
Fターム[4F201AR06]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 温度、熱量 (579)
Fターム[4F201AR06]に分類される特許
201 - 220 / 579
タイヤ用ゴムの混練方法及び装置

【課題】シリカとシランカプリング剤とのカプリング反応を高めてゴム物性を向上させる。
【解決手段】密閉式ゴム混合機2により、原料ゴムと第1の薬品(シリカとシランカプリング剤とを含みかつ加硫剤を含まない)とを混練りして第1の混練ゴムG1を形成する一次混練ステップと、密閉式ゴム混合機2から塊状に排出される第1の混練ゴムG1を、スクリューフィーダ5を用いて長尺体に成形しながら2軸混練機に投入する搬送投入ステップと、投入された第1の混練ゴムG1を2軸混練機3により混練りして第2の混練ゴムを形成する二次混練ステップとを含む。二次混練ステップは、第1の混練ゴムG1を、120〜200℃の二次混練温度に温度制御しながら混練りする二次混練り工程と、この二次混練り工程後のゴムを120℃よりも低温度に冷却する冷却工程とを有する。
(もっと読む)
液晶ポリエステル樹脂組成物の製造方法及び液晶ポリエステル樹脂組成物
【課題】液晶ポリエステルと酸化チタンフィラーとを含む液晶ポリエステル樹脂組成物のストランド法による製造において、ストランドの流れ不良や破断を十分防止して、該液晶ポリエステル樹脂組成物の造粒物(ペレット)を安定的に製造しうる方法を提供する。
【解決手段】シリンダと前記シリンダ内に設置された二軸のスクリュウとを有する二軸押出造粒機を用い、前記シリンダに設けられた供給口から液晶ポリエステルと酸化チタンフィラーとを供給して溶融混練する。前記二軸押出造粒機のシリンダ設定温度は、液晶ポリエステルの流動温度をTm[℃]としたとき、Tm−10[℃]以下とする。
(もっと読む)
長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置

【課題】長尺樹脂フィルムのロールへの巻き付きや斜行等が解消された長尺樹脂フィルムの処理方法等を提供する。
【解決手段】巻出軸5に巻回された長尺樹脂フィルム11をロール・トゥ・ロール方式により搬送して巻取軸6に巻取ると共に、巻出軸と巻取軸間の搬送路上において上記フィルムに対し減圧雰囲気下で加熱処理する方法であって、上記フィルムを搬送する隣り合う1組のロール7b・ロール7c間の搬送路上に加熱手段と冷却手段を連続して設け、隙間を介し対向して配置された1組の冷却板13a,13bにより冷却手段を構成すると共に、上記ロール7bから送り出されたフィルムを加熱手段で加熱処理し、次いで冷却板13a,13b間の隙間を通過させてフィルムを冷却処理した後、冷却されたフィルムを他方のロール7cに接触させて搬送することを特徴とする。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】従来よりさらにアニール処理を短くして、生産性を向上させることができる偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16の表面の加工形状を転写し、樹脂シート14を成形するシート成形工程114と、樹脂シート14を剥離ローラ20から剥離する剥離工程115と、樹脂シート14を加熱装置22で加熱しながら搬送する搬送工程と、樹脂シートの幅方向における表面の最高温度が(Tg−40)℃以上Tg以下の温度で、樹脂シート14を切断する切断工程124と、樹脂シート14を、(Tg−40)℃以上Tg℃以下の温度で連続的にアニール処理を行うアニール処理工程126と、を有することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】反りの発生を低減した偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16表面の加工形状を溶融樹脂シート14aに転写し、冷却固化するシート成形工程112と、引取ローラ24で樹脂シート14を引き取って搬送する搬送工程115と、を有し、搬送工程115では、樹脂シート14の最厚部の表面温度がTg以下になる前に、樹脂シート14の剥離ローラ20に接していた側から加熱装置22cで加熱して、樹脂シート14における幅方向の厚み分布の最薄部の表面温度を最厚部の表面温度より高くし、樹脂シート14が切断されるまで幅方向の表面温度分布が30℃以内になるように徐冷することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
脂肪族ポリエステル組成物およびその製造方法
【課題】非相溶性高分子ブレンドの新規な溶融混練物並びに樹脂成形物およびそれらの製造方法の提供。
【解決手段】特定割合の非相溶性高分子ブレンドに相容化剤を添加して高分子間界面において反応を誘起するとともに、その反応を高せん断場により促進・効率化させるため、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて、スクリューの回転数が400rpmから1200rpmで、該ブレンドを溶融混練する際に、内部帰還型スクリューの回転数、一定回転数下での混練時間など、高せん断成形加工条件を整えることにより、均一かつ微視的な分散構造を有し、かつ機械的性質に優れた新規な溶融混練物を得る。
(もっと読む)
反りを低減可能な樹脂積層板及びその製造方法
【課題】耐熱性及び切削加工性に優れるとともに、低吸水性及び低線膨張性にも優れ、なお且つ反りの小さな樹脂積層板及びその製造方法を提供する。
【解決手段】 ポリアリールケトン系樹脂(A)と、ガラス転移温度が180℃以上350℃以下の熱可塑性樹脂(B)とを、(A)/(B)=95/5〜5/95の質量比で含有する樹脂組成物(C)からなる少なくとも2枚以上の原反シート(X)を溶融積層する、溶融積層工程と、溶融積層工程の後に、溶融積層された原反シート(X)を、樹脂組成物(C)のガラス転移温度をTgCとして、TgC以上TgC+30℃以下の温度範囲で10分以上保持する、保持工程と、保持工程の後に、溶融積層された原反シート(X)を、100℃以下まで冷却する、冷却工程とを経て樹脂積層板を製造する。
(もっと読む)
導電性ゴムローラの製造方法、導電性ゴムローラ及び画像形成装置
【課題】導電性ゴムローラのゴム層を成型する前工程である予備成型において、熱履歴によるゴム物性の変化、特に硬度低下の無い導電性ゴムローラの製造方法を提供する。
【解決手段】ゴム層材料が、ゴム成分として少なくともアクリロニトリルゴムとエピクロルヒドリンゴムを含み、前記ゴム成分の合計を100質量部としたとき、カーボンブラックを5〜30質量部含有するゴム組成物であって、前記押出成型の前工程として、2軸押出し機による前記ゴム層材料の押し出し直後の表面温度が40℃〜80℃であり、予備成型時間が2〜10分で、前記ゴム層材料を連続成型し、かつ、前記押出成型で用いる押出し機に連続的に該リボン状ゴムを供給する予備成型工程を有する導電性ゴムローラの製造方法。
(もっと読む)
水中粒子化等のための断熱されたダイプレート
水中ペレット化および他の粒子化プロセスに使用される断熱されたダイプレートアセンブリは、ダイプレートアセンブリの加熱された上流部が下流部から断熱されるように、概してダイ面に平行なプレートアセンブリを横断して形成された薄い連続した空気チャンバを含む。空気チャンバを雰囲気に通気させることにより、空気チャンバは、雰囲気と平衡する。個別または群の複数の射出開口が、粒子化されるプロセス溶融物が通過できるように断熱チャンバを通して延伸する射出開口延長部に形成される。開口延長部および開口延長部の周りの空気チャンバを形成する構成要素は、特に、前記延長部に沿って熱を導いてその中のプロセス溶融物を所望の温度に維持し、ダイプレートアセンブリの剛性化を助け、空気チャンバをよりよく封止するように構成される。 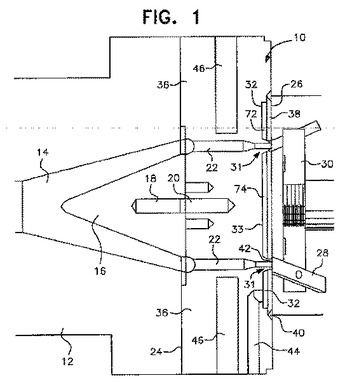 (もっと読む)
