法
【課題】複数種の固形成分を含む抄紙基材であっても、分散状態に優れる抄紙基材を得る方法であって、さらには、複雑な基材構成の抄紙基材を生産性よく製造することのできる方法を提供すること。
【解決手段】少なくとも、(i):第1の固形成分を分散媒体中に分散させたスラリー(a)に調整する工程、(ii):第2の固形成分を分散媒体中に分散させたスラリー(b)に調整する工程、(iii):スラリー(a)、(b)を同一の抄紙槽に輸送する工程、(iv):工程(iii)で輸送されたスラリーから分散媒体を除去して抄紙基材を得る工程を含む、抄紙基材の製造方法。
(もっと読む)
高分子複合材料成形体およびその製造方法
【課題】機械特性、熱特性、光学特性、電気特性等の各種特性が直交する2つの方向で向上する高分子複合材料成形体及びその製造方法を提供することにある。
【解決手段】高分子材料M中には、異方性磁化率が正の値である第1の繊維Fpと、異方性磁化率が負の値である第2の繊維Fnとが含有されている。第1の繊維Fpは、高分子複合材料成形体の厚み方向である第1の方向に配向されている。また、第2の繊維Fnは、第1の方向と直交する第2の方向、即ち、高分子複合材料成形体の面方向に配向されている。
(もっと読む)
樹脂組成物および透明複合基板
【課題】 本発明の目的は、透明複合基板とした際に、保管時や使用時における表面凹凸の発生が抑制できる樹脂組成物を提供することにある。また、本発明の別の目的は、保管時や使用時における表面凹凸の発生が抑制できる透明複合基板を提供することにある。
【解決手段】 本発明の樹脂組成物は、透明性樹脂と、ガラス繊維基材と、無機充填剤とで構成される透明複合基板に用いる樹脂組成物であって、前記樹脂組成物は、透明性樹脂と、無機充填剤とを含み、該無機充填材が、前記ガラス繊維基材と同じ組成を有するガラスで構成されていることを特徴とする。また、本発明の透明複合基板は、上記に記載の樹脂組成物と、ガラス繊維基材とで構成されることを特徴とする。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 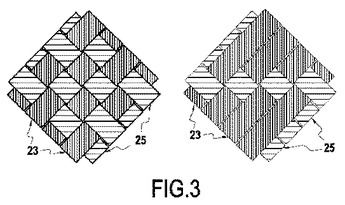 (もっと読む)
(もっと読む)
シート状プリプレグおよびその製造方法
【課題】低樹脂量であり、また樹脂目付バラつき小さな炭素繊維プリプレグ作成し、これにより、巻き付け時に必要なプリプレグ両面でのタック性を確保し、品位良好な低樹脂量プリプレグ提供すること。
【解決手段】炭素繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、該炭素繊維は、単位面積当たりの質量が100〜250g/m2となるように一方向に配向され、該熱硬化性樹脂は、少なくとも該シート状プリプレグの両表面に存在しており、該熱硬化性樹脂の該シート状プリプレグに占める樹脂質量含有率が6〜10%、かつ、明細書に記載の方法で測定されたシート状プリプレグ両表面のタック値が1.0N以上であることを特徴とするシート状プリプレグ。
(もっと読む)
繊維強化成形材料
【課題】成形性、平滑性等の各種物性に優れ、かつ、VOC放散量が充分に抑制され、自動車室内と隔離されていないルーフやドア等の自動車外板に好適に用いられる繊維強化成形材料及びその成形品を提供する。
【解決手段】(a)不飽和ポリエステル、(b)ビニル系単量体、(c)低収縮化剤、(d)硬化剤、(e)充填材及び(f)強化繊維を含んで構成される繊維強化成形材料であって、該(c)低収縮化剤は、共役ジエン単量体の重合体、及び、芳香族ビニル単量体と共役ジエン単量体とのブロック共重合体からなる群より選択される少なくとも1種の熱可塑性樹脂を必須とし、該(d)硬化剤は、t−ヘキシルパーオキシアセテートを必須とすることを特徴とする繊維強化成形材料。
(もっと読む)
繊維強化樹脂硬化物の評価方法
【課題】繊維強化樹脂硬化物の繊維への樹脂含浸状態を簡単に外観で評価することができる繊維強化樹脂硬化物の評価方法を提供する。
【解決手段】繊維強化樹脂硬化物の繊維への樹脂含浸状態の評価方法であって、繊維強化樹脂硬化物を超音波を印加した水中に浸漬する工程を有することを特徴とする。
(もっと読む)
コアを有するシート・モールディング・コンパウンド
第1の材料で作られた第1の層(12)、第2の材料で作られた第2の層(14)、及び第1の層で作られた第3の層(16)を有する、少なくとも1つの熱成形可能な材料で作られた部品である。3つの層はシートを形成し、シートは製造する部品によって種々の形に成形される。シートは、風車羽根、自動車のバンパー、自動車のドア・パネル、ポンツーン・ボートのポンツーンなどの浮力装置等を製造するために成形することができる。第1の層(12)及び第3の層(16)はSMCであり、第2の層、即ち「コア」は、第1の層と第3の層との間に配置され、第1の層及び第3の層のみを有しコアを有しないシートと比較して、より効率的に第1の層及び第3の層の強度を用いることを可能にする。 (もっと読む)
短繊維配向プリプレグの製造方法
【課題】繊維強化樹脂成形品にした際に充分な機械的物性を発現する短繊維配向プリプレグが容易に得られる短繊維配向プリプレグの製造方法を提供する。
【解決手段】本発明の短繊維配向プリプレグの製造方法は、熱硬化性樹脂と一方向に配向した長さ200mm以上の強化繊維とを含有するプリプレグ形成用シートを前記強化繊維の配向方向に延伸すると共にシートの厚み方向に屈曲して、強化繊維を牽切する方法である。本発明の短繊維配向プリプレグFの製造方法においては、プリプレグ形成用シートを延伸および屈曲する際に冷却することが好ましい。
(もっと読む)
繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法
【課題】生産性の向上を図ることができるとともに、製品精度の向上も図ることができる繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法を得る。
【解決手段】成形型2は、型本体11と、型本体11に設けられ、成形面1を持つ弾性被覆体12とを有している。弾性被覆体12内には、流路16が設けられている。弾性被覆体12は、流路16内の圧力の変化によって弾性変形される。成形面1は、バッグフィルム3で覆われる。成形面1とバッグフィルム3との間の空間は、減圧可能になっている。繊維強化プラスチック成形体は、成形面1とバッグフィルム3との間で製造される。
(もっと読む)
プリプレグ、基板および半導体装置
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10は、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有する。第1樹脂層21と第2樹脂層22とは組成が同一または異なる樹脂材料2で構成され、第1樹脂層21の厚さは、第2樹脂層22の厚さより厚く、プリプレグ10の面方向の熱膨張係数が12ppm以下である。
(もっと読む)
ダーツを設けたパイプリフォームの強化材、その強化材を含むパイプリフォーム、およびパイプリフォームの強化方法
【課題】三次元のパイあるいはT型のプリフォーム(101)のための強化材(201)、その製法、ならびにその強化材を含むコンポジット構造物の提供。
【解決手段】強化材(201)は操り織りファブリックであって、幅、長さ、厚さ(t)で別れた第1面(212)および第2面(213)をもつ。操り織りファブリックの第1面は、プリフォームのダーツ構成部分に添付する。操り織りファブリック強化材は、単一の層あるいは多層のファブリックであり、プログラム可能なテークアップ機構を用いて織ることができる。
(もっと読む)
41 - 60 / 281
[ Back to top ]