
Fターム[4F201BA06]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 成形材料の取扱一般 (232)
Fターム[4F201BA06]に分類される特許
121 - 140 / 232
ペレット形状のポリエステルの輸送方法および貯蔵方法
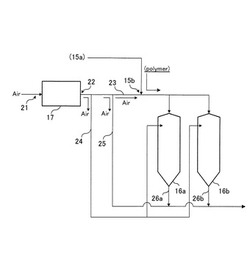
【課題】ポリエステルのペレットを気力輸送する際に、ペレットの含水率を増大させることなく簡便な手段で輸送することができるペレット状のポリエステルの輸送方法及び貯蔵方法を提供する。
【解決手段】ペレット形状の脂肪族ポリエステルを圧力気体流と共に輸送配管を介し気力輸送するペレット形状の脂肪族ポリエステルの気力輸送方法であって、気力輸送に用いる気体に含まれる水分量を低減し気体の露点を0℃以下に調整する気体除湿工程と、気体除湿工程において露点が0℃以下に調整された気体を圧縮する気体圧縮工程と、気体圧縮工程において圧縮された圧力気体をペレット形状の脂肪族ポリエステル1トン当たり50Nm3/時間〜600Nm3/時間で輸送配管内に供給する圧力気体供給工程と、圧力気体供給工程において輸送配管に供給された圧力気体流と共にペレット形状の脂肪族ポリエステルを輸送配管を介し気力輸送する輸送工程と、を有することを特徴とするペレット形状の脂肪族ポリエステルの気力輸送方法。
(もっと読む)
射出装置の供給口における材料ブリッジ防止構造

【課題】供給口内の材料ブリッジの発生を、スクリュフライトとの関連によらず揺動部材を供給口内の材料移動を利用して作動するにより防止する。
【解決手段】射出スクリュ内装の加熱筒の供給口内に、揺動部材をホルダーにより上部を支持して下端が加熱筒の内周縁の近傍に位置するところまで吊り設ける。
(もっと読む)
予備成形体の搬送方法および製造装置
【課題】自動化が容易であるとともに、設備費の増加を抑えることができる予備成形体の搬送方法および製造装置を提供する。
【解決手段】予備成形型52に備えられる第1成形型52Aおよび第2成形型52Bにより繊維材を型締めして加熱圧縮した後、前記第1成形型52Aから鋭利な突出針54を突出させて予備成形体P2に突き刺して、当該予備成形体Pを第1成形型52Aに保持する。この後、前記第1成形型52Aを第2成形型52Bから離間し、当該第1成形型52Aにより前記予備成形体P2を保持したまま搬送する。
(もっと読む)
樹脂計量供給装置
【課題】計量ミスによる樹脂の無駄を減少する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、樹脂を計量・分離可能な計量部140と、計量部140により計量・分離された樹脂が、所定量を超えていた場合に計量・分離後の前記樹脂を破棄する破棄手段と、を備え、計量部140が、所定量を複数に分割して異なる容器(第1容器120A、第4容器120D)に対して計量・分離し、破棄手段が、第4容器に保持される樹脂を破棄するように構成する。
(もっと読む)
樹脂計量供給装置
【課題】迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
モノマー充填シリンジの製造方法
【課題】プランジャ治具とプランジャロッドとを連結する際、プランジャ治具が動いても、シリンジ内に充填されたモノマーの脱気状態が損なわれることなく、良好なモノマーの注入処理を行うことができるモノマー充填シリンジの製造方法の提供を目的とする。
【解決手段】
ノズル12をノズルキャップ16で封止したシリンジ10に対して、ノズル12とは反対側の端部から液状のモノマーMを充填する。次に、モノマーMが充填されたシリンジ10の内部を減圧した状態で、シリンジ10の内部に対して、プランジャロッドに接続されるプランジャ治具30と同プランジャ治具30と分離して同プランジャ治具30の周囲を囲むように配置されたガスケット20とをノズル12とは反対側の端部から押し込みする。
(もっと読む)
樹脂材料計量方法及び樹脂材料計量装置
【課題】高精度の計量が可能な樹脂材料計量方法及び樹脂材料計量装置を提供する。
【解決手段】一端側に吐出口を有し内部空間の断面積が一定のシリンダ10と、該シリンダ10の内部空間に挿入されるピストン11とによって構成されるシリンダピストン機構を用い、シリンダ10の内部空間に流動性を有する樹脂材料を充填した後、シリンダ10の内部空間の断面積とピストン11の移動ストロークとに基づいて決定される樹脂材料の容積の関係から、予め規定した容積の樹脂材料に相当するピストン11の移動ストロークを求め、シリンダ10内の樹脂材料を、ピストン11をその移動ストローク分移動させて吐出口から吐出させ、該吐出された樹脂材料をシリンダ10内の樹脂材料から切断するようにした。
(もっと読む)
樹脂供給機構
【課題】プレ成形のサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の前記粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、プレ成形部200に対して樹脂300を搬送可能なフィルム206と、を備え、更に、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110を備えることにより、フィルム206の状態に関らず計量部102による計量を可能とする。
(もっと読む)
樹脂供給機構
