
Fターム[4F201AC03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 材料の状態、形態 (1,145) | シート状物 (151)
Fターム[4F201AC03]に分類される特許
41 - 60 / 151
再生樹脂ペレットとその製造方法
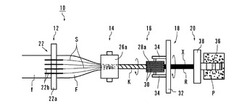
【課題】ロスフィルムの材質や形状にかかわらず、嵩密度や形状が均一な再生樹脂ペレットを形成できるペレットの製造方法を提供する。
【解決手段】連続的に供給された1または複数の長尺のロスフィルムfにスリット加工又は孔加工を施し、スリット加工又は孔加工後のロスフィルムFを細く絞り込んだ状態で一対の絞りローラ26a,26b間に供給し、絞りローラ26a,26bの下流側にて絞りローラ26a,26bに対して相対的に回転し、且つ、その外周面に凹凸が形成された一対の圧縮ローラ28a,28b間に細く絞り込まれたロスフィルムFを送り出し、絞りローラ26a,26bと圧縮ローラ28a,28bとの間でロスフィルムFを捩ってコヨリ状の紐Kとし、一対の圧縮ローラ28a,28bにてコヨリ状の紐Kを所定間隔で点圧縮して紐Rを形成し、該紐Rを凹状圧痕Xの間隔よりも広い間隔で、且つ、スリットS又は孔Hを含んだ状態で切断する。
(もっと読む)
木繊維−プラスチック複合材製品を製造する方法
リグノセルロース材料の繊維又は天然繊維と、プラスチック材料とを含む複合材製品を製造する方法は、熱硬化性樹脂及び熱可塑性ポリマー、モノマー、又はオリゴマーを含む液体又は粒状のバインダー調合物を利用する。プラスチック製造における供給原料として使用するために又はプラスチック製造における供給原料を作る際に使用するために作られる複合材製品は、プラスチック押出機において熱及び機械的剪断の下で細分化されて、前記繊維の大部分を放出し得るか、又は前記製品は、他の形態の中間製品として若しくは最終製品として有用であり得る。 (もっと読む)
含フッ素樹脂成形体の製造方法
【課題】低温、短時間のアニールによって、機械強度および寸法安定性に優れた含フッ素樹脂成形体を得ることができる含フッ素樹脂成形体の製造方法を提供する。
【解決手段】次の工程a)およびb)、a)含フッ素樹脂または該含フッ素樹脂を含む混合物を成形して含フッ素樹脂成形体中間物を得る工程と、b)得られた含フッ素樹脂成形体中間物中の含フッ素樹脂100質量部に対して良溶媒を25〜500質量部含浸させてアニールをする工程と、を少なくとも有する含フッ素樹脂成形体の製造方法である。
(もっと読む)
ゴム材料成型体、その集合物、及びそれらを用いたゴム製品
【課題】混練装置への負荷を軽減し、混練装置への過負荷に起因する故障を低減し得るゴム材料成型体を提供すること。
【解決手段】複数のロータを有する密閉型混練装置内で混練してゴム組成物を得るために用いられるゴム材料成型体であって、少なくともジエン系ゴム成分と充填材成分とからなり、且つその形状が下記式(1)、(2)及び(3)を満足することを特徴とするゴム材料成型体、その集合物、及びそれらを用いたゴム製品である。
0.05Dm ≦ Gb ≦ 2Dm ・・・(1)
0.15Wm ≦ Wb ≦ 0.95Wm ・・・(2)
1.5Rm ≦ Lb ≦ 32Rm ・・・(3)
[式(1)中、Gbはゴム材料成型体の厚さであり、Dmは混練装置のロータの回転軸を含む平面上におけるロータの回転軸に垂直なロータ間空隙距離の最大値である。式(2)中、Wbはゴム材料成型体の幅であり、Wmは混練装置のロータ回転軸に平行な混練室の幅である。式(3)中、Lbはゴム材料成型体の長さであり、Rmは混練装置の最大ロータ回転半径である。]
