
Fターム[4F201AA24]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリエステル (368)
Fターム[4F201AA24]の下位に属するFターム
ポリブチレンテレフタレート (26)
ポリエチレンナフタレート (4)
ポリアリレート (13)
Fターム[4F201AA24]に分類される特許
141 - 160 / 325
熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法

【課題】天然繊維を50質量%以上と高含有しつつも押出/射出成形ができる熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】本組成物の製造方法は、天然繊維11と熱可塑性樹脂12とが分散されて含有された混合物であり且つ混合物全体に対する天然繊維の含有割合が50質量%以上である混合物からなる、マット状成形物13及びボード状成形物14のうちの少なくとも一方の前駆成形物を細分化してチップ15にするチップ化工程と、チップ15を加熱して熱可塑性樹脂が溶融された状態の混合物を混練して熱可塑性樹脂組成物16を得る混練工程と、を備える。本成形体の製造方法は、本方法による熱可塑性樹脂組成物16を押出成形又は射出成形して成形体17を得る成形工程を備える。
(もっと読む)
ペレット形状のポリエステルの輸送方法および貯蔵方法

【課題】ポリエステルのペレットを気力輸送する際に、ペレットの含水率を増大させることなく簡便な手段で輸送することができるペレット状のポリエステルの輸送方法及び貯蔵方法を提供する。
【解決手段】ペレット形状の脂肪族ポリエステルを圧力気体流と共に輸送配管を介し気力輸送するペレット形状の脂肪族ポリエステルの気力輸送方法であって、気力輸送に用いる気体に含まれる水分量を低減し気体の露点を0℃以下に調整する気体除湿工程と、気体除湿工程において露点が0℃以下に調整された気体を圧縮する気体圧縮工程と、気体圧縮工程において圧縮された圧力気体をペレット形状の脂肪族ポリエステル1トン当たり50Nm3/時間〜600Nm3/時間で輸送配管内に供給する圧力気体供給工程と、圧力気体供給工程において輸送配管に供給された圧力気体流と共にペレット形状の脂肪族ポリエステルを輸送配管を介し気力輸送する輸送工程と、を有することを特徴とするペレット形状の脂肪族ポリエステルの気力輸送方法。
(もっと読む)
プラスチックボトルの口部の結晶化方法及び結晶化装置
【課題】内容物の充填作業においてホットフィルを行う場合においても、ボトル口部と打栓キャップとの密封性を保つことができる耐熱変形性をボトルの口部に対して付与することができ、なおかつ結晶化方法を極めて簡単な方法とし、その方法を実施するための装置も、従来の装置に比べて構造を簡略化できるようにする。
【解決手段】結晶性樹脂で成形され、ボトルネックに打栓キャップを装着するタイプのプラスチックボトルの口部の結晶化方法であって、プリフォームPまたは二軸延伸ブロー成形後の成形ボトルのボトルネックを構成する口部10の天面11に所要温度に加熱した加熱部材50を接触させて、該天面11または天面11を含む天面近傍のみを加熱して結晶化する。
(もっと読む)
樹脂ペレット
【課題】本発明の目的は、樹脂としてポリエステル樹脂を用いた場合であっても従来のような問題を伴うことなく添加剤として滑剤を含有することが可能な樹脂ペレットを提供することにある。
【解決手段】本発明の樹脂ペレットは、芯層部と、該芯層部の側面を覆う鞘層部とからなるものであって、該芯層部は、少なくとも1種のポリエステル樹脂と添加剤とを含み、該鞘層部は、少なくとも1種のポリエステル樹脂を含み、該添加剤は、炭素数18以上の脂肪酸、炭素数18以上の脂肪酸エステル、炭素数18以上の脂肪酸アミド、炭素数18以上のエチレンビス脂肪酸アミド、および該脂肪酸の金属塩からなる群から選ばれる少なくとも1種であり、該芯層部または該鞘層部の少なくとも一方は、上記ポリエステル樹脂として10000以上20000以下の数平均分子量を有する低分子量ポリエステル樹脂を含むことを特徴としている。
(もっと読む)
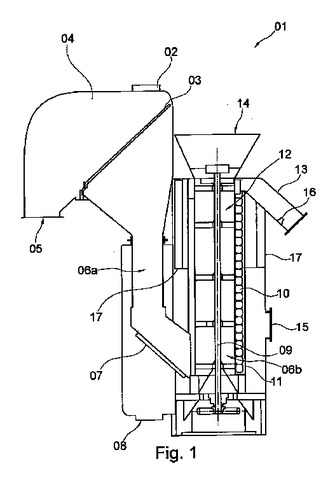
粒状プラスチック及び水を有する混合物を脱水及び乾燥するための装置及び方法
本発明は、粒状プラスチック及び水を有する混合物を脱水及び乾燥するための方法及び装置(01)に係る。当該装置は、少なくとも1つの混合物入口(02)、少なくとも1つの水出口(08)、及び少なくとも1つの粒出口(13)を有する。混合物入口を介して混合物が当該装置(01)に対して供給され、水出口を介して分離された水が当該装置(01)から除去され、粒出口を介して乾燥粒が当該装置(01)から除去される。当該装置(01)は、少なくとも1つのセンサ(16)を有し、特には乾燥粒の温度及び/又は残留水分である粒の少なくとも1つの特性パラメータを直接的又は間接的に測定する。当該装置(01)はまた、少なくとも1つの調節装置(17)を有し、該調節装置は、前記センサ(16)の測定値に従って、特には乾燥粒の温度及び/又は残留水分であるセンサ(16)によって監視される特性パラメータに影響をおよぼす。