(もっと読む)
ベルトの製造方法
【課題】延び難く周長の変化が少ないベルトの製造方法を提供する。
【解決手段】ベルトの製造方法が、結晶性熱可塑樹脂で形成された繋ぎ目の無いシームレス状の基体を、周方向にテンションが加わるように張架した状態で、式(1)に示す熱処理温度(Te1)で保持する熱処理工程を有する。
Tg≦Te1≦Ts (1)
(Tg:熱可塑性樹脂のガラス転移点、Te1:熱処理温度、Ts:熱可塑性樹脂の軟化点)
(もっと読む)
芳香族ポリカーボネート樹脂成形品の処理方法
【課題】芳香族ポリカーボネート樹脂より形成される成形品において、太陽光や室内の蛍光灯の下において観察される虹色の線状会合部を解消する方法を提供する。
【解決手段】芳香族ポリカーボネート樹脂より形成され、該射出成形品を2枚の偏光板に挟み、透過光を照射することによって虹色の線状会合部を観察することができる射出成形品の処理方法であって、該処理方法を実施することにより、該虹色の線状会合部に対して直交するように設定した仮想基準線に沿って、虹色の線状会合部と仮想基準線の交点を中心として300mmの範囲を測定間隔5mmで測定した透過方向の複屈折をもとにBrewsterの法則に従って得られた各測定点における主応力をS(i)(i=1、2、3・・・、61)とし、さらに隣接する主応力S(i+1)との差を測定間隔(5mm)で除することによって得られる主応力の勾配の絶対値[|S(i)−S(i+1)|/5]をG(i)としたときの、G(i)+G(i+1)+G(i+2)の値が0.4未満に低減されることを特徴とする射出成形品の処理方法。
(もっと読む)
ガスバリア性熱可塑性樹脂組成物、該樹脂組成物からなる単層または多層の成形体、及びそれらの製造方法
【課題】熱可塑性樹脂中にポリ(メタ)アクリル酸が分散した構造を持ち、酸素ガスバリア性に優れ、かつ、溶融成形加工が可能なガスバリア性熱可塑性樹脂組成物、該樹脂組成物からなる単層または多層の成形体、それらの製造方法を提供すること。
【解決手段】各々3,000〜300,000の範囲内の重量平均分子量を有するポリアクリル酸及びポリメタクリル酸からなる群より選ばれる少なくとも一種のα,β−不飽和カルボン酸重合体0.5〜40質量%と、該α,β−不飽和カルボン酸重合体以外の少なくとも一種の熱可塑性樹脂60〜99.5質量%とを含有する熱可塑性樹脂組成物からなり、かつ、該熱可塑性樹脂組成物から作製したフィルム試料の温度23℃及び相対湿度90%の条件下で測定した酸素透過係数が120cm3・mm/m2・day・atm以下であるガスバリア性熱可塑性樹脂組成物。
(もっと読む)
ポリ乳酸系樹脂組成物及びその成形体、並びにそれらの製造方法
【課題】衝撃強度が向上したポリ乳酸系樹脂組成物の提供。
【解決手段】ポリ乳酸(好ましくはL−乳酸の単位を80モル%以上含む)系樹脂100重量部に対し、分子中に水酸基を有しかつポリオキシエチレン基(例えば、アルキレン基の炭素数1〜4)を有しない非イオン性界面活性剤(好ましくは脂肪酸部分の炭素数が8〜30のソルビタン脂肪酸エステル)を0.1〜20重量部(好ましくはポリ乳酸系樹脂の溶融前あるいは溶融後に直接)添加して得られる組成物とその製造方法、およびこの組成物を成形して得られた成形体とその製造方法。
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を多く含有しながら射出成形に適すると共に高い機械的特性を発揮できる熱可塑性組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】回転軸5の円周方向に複数の混合羽根10が立設された混合具を備えた混合溶融装置1を用いて、混合羽根10の回転による剪断力により、熱可塑性樹脂(PP等)を溶融させながら、熱可塑性樹脂とケナフ材料とを混合して混合物を得る混合工程を備え、この工程では、回転軸5の回転数を略一定に維持すると共に回転軸5に生じる負荷の極大値を経由した後、負荷が低下する間にも混合を継続し、負荷の極大値における混合物の温度よりも高い温度範囲(ケナフ繊維では3〜25℃、ケナフコアでは3〜50℃)で排出する。
