
Fターム[4F201AC01]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 材料の状態、形態 (1,145) | ペレット、粒状物、タブレット (568)
Fターム[4F201AC01]に分類される特許
141 - 160 / 568
樹脂組成物の押出装置及び樹脂組成物の製造方法
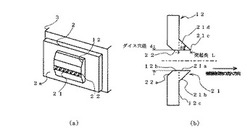
【課題】樹脂組成物を製造する際に、ダイスカスの発生を抑制し、押出後のペレット化までエラーを発生させることなく製造することができ、電線・ケーブルの絶縁体又はシースに用いる場合に特性劣化のない、樹脂組成物を製造可能な樹脂組成物の押出装置及び樹脂組成物の製造方法を提供する。
【解決手段】投入された樹脂組成物の原料を溶融混練して押し出すための押出機本体3と、押出機本体3のヘッド2に設けられ、樹脂組成物をストランド状に押出成型するためのダイス12とを備えた樹脂組成物の押出装置13において、ダイス12の押出側の面に、ダイス穴22と連続するとともに中空円筒状の先端先細の環状突起部21を設ける。
(もっと読む)
樹脂ペレットの洗浄方法

【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
揮発成分を含む原料溶液の減容方法及び装置
【課題】本発明は、原料ホッパー内の原料溶液をギアポンプを用いることなく脱気を行って排出口から下方へ排出することを目的とする。
【解決手段】本発明による揮発成分を含む原料溶液の減容方法及び装置は、原料ホッパー(44)内の原料溶液(65)をゲートバルブ(66)を介して自重落下で第1シリンダ(21)内に供給し、第1スクリュ(28)の順送りフライト(28A)でダム部(60)を介して排出口(67)に搬送すると共に、逆送りフライト(28B)により戻すことによって排出口(67)から下方へ脱気済みの原料溶液(65)を排出する方法と構成である。
(もっと読む)
ポリカーボネート樹脂成形材料の製造方法
【課題】 粉粒体形状のポリカーボネート樹脂の連続的な溶融混練を可能としながら、酸化劣化を効率的に抑制可能な製造方法を提供する。
【解決手段】 比表面積が0.01mm2/g以上で、50wt%以上が200〜2000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を、酸素濃度が3%以下の不活性ガス雰囲気中を50cm以上落下させてから押出機に供給する。
(もっと読む)
発泡剤混合樹脂粉粒体及び発泡樹脂成形品の製造方法
【課題】発泡倍率が安定しかつ耐熱性及び耐衝撃性が高い発泡樹脂成形品を製造することが可能な発泡剤混合樹脂粒体及び発泡樹脂成形品の製造方法を提供する。
【解決手段】本発明のエンジンカバー10の製造方法では、エンジンカバー10の主成分であるベース樹脂(ポリアミド)を、発泡剤混合樹脂粉粒体にて発泡させてエンジンカバー10を成形する。その発泡剤混合樹脂粉粒体は、発泡剤の粉粒体と樹脂の粉粒体とを結合剤にて結合させた構造になっているので、発泡剤の発泡開始温度より融点が高い高耐熱樹脂(ポリアミド)を発泡剤の粉粒体の結合対象の樹脂として使用することができる。これにより、耐熱性が要求されるエンジンカバー10を製造する場合に、ベース樹脂の融点とそのベース樹脂に発泡剤と共に添加される樹脂の融点との差異が抑えられ、それら樹脂同士の相溶性の低下を防ぎ、耐熱性及び耐衝撃性が高いエンジンカバー10を製造することができる。
(もっと読む)
ソーラーモジュール用埋め込み材料としてのEVM粒状材料、その製造方法、接着ホイルおよびソーラーモジュール、その製造方法および製造装置
本発明は、ソーラーモジュール用埋め込み材料としての粒状材料であって、α−オレフィン−酢酸ビニルコポリマー(α−オレフィン−酢酸ビニルコポリマーの総重量を基準として、40重量%以上の酢酸ビニル含量を有するもの)からなり、添加剤として、少なくとも1種のUV活性剤と、少なくとも1種のシランカップリング剤とを含む粒状材料、およびソーラーモジュールフィルムを製造するためのその使用に関する。 (もっと読む)
再生樹脂ペレットとその製造方法
【課題】ロスフィルムの材質や形状にかかわらず、嵩密度や形状が均一な再生樹脂ペレットを形成できるペレットの製造方法を提供する。