 (もっと読む)
(もっと読む)
ポリカーボネート成形組成物
本発明は、A)ポリカーボネート、ポリエステルカーボネート、またはそれらの混合物、成分AとBとの合計に対して、10〜100重量部、好ましくは80〜100重量部、特に好ましくは85〜100重量部、特に100重量部;B)エマルジョン重合法によって製造されるグラフトポリマー、バルク重合法によって製造されるグラフトポリマー、ゴムフリーのビニルホモポリマー、およびゴムフリーのビニルコポリマーを包含する群の少なくとも一つから選択されるポリマー、成分AとBとの合計に対して、0〜90重量部、好ましくは0〜20重量部、特に好ましくは0〜15重量部、特に0重量部;C)タルク、好ましくはAl2O3含量1.0wt.%未満のタルク、特に平均粒径d50 2μm未満のタルク、全組成物に対して、7〜30wt.%、好ましくは7〜22wt.%、特に好ましくは7〜15wt.%、最も特に好ましくは7〜12wt.%;D)ブレンステッド酸、全組成物に対して、0.01〜1wt.%、好ましくは0.01〜0.5wt.%、特に好ましくは0.02〜0.4wt.%;E)少なくとも一種類のポリマー添加剤、0〜20wt.%、好ましくは0〜5wt.%、特に好ましくは0.2〜4wt.%、を含むタルク強化ポリカーボネート組成物であって;芳香族または部分的に芳香族のポリエステルを含まず;全組成物中の成分AとBとのwt.%の合計が100wt.%から成分CとDとEとのwt.%の合計を差し引いた差で計算され;かつ全体の組成が全ての成分A+B+C+D+Eのwt.%の合計が100wt.%であると理解される、タルク強化ポリカーボネート組成物に関する。既知の先行技術と比較すると、本発明によるタルク強化ポリカーボネート組成物は、改良された延性、耐熱変形性並びに配合および加工(成形)中の熱安定性を有する。本発明は、更に、成形物品および二成分構造部品の製造へのこの組成物の使用にも関する。 (もっと読む)
ストランド製造用押出ダイおよびそれを用いたストランドの製造方法
【課題】炭化物の発生を低減し、ストランド切れの発生を低減できる、ストランド製造用押出ダイおよびそれを用いたストランドの製造方法を提供する。
【解決手段】ダイ入口部1から、ダイスに設けられた1列または複数列のノズル穴に至る溶融樹脂流路が、ダイ入口部1に連なり、ダイ入口部1から溶融樹脂の流れ方向に沿って上下方向の高さが一定である定高部2と、上下対称に高さが徐々に縮小する縮高部3とを有するストランド製造用押出ダイにおいて、ダイ入口部1の左右方向の長径をDWin、縮高部の出口部4の左右方向の長径をDWout、とした場合、0.9≦DWout/DWin≦1.1の範囲にある。
(もっと読む)
樹脂成形体及びその製造方法
【課題】電気・電子機器又は光学機器の部品として有用であり、表面パーティクル(異物)発生を防止し得る樹脂成形体を提供する。
【解決手段】液晶性高分子と繊維状フィラーとを含む樹脂成形体であって、表面テープ剥離試験を行った前後の表面粗さRa値の上昇幅が0.4μm以下である樹脂成形体、ならびに前記液晶性高分子と前記繊維状フィラーからなる組成物ペレットを特定の溶融温度で成形する前記樹脂成形体の製造方法を提供し、併せて前記製造方法を用いて得られる液晶性高分子及び繊維状フィラーからなるカメラモジュール用部品を提供する。
(もっと読む)
白色ポリエステル樹脂組成物の製造方法
【課題】白色顔料や非相溶樹脂などの白色化材が高度に混練分散含有され、かつ、混練時の熱劣化や色相の悪化等が抑制された白色ポリエステル樹脂組成物の製造方法の提供。
【解決手段】白色化材が、組成物の重量を基準として、5〜70重量%添加された白色ポリエステル樹脂組成物を製造するに際し、タンデム型二軸混練押出機により白色化材を混練分散させることを特徴とする白色ポリエステル樹脂組成物の製造方法。
(もっと読む)
ポリエステル包装材料中における有機物質濃度の置換シクロデキストリン化合物による低下
【課題】熱可塑性ポリエステル樹脂によるボトル製造において、アルデヒド物質を含む反応性有機物質の形成を防止できるかまたは捕捉することができる熱可塑性樹脂に分散させた活性物質、及び熱可塑性飲料容器、チップ、プリフォーム等を製造する方法を提供する。
【解決手段】ポリエステルチップを製造する方法であって、(a)溶融ポリエステルを含むストリームを出口オリフィスを有するプロセスデバイスを通過させること、(b)置換シクロデキストリン化合物を液体を形成させること、(c)該液体を該プロセスデバイス中混合手段の近くで溶融ポリエステルのストリーム中に導入して、処理ストリームを形成すること、及び(d)該処理ストリームを該オリフィスを通過させ、該ポリエステルチップを形成する方法。