(もっと読む)
アニールコンベヤ

【課題】アニール装置の加熱炉を通過するフィルムの品質を高く維持できるアニールコンベヤを提供する。
【解決手段】アニールコンベヤ7は、フィルム35がアニール装置1の加熱炉3の内部から出口5を通過し加熱炉3の外側へ至る行程に配列されたベルトコンベヤ9、及び複数の搬送ローラ11を備える。搬送ローラ11の周面12がフィルム35に接触する高さは、ベルトコンベヤ9のベルト23がフィルム35を支持する高さに一致している。複数の搬送ローラ11のそれぞれの周面12の周速度は、ベルトコンベヤ9がベルト23を走行させる速度に同期している。
(もっと読む)
巻き替えポリイミドフィルムロール及びその製造方法
【課題】ポリイミドフィルムにスパッタリング等の処理を施す際に、空気や水分の影響を受けることなく、目的の金属層を確実かつ効率的に形成できる、巻き替えポリイミドフィルムロール及びその製造方法を提供する。
【解決手段】この巻き替えポリイミドフィルムロールの製造方法は、原反ポリイミドフィルムロール21からポリイミドフィルムFを引出して、幅方向に分割して裁断し、巻取って分割ポリイミドフィルムロール51を形成し、この分割ポリイミドフィルムロール51から再度ポリイミドフィルムFを引出して、真空環境下又は減圧環境下で巻き取るものである。
(もっと読む)
フィルムのロールおよびそれを用いた加工フィルムの製造方法
【課題】スリット時に薄いフィルムでも皺や毛羽立ちの発生を抑制し、紙管の再使用可能なフィルムを巻き取り、スリットおよび繰り出すためのロール、およびこのロールを用い、紙管を廃棄することなく効率的に加工フィルムを製造する方法を提供する。
【解決手段】フィルム4を巻き取り、スリットし、および繰り出すためのロールであって、複数の紙管1に紙管より外径が小さい円筒形状のスペーサー2を挟んでシャフト3を挿入してなり、紙管と紙管の外周部の間隔がフィルムをスリットする回転刃5の刃幅〜(刃幅+2mm)であるロール。
(もっと読む)
造粒機、およびそれを用いた固化成型物の製造方法
【課題】熱可塑性樹脂フイルム粉砕物を円筒状固形物に固化成型する造粒機において、ダイス温度の上昇により、フイルム粉砕物が部分的に融点以上となり、溶融、融着し、連続的に造粒機運転を行うことが不可能となるのを防ぎ、熱可塑性樹脂フイルムから高品位かつ所定の大きさの円筒状固化成型物を効率良く得る事ができる造粒機を提供する。
【解決手段】熱可塑性樹脂フイルムを円筒状固化成型物を成型するための造粒機において、造粒機カバーの外部から内部への給気手段と、造粒機カバーの内部から外部への排気手段とを有し、さらに冷却媒体を供給する供給手段を有し、造粒機運転時に給気、排気と冷却媒体の供給を実施することにより、ダイスの温度上昇を融点未満の温度に低減させ、熱可塑性樹脂フイルムの温度が部分的に融点以上となるのを防ぐ。
(もっと読む)
ゴムシート保管方法
【課題】未加硫のゴムシートを綺麗に剥がして取り出せるように積み重ねて保管でき、しかも、その保管や取出しの作業効率を向上できるゴムシート保管方法を提供する。
【解決手段】未加硫のゴムシートGSを保管する際、蛇行状態で連続する離型フィルムFを介して未加硫のゴムシートGSが効率的に積み重ねられる。そして、後工程で未加硫のゴムシートGSを取り出す際には、蛇行状態で連続した離型フィルムFから未加硫のゴムシートGSが効率的に、しかも綺麗に剥がして取り出される。
(もっと読む)
ゴム混練り装置
【課題】ベースゴムの供給方向が、ゴム材料の押出し方向とほぼ同じ方向である場合にも、ベースゴムの流れの蛇行を抑制することができ、良好なゴムの混練りを行うことができるゴム混練り装置を提供する。