【解決手段】連続的に供給された1または複数の長尺のロスフィルムfにスリット加工又は孔加工を施し、スリット加工又は孔加工後のロスフィルムFを細く絞り込んだ状態で一対の絞りローラ26a,26b間に供給し、絞りローラ26a,26bの下流側にて絞りローラ26a,26bに対して相対的に回転し、且つ、その外周面に凹凸が形成された一対の圧縮ローラ28a,28b間に細く絞り込まれたロスフィルムFを送り出し、絞りローラ26a,26bと圧縮ローラ28a,28bとの間でロスフィルムFを捩ってコヨリ状の紐Kとし、一対の圧縮ローラ28a,28bにてコヨリ状の紐Kを所定間隔で点圧縮して紐Rを形成し、該紐Rを凹状圧痕Xの間隔よりも広い間隔で、且つ、スリットS又は孔Hを含んだ状態で切断する。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】製造ロット替えや成形終了時等における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】複数の材料供給機11A,11B,11C,11Dから供給させた各粉粒体材料を、予め設定された質量比になるように計量機20において計量させ、混合手段30によって混合させた材料を成形機9に供給する材料配合供給装置1であって、前記成形機において単位時間当たりに処理される材料の処理能力を検出する処理能力検出手段61と、前記成形機に向けて単位時間当たりに供給可能な材料の配合供給能力を検出する配合供給能力検出手段61と、所定のプログラムに基づいて、前記処理能力と前記配合供給能力とを比較し、該配合供給能力が該処理能力よりも過剰であり、かつ所定基準まで減少可能なときには、該配合供給能力を減少させるように更新して配合供給を実行させる配合供給能力制御手段61とを備えている。
(もっと読む)
溶融したプラスティック材料を選択的に投入する装置
【課題】溶融したプラスチック材料を選択的に放出する装置を提供する。
【解決手段】 本発明の装置は、支持部材3と、超音波トランデューサ1と、ソノトロード2と、ノズル4と、溶融室5と、内部チャネル6を有する。前記ノズル4は、前記ソノトロード2の端部で前記超音波トランデューサ1の反対側に、前記ソノトロード2と一体に形成される。前記溶融室5は、放出チャネル6aを介して放出出口4aと連通し、前記溶融室5は、前記ソノトロード2の端部に配置され、前記内部チャネル6は、前記ソノトロード2の少なくとも一部を貫通し、固体状態のプラスチック材料が、前記内部チャネル6を介して、前記溶融室5の方向に移動できる。複数個のリブ10を更に有する。前記リブ10は、台形形成部分として配置され、角度は、前記溶融室5に対応する台形の内側壁から伸び、前記溶融室5の入口に対向する多面構造11を有する。
(もっと読む)
二軸スクリュ押出機を使用した粉砕混合造粒方法及び装置
【課題】二成分以上かつ熱変形温度が異なるプラスチック原料を安定して安価に造粒する。
【解決手段】加熱冷却可能なシリンダ4内に互いに同方向回転する一対のスクリュ3を有する二軸押出機1を用い、二成分以上かつ熱変形温度が異なるプラスチック原料7を粉砕混合造粒する二軸スクリュ押出機を使用した粉砕混合造粒方法において、前記シリンダ4の原料供給の開口部5の軸方向長さ(L)を1.7Dよりも長く5D以下とし、前記開口部5下の各スクリュ3には、軸直角の断面形状を角フライト又は半角フライトスクリュとし、前記シリンダ内に水を前記プラスチック原料7に対して0.6%以上4%未満で供給し、かつ減容、粉砕、溶融、混合させた前記プラスチック原料を前記シリンダから排出する前にベント部21からガス成分を除去し、前記シリンダ先端4aに設けたダイス22と造粒装置23により溶融状の前記プラスチック原料をペレット状に造粒する。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
処理能力が向上したペレット化、乾燥、及び袋詰めの連続システム
本発明の種々の実施形態は、材料を連続的に袋詰めするための改良された工程及びシステムに関する。特に、この改良された工程及びシステムは、向上した処理能力で粘着性材料を袋詰めするために使用することができる。このシステムは、大きくは、供給部、混合部、ペレット化部、移送配管、凝塊物捕集部、非流動化セクション部、乾燥部、ペレット分岐バルブ、及び/又は袋詰めアセンブリの少なくとも1つを含む。 (もっと読む)
乾燥装置
