
Fターム[4F072AH12]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 樹脂の (189)
Fターム[4F072AH12]に分類される特許
21 - 40 / 189
繊維強化樹脂シートの製造装置及びその製造方法
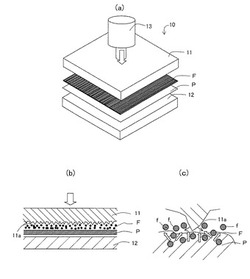
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
繊維強化樹脂成形用材料

【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
複合膜およびその製造方法
【課題】幅広い温湿度範囲で高いイオン伝導性を示し、薄膜でも取り扱い性に優れ、長期安定性に優れた複合膜、及びその製造方法を提供する。
【解決手段】前記複合膜は、ポリベンズイミダゾールナノファイバー不織布の空隙にスルホン化ポリイミドが充填されており、しかもリン酸を含む。前記製造方法は、ポリベンズイミダゾールナノファイバー不織布を作製する工程、前記ナノファイバー不織布の空隙に、スルホン化ポリイミドを充填する工程、スルホン化ポリイミドを充填する前のナノファイバー不織布、及び/又は、スルホン化ポリイミドを充填した後のナノファイバー不織布に、リン酸をドープする工程、を含む。
(もっと読む)
ポリマレイミド系組成物
【課題】より一層耐熱性に優れ、ガラス転移温度が著しく高い硬化物を実現し得るポリマレイミド化合物を提供する。
【解決手段】(A)成分;特定の構造を有する1分子中にマレイミド基を2個以上含むポリマレイミド化合物100重量部に対し、(B)成分;3,3’−ジアリル−4,4’−ジヒドロキシジフェニルエーテルおよび/または4,4’−ジアリルオキシジフェニルエーテルである芳香族液状反応性希釈剤15〜200重量部を含むポリマレイミド系組成物。好ましくはさらに(C)成分;重合促進剤を含む。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
繊維強化プラスチック及びその製造方法
【課題】重量を増加することなく、剛性、耐衝撃性に優れた繊維強化プラスチック及びその製造方法を提供する。
【解決手段】熱可塑性樹脂中に炭素繊維、および、耐熱有機繊維を強化材として含んでなる繊維強化プラスチックであって、以下(1)および(2)を同時に満たし、かつ、熱可塑性樹脂中において、炭素繊維と耐熱有機繊維とが少なくとも一部で交絡していることを特徴とする繊維強化プラスチックとする。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性樹脂の重量=5:95〜70:30
また、炭素繊維、耐熱有機繊維、および、熱可塑性繊維を以下(1)および(2)を同時に満たす不織布を成形し、これを熱可塑性繊維の融点または軟化点以上で加熱しかつ加圧し、繊維強化プラスチックの製造する。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性繊維の重量=5:95〜70:30
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3と、からなる複合材料で構成されたものである。このような成形体を製造する方法(本発明の成形体の製造方法)は、複合材料で構成された素形体10に対して、繊維片2以外の成分を選択的に除去する加工を施すことにより、素形体10を所定の形状に裁断する工程と、裁断後の素形体10(繊維樹脂複合構造体100)を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。素形体10中の繊維片2以外の成分(マトリックス3)を選択的に除去する加工は、素形体10にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3とで構成されたものである。このような成形体の製造方法は、繊維片2の集合体からなる基材用シート10’に対して、繊維片2同士を解離させる加工を施すことにより、基材用シート10’を所定の形状に裁断し、基材10を得る工程と、基材10に樹脂等を含浸させ、繊維樹脂複合構造体100を得る工程と、繊維樹脂複合構造体100を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。基材用シート10’中の繊維片2同士を解離させる加工には、基材用シート10’にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
硬化性樹脂組成物、その硬化物、プリント配線基板用樹脂組成物、プリント配線基板、フレキシブル配線基板用樹脂組成物、半導体封止材料用樹脂組成物、及びビルドアップ基板用層間絶縁材料用樹脂組成物
【課題】硬化物における難燃性、耐湿性に優れる硬化性樹脂組成物、その硬化物、及び、該硬化性樹脂組成物を用いたプリント配線基板用樹脂組成物、プリント配線基板、フレキシブル配線基板用樹脂組成物、半導体封止材料用樹脂組成物、及びビルドアップ基板用層間絶縁材料用樹脂組成物を提供すること。
【解決手段】エポキシ樹脂(A)、硬化剤(B)、及び、下記構造式(1)
【化1】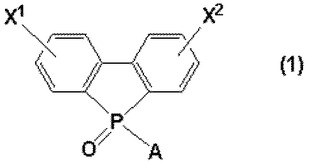