(もっと読む)
水中カット造粒装置のダイプレート
【課題】ヒートチャネルに流れる加熱媒体の流量を簡単に安定化する。
【解決手段】径外流路20、径内流路21及びヒートチャネル22の少なくとも1つに、ヒートチャネル22に流れる加熱媒体の流量を安定化させる流量安定化手段が設ける。流量安定化手段は、径外流路20側又は径内流路21側のどちらか一方に形成されて当該流路に加熱媒体を供給する供給口30と、供給口30が形成されていない径外流路20側又は径内流路21側の他方に形成されて当該流路から加熱媒体を排出する排出口31とにより構成されている。また、流量安定化手段は、各ヒートチャネル22に形成した同一断面積の絞り部33により構成されている。
(もっと読む)
バイオマス有機液状化物の製造装置及び製造方法、並びに高分子複合材料の製造装置及び製造方法
【課題】バイオマスを高度に微細化、均一化させて有機溶媒又は合成高分子に分散させるとともに、残留水分を低減させて品質の優れるバイオマスの有機液状化物、及び高分子複合材料を製造する技術を提供する。
【解決手段】バイオマス有機液状化物の製造装置において、バイオマスを粉砕させたものに有機溶媒を混入した懸濁体を投入する第1投入手段(20)と、投入された懸濁体を密閉状態で設定温度にて混練しバイオマスが均質に分散した混練体にする混練手段(30)と、混練体を設定温度(Tz)における飽和蒸気圧(Pz)よりも低圧に設定した雰囲気に晒し含まれる水分を揮発させる揮発手段(40)と、脱水された混練体を取り出す取出手段(60)とを、備えることを特徴とする。
(もっと読む)
ゴム製品の製造方法
【課題】ゴム成形体1を成形後、冷却して脆化させ、これにショット材を投射することによってバリ12を破壊分離して製品を仕上げるゴム製品の製造方法において、ショット材の投射量を増大させることなくバリ除去の作業効率を向上させる。
【解決手段】製品部11と、この製品部11に沿って延びる板状バリ部121と、製品部11と板状バリ部121との境界の境界バリ部122とを備え板状バリ部121が境界バリ部122より厚肉であるゴム成形体1を成形し、このゴム成形体1を脆化温度以下の温度に冷却した後、前記板状バリ部121にショット材を投射することによって板状バリ部121を境界バリ部122と共に製品部11から分離させる。
(もっと読む)
熱可塑性材用の熱的および気圧的に制御された供給システムを用いて成形および反応性重合化を行なうための方法および装置
連続処理であって、機械化されかつ自動化された供給システムは、押出成形、ペレット化、熱処理、乾燥、および形成された高分子ペレットの後処理を含む、ペレット化処理に、熱的におよび気圧的に調整された成分を正確に運ぶ。成分を組合せて、溶液、分散液、乳剤、調合物などを形成することができる。これらの成分をさらに反応および熱的に変形させて、オリゴマー、プレポリマー、ポリマー、共重合体、およびその組合せを形成する。 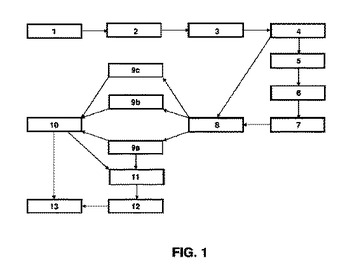 (もっと読む)
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
ケーブルを脱気するための改善された方法
本発明は、(i)エチレンと4から20個の炭素原子を有する不飽和エステルとの極性コポリマーから本質的になる相Iの材料、(ii)無極性の低密度ポリエチレンから本質的になる相IIの材料、ならびに(iii)相Iの材料および/または相IIの材料の中に分散された導電性充填剤材料から作製されるまたはこれらを含有する組成物から調製された架橋済半導体シールド層を有する電気ケーブルの脱気方法である。脱気温度は、セ氏70度を超える。 (もっと読む)
201 - 220 / 579
[ Back to top ]