【課題】熱効率の向上を図ることができるとともに、その運転コストの低減を図ることのできる乾燥装置を提供すること。
【解決手段】乾燥ブロワ2、吸着器3、乾燥ヒータ4および乾燥ホッパ1が接続される閉鎖乾燥ラインDと、再生ブロワ17、再生ヒータ18および吸着器3が接続される再生ラインRとを備え、吸着器3は、乾燥ガス中の湿り成分を吸着するための吸着領域22と、吸着領域22において吸着された湿り成分を除去するための再生領域23とを順次循環する乾燥装置において、再生ラインRに、再生ブロワ17および再生ヒータ18が接続され、吸着器3に接続される再生ガス導入ライン19と、一端が吸着器3に接続され、他端が大気開放される大気開放ライン21と、大気開放ライン21から分岐されて、再生ガス導入ライン19の再生ブロワ17および再生ヒータ18の上流側に接続される還流ライン20とを備える。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 結晶性を有しているもののガラス転移温度が低く、融点も比較的低い共重合ポリエステルのペレットを、操業性よく生産することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とからなり、結晶核剤を0.3〜5.0質量%含有し、融点(Tm)が100〜150℃の共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理する。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 水分率の低い非晶性の共重合ポリエステルペレットを操業性よく製造することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 主たるジカルボン酸成分がテレフタル酸、主たるジオール成分がエチレングリコールであり、共重合成分としてイソフタル酸を5〜50モル%含有する共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理し、熱処理後のペレット11の水分率を500ppm以下とする。
(もっと読む)
送出可能な繊維材料
【課題】セルロース木材パルプ繊維は、多くの材料においてフィラーおよび/または強化材および/または改質材を提供する。
【解決手段】上面および下面ならびに六角形の外周12〜22を有するセルロース木材パルプ繊維の単一または複数の小片10を用いて、この繊維、繊維束またはこれらの混合物を熱可塑性樹脂材料、セメント材料、熱硬化性樹脂材料と混合して形成したブレンド体であり、ここで、該六角形は、完全に等辺のものから完全に非対称のものまで、どのようなものでもよい、ブレンド体。
(もっと読む)
木繊維−プラスチック複合材製品を製造する方法
リグノセルロース材料の繊維又は天然繊維と、プラスチック材料とを含む複合材製品を製造する方法は、熱硬化性樹脂及び熱可塑性ポリマー、モノマー、又はオリゴマーを含む液体又は粒状のバインダー調合物を利用する。プラスチック製造における供給原料として使用するために又はプラスチック製造における供給原料を作る際に使用するために作られる複合材製品は、プラスチック押出機において熱及び機械的剪断の下で細分化されて、前記繊維の大部分を放出し得るか、又は前記製品は、他の形態の中間製品として若しくは最終製品として有用であり得る。 (もっと読む)
単軸スクリュープラスチック加工装置において加工可能な表面処理圧縮成形材料の製造方法
本発明は、熱可塑性ポリマーの加工分野に関し、特に本発明は、コンパウンディング段階無しに、熱可塑性ポリマーにおける使用に適した圧縮成形材料を製造する方法であって、a)少なくとも1つの一次粉末材料を準備する段階、b)少なくとも1つの溶融表面処理用ポリマーを準備する段階、c)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを、円筒型処理室の高速ミキサーユニット中に同時にまたは逐次に供給する段階、d)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを高速ミキサー中で混合する段階、e)段階d)から得られた混合材料を冷却ユニットに移送する段階を含む方法、および本方法によって得られた圧縮成形材料、および熱可塑性ポリマーにおけるこの使用に関する。 (もっと読む)
141 - 160 / 568
[ Back to top ]