(式中、X1及びX2は、それぞれ独立的に水素原子、又は炭素原子数1〜4のアルキル基であり、Aは水素原子、又は水酸基である。)で表されるリン原子含有化合物(C)を必須成分とする。
(もっと読む)
熱硬化性樹脂組成物、プリプレグ及び積層板
【課題】優れた低熱膨張性、高ガラス転移温度、低誘電性を有し、かつ銅箔接着性、はんだ耐熱性、銅付き耐熱性、難燃性、ドリル加工性にも優れ、また、毒性が低く安全性や作業環境に優れる、電子部品等に好適な熱硬化性樹脂組成物、プリプレグ及び積層板を提供する。
【解決手段】無水マレイン酸(A)、1分子中に少なくとも2個の1級アミノ基を有する化合物(B)、1分子中に少なくとも2個のアルデヒド基を有する化合物(C)および、熱分解温度が300℃以上である金属水和物(D)を含有する熱硬化性樹脂組成物、プリプレグ及び積層板である。
(もっと読む)
高意匠性ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維が25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、マットの繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
優れた成形性を有するプリプレグを提供し、また、それを用いて、機械特性、難燃性に優れた繊維強化複合材料を提供することにある。
【解決手段】
環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマーと、0価遷移金属化合物または低原子価鉄化合物とを含有することを特徴とする樹脂組成物を強化繊維に含浸せしめてなるプリプレグであり、かかるプリプレグ中の前記ポリアリーレンスルフィドプレポリマーを含有する樹脂組成物を重合せしめて得られる繊維強化複合材料である。
(もっと読む)
熱処理された液晶ポリエステル含浸基材の製造方法
【課題】熱処理時の支持材への融着を防止できる、熱処理された液晶ポリエステル含浸基材の製造方法の提供。
【解決手段】示差走査熱量分析での測定により、320℃以上の融点を示すか、又は320℃未満で分解せずかつ融点を示さない樹脂シート12を介して、支持材13上に配置した第一の液晶ポリエステル含浸基材11を熱処理することにより、第二の液晶ポリエステル含浸基材を得る。
(もっと読む)
多層回路基板、多層回路基板の製造方法および半導体装置
【課題】本発明は片面積層よりなる多層配線回路基板において、高温に放置しても反りが少なく、多層回路基板内に剥離、ボイドがない多層回路基板を製造することであり、半導体素子を実装する工程、半導体素子を実装した後に信頼性試験を行う工程において多層回路基板間に剥離がなく、反りが少ない多層回路基板及び半導体装置を提供することである。
【解決手段】複数組の導体回路層と絶縁層、及びソルダーレジスト層から形成され、ビア接続により導通接続したスルーホールを有するコア基板を含まない片面積層の多層回路基板であって、前記絶縁層のガラス転移温度が170℃以上であり、ガラス転移温度以下の線膨張係数が35ppm以下であり、弾性率が5GPa以上であり、前記ソルダーレジスト層のガラス転移温度が160℃以上、ガラス転移温度以下の線膨張係数が50ppm以下であることを特徴とする多層回路基板である。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
繊維強化熱可塑性樹脂複合材料、その製造方法、及び、その製造装置
【課題】母材が熱可塑性樹脂である、強度向上した繊維強化樹脂複合材料、製造方法、及び、その製造装置を提供する。
【解決手段】強化用繊維によって強化された合成樹脂である繊維強化樹脂複合材料であって、熱可塑性樹脂によって形成された管状材12と、その内側に配設された束状の強化用繊維15からなる第1の紐状材10と、束状の強化用繊維からなる第2の紐状材20とが組まれて形成された組物である素材が、加熱加圧された後に冷却されて形成されている。
(もっと読む)
エポキシ樹脂組成物およびそれを用いた繊維強化複合材料
【課題】繊維強化複合材料用のマトリックス樹脂として、高い弾性率および高い耐熱性示す樹脂硬化物を与えるエポキシ樹脂組成物、ならびにこれを用いた高い引張強度および圧縮強度を示す繊維強化複合材料を提供する。
【解決手段】成分(A)、(B)および(C)を含んでなるエポキシ樹脂組成物であり、成分(A)は、脂環式構造を含有するエポキシ樹脂であり、成分(B)は、ナフタレン骨格を有する2官能エポキシ樹脂であり、成分(C)は、分子内に3個以上のエポキシ基を有するエポキシ樹脂からなる。
(もっと読む)
繊維複合体の製造方法
【課題】製造時における湿分等の影響を受けず、優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】本発明の繊維複合体の製造方法は、補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセル及び吸湿剤を含有する混合物を、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備える。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
21 - 40 / 189
[ Back to top ]