(もっと読む)
光線反射率および強度に優れた液晶ポリエステル樹脂組成物
【課題】全芳香族サーモトロピック液晶ポリエステルと酸化チタン粒子とを溶融混練して得られる樹脂組成物において、全芳香族サーモトロピック液晶ポリエステルの優れた耐熱性および成形性を保持しつつ、良好な白色光反射率および高いウェルド部強度を達成すること。
【解決手段】全芳香族サーモトロピック液晶ポリエステル100質量部、焙焼工程を含む製法で得られた白色顔料97〜85質量%を酸化アルミニウム3〜15質量%(両者を合わせて100質量%とする。)で表面処理してなる酸化チタン粒子8〜42質量部、ガラス繊維25〜50質量部、およびその他の無機充填材0〜8質量部を含む樹脂組成物を、二軸混練機を使用して、前記ガラス繊維の少なくとも一部を、二軸混練機のシリンダーの全長に対して30%以上下流側の位置から供給する工程を含む溶融混練工程を経て得る。
(もっと読む)
熱可朔性ポリマーを造粒化および結晶化する方法
【課題】高度に複雑な装置を用いることなく、迅速且つ高信頼性に、大規模な材料押出量をともなう大量生産においてでさえも工程処理が容易である顆粒の造粒に関する、比較的容易な制御手段を提案する方法を提供する。
【解決手段】本発明による方法は、顆粒を製造するためにポリエステル溶解物を粒子化する段階と、圧力d1且つ温度T1のもとで顆粒を液体中に供給する段階と、顆粒を含む液体の圧力をd2にまで上昇させ、且つ、顆粒を含む液体の温度をT2にまで上昇させる段階と、圧力d2且つ温度T2のもとで液体中の顆粒の結晶核を形成する段階と、顆粒を含む液体の温度をT3にまで上昇させる段階と、温度T3である液体中において顆粒を結晶化する段階と、顆粒を含む液体の圧力および温度を、圧力d4および温度T4となるまで下げ、且つ、顆粒と液体とを分離する段階と、を備えることを特徴とする。
(もっと読む)
スクリューコンベア型処理装置およびそれを用いた粒状体の熱処理方法
【課題】スクリューコンベアにより材料を乾燥する際に、例えば、LCPペレットを乾燥するような場合であっても、乾燥中にはダンゴ状態に、乾燥後に放置するとペレットが固まって装置が詰まったり、抜出しができなくなるなどの問題のないスクリューコンベア型処理装置を提供する。
【解決手段】内壁にスパイラル構造を有する中空スクリューコンベア3内の、加熱ゾーンの後に冷却ゾーンを有し、該加熱ゾーンの長さをLとしたときに、前記冷却ゾーンの長さが0.5L〜2Lであるスクリューコンベア型処理装置1。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体7を、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽6に供給し、加熱槽内に設置された、該長尺成形体の側面及び底面にフィットするガイドロールで保持しながら移送してアニールすることを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
樹脂組成物
【課題】優れた機械的特性、特に高い流動性、剛性を有し、且つ靱性に優れた樹脂組成物を提供する。
【解決手段】(A) 異方性溶融相を形成しないポリエステル系樹脂100重量部に、(B) 異方性溶融相を形成し得る液晶性樹脂20〜70重量部、(C) リン化合物0.01〜0.5重量部、(D) アミノシランにより表面処理され、且つビスフェノール型エポキシ樹脂により収束されてなるガラス繊維であり、且つ1000℃における加熱減量が0.6〜1.2%であるガラス繊維20〜100重量部を配合する。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
ペレットを製造および処理するための方法と装置
【課題】プラスチック材料からなるペレットを製造および処理するのに方法と装置を提供して、結晶化の障害が生じたときさえ、ペレットを安全に、そして確かに製造するのを可能にする。
【解決手段】本発明はプラスチック・ペレットを製造および処理するための方法と装置に関する。前期の方法によると、溶融プラスチック材料は、ペレットにするために粒状にされる。そして、ペレットは冷却液で冷やされる、そして、ペレットは冷却液と分離される。そして、ペレットは結晶化される。本発明に従った装置が、結晶ステップをモニターする制御装置を包むことによって特徴付けられる。ペレットは冷却液から分離された後に中間格納庫に供給される。結晶の障害を取り除くとすぐに中間格納庫に一時収納したペレットが結晶化装置に供給されて、結晶化される。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
141 - 160 / 325
[ Back to top ]