
Fターム[4F201AA24]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリエステル (368)
Fターム[4F201AA24]の下位に属するFターム
ポリブチレンテレフタレート (26)
ポリエチレンナフタレート (4)
ポリアリレート (13)
Fターム[4F201AA24]に分類される特許
101 - 120 / 325
中空ペレットの押出成形のための方法および装置
中空ペレットを製造するための押出成形プロセスが記載される。さらに、中空ペレットを製造するために用いることができるペレタイザ装置も開示されている。プロセスおよび装置は、中空ペレットを製造するために、ダイオリフィスと、ダイオリフィス内に配置されるインサートとを有する押出成形ダイを使用する。 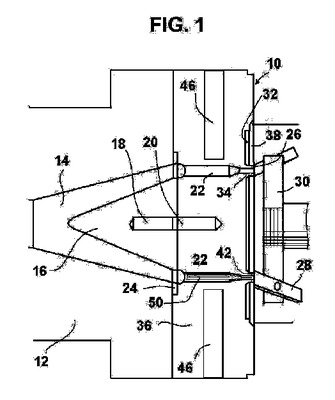 (もっと読む)
(もっと読む)
ミクロフィブリル化セルロース/樹脂複合マットとその製造方法、ミクロフィブリル化セルロース/樹脂複合材ならびに成形品
【課題】ミクロフィブリル化セルロース同士が凝集することなく樹脂中に均一に分散されたミクロフィブリル化セルロース/樹脂複合材を得ることができるミクロフィブリル化セルロース/樹脂複合マットとその製造方法、当該ミクロフィブリル化セルロース/樹脂複合マットから得られるミクロフィブリル化セルロース/樹脂複合材ならびに成形品を提供する。
【解決手段】本発明のミクロフィブリル化セルロース/樹脂複合マットは、ミクロフィブリル化セルロースおよび樹脂ナノファイバー不織布からなり、樹脂ナノファイバー不織布にミクロフィブリル化セルロースが分散付着していることを特徴とする。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
混練装置

【課題】低い混練温度で高分散が得られ、かつ高い処理速度での混練を可能とする混練装置を提供すること。
【解決手段】原料混合物を混練するための2本のロールを備える混練装置であって、前記2本のロールのうち、第1のロールは、表面に耐摩耗性硬化処理が施されており、第2のロールには、表面処理が施されていないことを特徴とする。
(もっと読む)
熱可塑性樹脂組成物、その製造方法および成形品
【課題】ポリエステル樹脂とポリフェニレンエーテル樹脂が本来有する、優れた機械特性を損なうことなく、耐熱性、靭性を著しく改良した熱可塑性樹脂組成物を提供すること。
【解決手段】ポリエステル樹脂(A)とポリフェニレンエーテル樹脂(B)を配合してなる熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物中で(A)成分または(B)成分が、平均粒子径0.001〜0.9μmで分散している熱可塑性樹脂組成物であり、このような該熱可塑性樹脂組成物は、剪断速度と樹脂圧力の積5000sec−1・MPa以上の剪断下で溶融混練することにより製造することができる。
(もっと読む)
樹脂硬化物が混在する合成樹脂製品粉砕物の再利用方法
【課題】自動車バンパーなどの被膜付き熱可塑性樹脂製品を、その表面被膜を除去すること無く、多方面に再利用が可能な再生樹脂粒状物とすることができる方法を提供すること。
【解決手段】少量の樹脂硬化物が混在していて、黒色顔料もしくは有彩色顔料を含有する再生対象の熱可塑性樹脂製品粉砕物に、白色顔料、黒色顔料、有彩色顔料などの光遮蔽性顔料を一種もしくは二種以上混合して、加熱溶融物を調製し、次いでその加熱溶融物を固形粒状物に変換する方法。
(もっと読む)
樹脂硬化物が混在する合成樹脂製品粉砕物の再利用方法
【課題】自動車バンパーなどの被膜付き熱可塑性樹脂製品を、その表面被膜を除去すること無く、多方面に再利用が可能な再生樹脂粒状物とすることができる方法を提供すること。
【解決手段】少量の樹脂硬化物が混在していて、黒色顔料もしくは有彩色顔料を含有する再生対象の熱可塑性樹脂製品粉砕物に、白色顔料、黒色顔料、有彩色顔料などの光遮蔽性顔料を一種もしくは二種以上混合して、加熱溶融物を調製し、次いでその加熱溶融物を固形粒状物に変換する方法。