【課題】プレ成形更には樹脂封止装置全体としてのサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110と、を備え、保持部110に所定量を超える樹脂300が保持された場合に、保持する樹脂300を破棄する破棄手段130を設ける。
(もっと読む)
樹脂供給機構
【課題】樹脂を均一の厚さで供給する。
【解決手段】半導体チップ等が搭載された基板を樹脂300にて圧縮封止する樹脂封止装置への供給に先立って予め樹脂を所定の形状に成形するプレ成形装置に対して樹脂300を供給する樹脂供給機構であって、樹脂300が、鉛直方向に伸びるシュータ112を介して樹脂供給先へと供給されており、シュータ112内に、供給される樹脂300を拡散するための錐状の拡散機構114を備えて構成する。
(もっと読む)
ゴムをゴム消費装置に給送する方法及びゴムをゴム消費装置に給送する設備
【課題】タイヤ製造において、ゴムのストリップをゴム供給装置からゴム消費装置まで連続して移動させる方法を提供する。
【解決手段】本発明の方法では、ゴム供給装置(12)からゴム消費装置(14)へのゴムのストリップ(M)の連続移動中、消費装置への到達前に、残留分(R)と呼ばれる一部分をゴムストリップから連続的に取り出す。ゴムストリップを連続して切断することによって残留分を取り出す。供給装置(12)は、ゴムストリップを貯蔵する上流側貯蔵手段(16)を有し、これからゴムストリップを押出し機に向かって移動させ、供給装置は、残留分(R)を貯蔵する下流側貯蔵手段(40)を更に有する。上流側貯蔵手段上のゴムストリップ(M)を使用し尽くした後、上流側貯蔵手段と下流側貯蔵手段を交換する。
(もっと読む)
射出成形機の材料供給装置
【課題】モータなどの駆動手段の小型化が可能であり且つ高精度の切出しが行える材料供給装置を提供することを課題とする。
【解決手段】駆動手段29で往復させるピストン27に、溝部28を切欠き形成し、この溝部28で、導入通路22の成形材料を掬って、排出通路23に放出するようにした。
【効果】溝部の容量とピストンの往復回数との積から、切出し量が定まるため、高精度の切出しが行える。溝部をスプーン形状にすると、成形材料の噛み込み現象を回避することができ、駆動手段の小型化が可能となる。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
2液混合樹脂材の真空注入方法
【課題】 溶剤洗浄における問題の影響を抑制することができる2液混合樹脂材の真空注入方法を提供すること。
【解決手段】 パワーミキサーユニット1からの動力伝達により攪拌混合を行うミキサー内へ2液の樹脂材をそれぞれ供給して混合し、開閉弁を有するミキサーノズル5を介して、真空状態にした真空チャンバー9の内部へ注入する2液混合樹脂材の真空注入方法において、無洗浄ミキサー2を使い捨て可能な材質形状で設定し、装置を溶剤洗浄する際に無洗浄ミキサー2を無洗浄で交換するようにした。
(もっと読む)
流体を搬送する装置及びその方法
流体を搬送する装置、特に着色料等のような流体を搬送する装置は、例えば押出器の射出成型器のようなプラスチック形成装置のプレミキサー工程に流体を搬送する。装置は最小限の容量の状態と最大限の容量の状態との間において蛇腹状に設けられるタンク(8,208)に連結される流体供給手段を備える。タンク(208)は流体を所望の位置に搬送すべく設けられる搬送手段に管(24)及び蠕動ポンプ(26)を介して連結される。流体供給手段(200)が空である場合に、タンク(208)内の流体のレベルは空気の存在を検出する容量センサ(32)のレベル以下となり、信号が出力され操作者に対して流体供給手段(4)を交換するように警告する。流体供給手段はタンクの流体が空になるに先立って交換される。従って工程はタンク(4)の交換時においても連続して実施される。  (もっと読む)
(もっと読む)
樹脂計量装置
【課題】樹脂供給装置における樹脂の供給量を安定させる。
【解決手段】樹脂の供給量を調整する機能及び前記樹脂を所定の場所に搬送・供給する機能の双方の機能を有する樹脂供給量制御手段110と、樹脂供給量制御手段110により供給される前記樹脂の樹脂量を計量可能な電子天秤112とを備えた樹脂供給装置100であって、電子天秤112により計量された前記樹脂が規定量を超えた場合に、当該規定量を超えた樹脂量に基づいて、次回の樹脂供給量を減じる減算手段を備えて構成する。
(もっと読む)
押出機への帯状エラストマの投入方法
【課題】 帯状エラストマを安定して押出機に供給しホッパー詰りを生じさせない押出機への帯状エラストマの投入方法を供する。
【解決手段】 ホッパーを介して投入された帯状エラストマをスクリュー11とフィードロール12の間に咬み込んでスクリュー11の回転で錬りながら押出す押出機10への帯状エラストマEの投入方法において、ホッパー13に投入される前に帯状エラストマEに長手方向と直角の幅方向に指向して幅方向中央に切込みcを所定間隔を存して順次形成する。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
弾性供給材料に対する張力を軽減する装置
【課題】押出機へ供給される弾性供給ストリップの張力を軽減する。
【解決手段】弾性供給ストリップに対する張力を軽減する方法および装置を提供する。この方法は、供給ストリップに接触する装置を設けることと、供給ストリップが停止するかまたは張力がある値を超えたときに装置によって供給ストリップを前方に押し出すことと、次いでストリップを移動方向に押すことを含む。
(もっと読む)
121 - 140 / 232
[ Back to top ]