【解決手段】ベースゴムをホッパーの傾斜壁面に沿ってゴム材料の押出し方向に向けて流して流入口から流入させるゴム混練り装置であって、流入口および/またはホッパー口の平面視の形状が楕円形状であり、かつ楕円の短軸が前記ゴム材料の押出し方向Yと合致しており、楕円の短軸の長さaと長軸の長さbの比a/bは0.7≦a/b≦0.95であるゴム混練り装置。また、前記流入口の楕円の長軸が前記ゴム材料の押出し方向Yと合致しており、楕円の長軸の長さbと短軸の長さaの比b/aは1.05≦b/a≦1.3であるゴム混練り装置。
(もっと読む)
ポリマーフィルムの性状調整装置
【課題】光学特性が均一であり、湿熱耐久試験の前後におけるレターデーションの変動が小さい位相差フィルムを製造する。
【解決手段】供給室4に収納されるTACフィルム3はテンタ部5に送られる。テンタ部5はTACフィルム3をY方向に延伸する。テンタ部5から送り出されたTACフィルム3は性状調整装置6に送られる。性状調整装置6には水蒸気接触ケーシング40が設けられる。水蒸気供給機64は水蒸気400を水蒸気接触ケーシング40の内部へ供給する。水蒸気接触ケーシング40には入口41及び出口42が形成される。入口41から出口42にかけてフィルム搬送路が形成される。水蒸気接触ケーシング40の内壁面における入口41及び出口42の上部には、受け部51、52が設けられる。受け部51、52は、結露によって水蒸気接触ケーシング40の内壁面に生じ、フィルム搬送路に向かって流下する水滴を受ける。
(もっと読む)
未加硫ゴムシートの定寸切断装置及び定寸切断方法
【課題】刃先摩耗時におけるカット不良の発生を低減することができ、また装置の大型化を抑制してコストアップを招くことがなく、作業者のトラブル処置も容易な未加硫ゴムシートの定寸切断装置及び定寸切断方法を提供する。
【解決手段】未加硫ゴムシートの供給コンベアと、払出しコンベアと、供給コンベアと払出しコンベアとの間に配置されるカット装置と、供給側の押えローラと、払出し側の押えローラとを備え、供給コンベアにより先端側がカット装置を通過して払出しコンベアに至ったゴムシートを、供給コンベア及び払出しコンベアにより定寸切断位置まで移動させ、2つの押えローラにより押付けた後に、払出しコンベアを正転させたまま、供給コンベアを逆転させてゴムシートに張力を発生させた状態で、切断する未加硫ゴムシートの定寸切断装置。
(もっと読む)
基材成形装置
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
フィルムロールおよびその製造方法
【課題】巻きズレやブラックバンドの発生が抑制されたフィルムロールおよびその製造方法を提供すること。
【解決手段】幅手方向の両端にナーリング部を有するポリマーフィルム1が巻5芯の周囲に多層状に巻き取られてなるフィルムロールであって、該フィルムロールを幅手方向(TD)に対して垂直に二等分する断面において、ポリマーフィルム間に不活性ガスの層4を有し、該不活性ガス層の厚みdが平均で3.0〜5.0μmであるフィルムロール。幅手方向の両端にナーリング部を有するポリマーフィルムを巻芯の周囲に多層状に巻き取る工程において、巻き取られる直前のポリマーフィルムと巻芯の周囲に既に巻き取られた最外のポリマーフィルムとの間に不活性ガスを供給して該ポリマーフィルム間に不活性ガスを送り込むフィルムロールの製造方法。
(もっと読む)
ゴムシート部材に付着した防着剤の除去方法および装置
【課題】効率よくゴムシート部材に付着した防着剤を除去できる防着剤の除去方法および装置を提供する。
【解決手段】防着剤が付着したゴムシート部材Rを搬送ローラ3によって長手方向に搬送し、表面全体が水槽2に貯留された水Wに浸かるように水中を通過させて、防着剤を水Wによってゴムシート部材Rの表面から剥離させる。