(もっと読む)
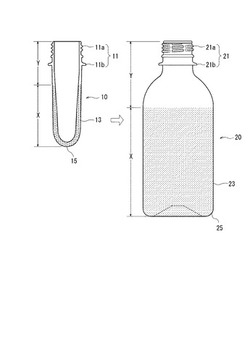
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
ガラス繊維強化樹脂ペレットの製造方法
【課題】 熱可塑性樹脂として液晶ポリマーなどの融点の高い樹脂を用いる場合でも、射出成形時の成形不良を抑制でき、且つ、射出成形後の成形品中に含まれるガラス繊維の繊維長の長いガラス繊維強化樹脂ペレットの製造方法を提供すること。
【解決手段】 ガラス繊維をサイズ剤で複数本束ねたガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの当該貫通孔に通して引き抜く引き抜き工程と、引き抜き工程で得られる樹脂含浸ガラス繊維束を切断してペレット化する第1ペレット化工程と、第1ペレット化工程で得られるペレットを、熱溶融した前記熱可塑性樹脂とともに混練した後、ペレット化する第2ペレット化工程とを含むガラス繊維強化樹脂ペレットの製造方法。
(もっと読む)
ダイス、およびこれを用いた熱可塑性樹脂組成物の造粒方法
【課題】スクリュー押出機で溶融混練された熱可塑性樹脂組成物が、ダイアダプター内部で滞留することにより熱で劣化し、炭化物を生じさせることを抑制するダイスが装着された押出機を用いて、熱可塑性樹脂組成物を造粒する方法を提供する。
【解決手段】スクリュー押出機の先端に接合されるダイフランジ3、ダイフランジ3とダイ1を連結するダイアダプター2、および前記ダイアダプター2に接合され、小孔を配置されたダイ1から構成されるダイスであり:前記装着によって、前記スクリュー押出機のスクリューヘッドが、前記ダイス内部の前記熱可塑性樹脂組成物の流路に挿入され、かつ前記挿入されたスクリューヘッドの先端と、前記ダイアダプターの上流先端と前記ダイとの接触面との距離が20mm以下となり;かつ前記ダイスの内部に挿入されるスクリューヘッドの体積に対する、前記ダイス内部の前記熱可塑性樹脂組成物の流路の容積は3倍以下である、ダイス。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
熱可塑性樹脂組成物およびその製造方法
【課題】本発明は耐熱性と衝撃吸収性に優れる熱可塑性樹脂組成物を提供することを課題とする。更に詳しくは、変形速度が大きいほど弾性率が低下して柔軟になるという特異な粘弾性特性が顕著に発現し、大荷重、高速度の衝撃を受けた際に、対象物に与える最大荷重が低く破壊を起こさずに大きなエネルギーを吸収する熱可塑性樹脂組成物を提供することを課題とする。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物であって、(A)が連続相、(B)が分散相を形成し、かつ分散相内に100nm未満の微粒子を含有するモルホロジーを形成しており、更に(A)を溶解かつ(B)を溶解しない有機溶媒に分散させ、粒子径分布測定装置で分散相の粒子径を測定した際、500nmを超える粒子が存在しないことを特徴とする熱可塑性樹脂組成物。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 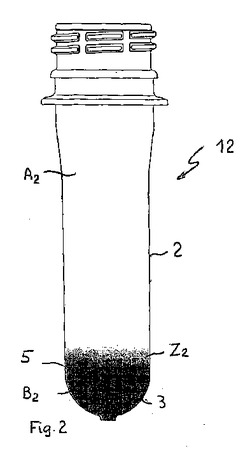 (もっと読む)
(もっと読む)
液状添加剤を含有する熱可塑性樹脂組成物及びその製造方法
【課題】液状添加剤とペレット形状の熱可塑性樹脂が含有される熱可塑性樹脂組成物において、該液状添加剤とペレット形状の熱可塑性樹脂材料とが略均一に分散し、押出成形材料として用いられた際にホッパー内で自着等せず、良好な押出成形性を示すことが可能な熱可塑性樹脂組成物の提供、及び該熱可塑性樹脂組成物の製造方法であって、従来技術と比較し工程数の少ない製造方法により形成される熱可塑性樹脂組成物及びその製造方法を提供する。
【解決手段】ペレット形状の熱可塑性樹脂と、液状添加剤とを混合する際に、さらに重量平均粒子径が0.1μm以上10μm以下であり、重量平均粒子径(μm)と比表面積(m2/g)の積が10以上、且つ煮アマニ油吸油量が40ml/100g以上である無機充填材を用い、これらを特定の配合比率において、同時に混合して熱塑性樹脂組成物を調製する。
(もっと読む)
成型機による無機物・ポリマーコンポジットの製造方法および無機物・ポリマーコンポジット
【課題】成型機による無機物・ポリマーコンポジット成形体を効率よく製造する方法と当該製造方法により製造される無機物・ポリマーコンポジット成形体を提供する。
【解決手段】ポリマーと二酸化炭素と金属化合物を高圧下で相溶させて一相の溶融体を形成させる工程と、相溶状態を保ったまま当該溶融体の温度を下げる工程と、当該溶融体を減圧してポリマーから二酸化炭素と金属化合物の均一相混合物を相分離させる工程と、さらに減圧してポリマー内で二酸化炭素と金属化合物を相分離させ二酸化炭素をポリマー外へ拡散させて金属化合物をポリマー内に分散する工程を有する無機物・ポリマーコンポジット成形体の製造方法である。
(もっと読む)
長繊維強化熱可塑性樹脂材料の製造方法
【課題】ガス焼けやモールドデポジッドなどの成形不良が少ない長繊維強化熱可塑性樹脂材料を高い生産性で得られる製造方法を提供する。
【解決手段】強化繊維束である構成要素(A)と、重量平均分子量200〜10,000で構成要素(C)よりも溶融粘度が低い熱可塑性重合体である構成要素(B)と、重量平均分子量が10,000以上である熱可塑性樹脂である構成要素(C)とを含み、構成要素(A)と構成要素(B)とを含む複合体に構成要素(C)が接するように配置されてなる長繊維強化熱可塑性樹脂材料の製造方法であって、
構成要素(B)の溶融粘度が10Pa・s以下になり、且つ、1分間加熱した際の重量保持率が95%以上となる温度で加熱溶融された構成要素(B)を構成要素(A)へ含浸させて複合体を形成する第一工程、前記複合体を構成要素(C)の溶融温度より50〜150℃高い温度で加熱処理する第二工程、次いで溶融した構成要素(C)を前記複合体に接するように配置する第三工程、を含むことを特徴とする長繊維強化熱可塑性樹脂材料の製造方法。
(もっと読む)
繊維強化難燃性樹脂組成物及びその成形品
【課題】
従来には存在しない、高い水準で機械的物性、難燃性を有するバイオマス由来の繊維強化難燃性樹脂組成物を提供すること。
【解決手段】
本来機械的物性、難燃性に優れないバイオマス由来樹脂に関して、易燃性、機械的物性の低さなどの課題を、スルホン酸化合物、カルボン酸化合物及びこれらの金属塩の少なくともいずれかを含有する難燃剤とリン酸メラミン、ピロリン酸メラミン、ポリリン酸メラミン、ポリリン酸アンモニウムの少なくとも1種類以上を含むリン酸塩を少量添加することであり、これにより高い難燃性を向上させ、さらに、繊維強化により機械的物性を向上させる。さらに該難燃剤の添加量の少なさから、高いバイオマス度を有するバイオマス由来の繊維強化難燃性樹脂組成物を提供することができる。
(もっと読む)
二軸押出型混練装置の洗浄方法
【課題】有機溶剤によるふき取り洗浄等の煩雑な後作業が必要とされず、先行の混練物が混入することのない、カラートナーの製造に用い得る二軸押出型混練装置の洗浄方法を提供すること。
【解決手段】結着樹脂及び着色剤を含むトナー原料を溶融混練するための二軸押出型混練装置の洗浄方法であって、180℃における貯蔵弾性率が1.0×104〜4.0×104Paである洗浄樹脂組成物を用いて混練装置内を洗浄する第1洗浄工程、及び第1洗浄工程後、第1洗浄工程で用いた洗浄樹脂組成物より貯蔵弾性率の高い洗浄樹脂組成物を用いて混練装置内を洗浄する第2洗浄工程を含む、二軸押出型混練装置の洗浄方法。
(もっと読む)
ポリエステルフィルム
【課題】高い反射率を得るために多量の硫酸バリウム粒子を含有する層を備えながらも、製膜工程で濾加圧上昇がないとともに破れにくく、安定して製膜することができるポリエステルフィルムを提供する。
【解決手段】硫酸バリウム粒子とポリエステルとの組成物からなり該組成物中の亜鉛元素の含有量が150〜1000ppmであることを特徴とするポリエステルフィルム。
(もっと読む)
101 - 120 / 325
[ Back to top ]