(もっと読む)
ゴムシート部材に塗布した防着液の乾燥方法および装置
【課題】ラックバーに蛇行させて掛け渡したゴムシート部材のU字状下端部に防着液が溜まることを防止して、防着液を迅速かつ確実に乾燥させる防着液の乾燥方法および装置を提供する。
【解決手段】ゴムシート部材Rが掛け渡された複数のラックバー2を、乾燥装置1に設置された押上げ体5の上方で、ガイドレール3に沿って、ゴムシート部材Rの長手方向先端側に移動させることにより、ゴムシート部材RのU字状下端部の幅方向一部を押上げてこの下端部に傾斜面Sを形成し、この傾斜面Sによってゴムシート部材Rの表面上の余分な防着液Lを流下させた状態にしてゴムシート部材Rに付着した防着液Lを乾燥させる。
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】セルロース繊維集合体を解繊し、セルロース繊維と熱可塑性樹脂が均一に混合されたセルロース繊維含有熱可塑性樹脂組成物を得る製造方法を提供する。
【解決手段】機械的手段でセルロース集合体を解繊する工程、攪拌手段として回転羽根を有するミキサーに、解繊されたセルロース繊維と熱可塑性樹脂を入れて攪拌することで、発生した摩擦熱により前記熱可塑性樹脂を溶融させて、解繊されたセルロース繊維と前記熱可塑性樹脂からなる混合物を得る工程、前記混合物を、加温装置を備えた混練手段に供給して混練する工程であり、前工程の混合時の温度よりも50℃を超える温度まで低下させることなく混練する工程を有している、セルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
樹脂成形体の製造方法
【課題】基板11上に実装された電子部品12を埋め込む際に、樹脂層10を簡単に形成することができると共に、ボイドBの発生を防止することができる樹脂成形体4の製造方法を提供する。
【解決手段】溶剤を含有する樹脂ワニスをキャリア基材2に塗工して樹脂薄膜体1を形成し、この樹脂薄膜体1をキャリア基材2から剥離した後、粉砕して樹脂粉砕体3を形成し、この樹脂粉砕体3を圧縮成形してB−ステージ状態の成形体にすることにより樹脂成形体4の製造を行う。成形体は好ましくはシートである。
(もっと読む)
SMCの収納装置
【課題】SMCシートを収納部にうまくつづら折り状に折り重ねることのできるSMCの収納装置を提供する。
【解決手段】下端が揺動端となって揺動する揺動アーム1と、揺動端に設けられSMCシートSを揺動方向の両側から押さえる押さえ部2と、を備え、SMCシートSをつづら折り状に折り重ねて収納するためのSMCの収納装置Aである。揺動アーム1を下方に延長自在でその延長時に揺動端となる先端に押さえ部2を有する延長アーム3を設けた。
(もっと読む)
反りを低減可能な樹脂積層板及びその製造方法
【課題】耐熱性及び切削加工性に優れるとともに、低吸水性及び低線膨張性にも優れ、なお且つ反りの小さな樹脂積層板及びその製造方法を提供する。
【解決手段】 ポリアリールケトン系樹脂(A)と、ガラス転移温度が180℃以上350℃以下の熱可塑性樹脂(B)とを、(A)/(B)=95/5〜5/95の質量比で含有する樹脂組成物(C)からなる少なくとも2枚以上の原反シート(X)を溶融積層する、溶融積層工程と、溶融積層工程の後に、溶融積層された原反シート(X)を、樹脂組成物(C)のガラス転移温度をTgCとして、TgC以上TgC+30℃以下の温度範囲で10分以上保持する、保持工程と、保持工程の後に、溶融積層された原反シート(X)を、100℃以下まで冷却する、冷却工程とを経て樹脂積層板を製造する。
(もっと読む)
41 - 60 / 151
[ Back to top ]