
Fターム[4F201BA06]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 成形材料の取扱一般 (232)
Fターム[4F201BA06]に分類される特許
41 - 60 / 232
複合合成樹脂生成方法と複合合成樹脂生成装置およびそれにより作成された圧縮成形容器
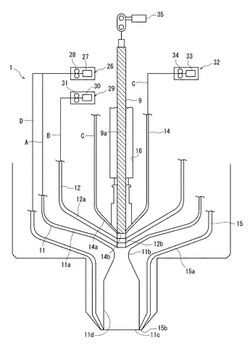
【課題】複合合成樹脂生成装置に形成される成形品に糸引きが生じても、圧縮成形時に糸引きの部分を溶融樹脂で厚く覆うようにすること。
【解決手段】先端にノズル排出開口11cを有する複合溶融樹脂流出路中に、流出口12b,14bを通して溶融樹脂B,Cを間欠的に流出せしめると共に、流出口12b,14bを囲繞する流出口11bを通して溶融樹脂Aを流出せしめ、溶融樹脂Aと溶融樹脂B,Cとを含む複合溶融樹脂を流出路のノズル排出開口11cから流出せしめ、ノズル排出開口11cから流出せしめられた複合溶融樹脂を流出路11dのノズル排出開口11cに沿って切断することによってドロップを生成する。この際、ノズル排出開口11cからの複合溶融樹脂の流出に応じて、ノズル排出開口11cを囲繞する付加環状流出開口15bを通して付加溶融樹脂Aを流出する。
(もっと読む)
ロスインウェイト式フィーダ原料充填中の処理量変更方法

【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
生カバー変形矯正装置
【課題】生カバーを加硫装置にセットする前に、生カバーの変形を矯正してタイヤ品質を確実に向上させることができる生カバー変形矯正装置を提供する。
【解決手段】タイヤ加硫装置に生カバーを供給するバーチカルローダーに設けられる生カバー変形矯正装置であって、前記生カバーの上ビード部を係止して前記生カバーを吊り上げる上係止体を有する装置本体と、前記装置本体の下側に配置され、前記生カバーの下ビード部を係止する下係止体を有する調整体と、前記上下の係止体間の鉛直方向の距離を変更することにより、前記生カバーの変形を矯正する距離変更手段とを備えていることを特徴とする。
(もっと読む)
短繊維状物定量供給装置
【課題】ハンドリング性を向上させるために集束させた短繊維状物の集束を解かずに供給することを目的とする短繊維状物の定量供給装置の提供。
【解決手段】材料を貯蔵するホッパ部1とその下部に材料を排出するための導入部2および、筒状の排出部を設けたホッパを持ち、導入部2から排出部にかけて、材料を搬出するためのスクリュウ4を持つ材料搬送装置において、導入部下部の相当内半径Rとスクリュウ外半径rとの比R/rが1.1≦R/r≦1.3であり、かつ導入部下部から2Rの部分における開口幅LとRの比L/Rが1.5≦L/R≦2.2であることを特徴とする短繊維状物定量供給装置。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置
【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
樹脂吐出装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】製造ロット替えや成形終了時等における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】複数の材料供給機11A,11B,11C,11Dから供給させた各粉粒体材料を、予め設定された質量比になるように計量機20において計量させ、混合手段30によって混合させた材料を成形機9に供給する材料配合供給装置1であって、前記成形機において単位時間当たりに処理される材料の処理能力を検出する処理能力検出手段61と、前記成形機に向けて単位時間当たりに供給可能な材料の配合供給能力を検出する配合供給能力検出手段61と、所定のプログラムに基づいて、前記処理能力と前記配合供給能力とを比較し、該配合供給能力が該処理能力よりも過剰であり、かつ所定基準まで減少可能なときには、該配合供給能力を減少させるように更新して配合供給を実行させる配合供給能力制御手段61とを備えている。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
発泡体成形用押出成形機の原料投入用ホッパー
【課題】押出発泡成形における経済性の向上のために回収される廃棄材料を、押出発泡成形のバージン原料に混入して再利用するに際して、押出成形機へのバージン材料と再生砕片の均一な混合と安定した供給を行い、再生砕片を使用する押出発泡成形を安定化させる。
【解決手段】押出成形して発泡体を製造するための原料と粉砕状の再生材料を受け入れ収容する、押出成形機上の原料投入用ホッパーであって、上部には撹拌装置を有する受け入れ部を有し、ホッパー本体部は円錐体と逆円錐体が上下に合体した形状(そろばん珠形状)をなし、その上下部の円錐状側面の傾斜角が水平面に対して30°〜60°であり、下部には押出混練部への原料投入部を備える、発泡体成形用押出成形機の原料投入用ホッパー。
(もっと読む)
プラスチック混練機及び材料供給装置
【課題】廃棄プラスチックのうち厚さが数ミクロン以下のフィルム類はこれを粉砕した場合、嵩係数が大きく、押出成形機で再生材料化しようとしても自重ではスクリュに喰い込まない。
【解決手段】再生原料Rを成形する装置として有底の円筒状ホッパーを有し、且つ加熱装置を持たない定量フィーダー(1)と、同じく加熱装置を持たない強制押し込み装置(7)および加熱装置つき押出成形機(8)とを連接して嵩係数の大きな再生原料を無理なく定量フィーダー(1)に押し込み、シリンダ中で圧縮をし、成形しようとするものである。この円筒状ホッパー内には鉄柵状、すなわちスケルトン状の回転羽根が装着されているので材料詰りによる停止がなく、その回転を自由に選べることになった
(もっと読む)
特に粉末材料の、粉末材料を加工する装置への給送装置
特に粉末材料の、粉末材料を加工する装置、特に押出し機への給送装置であって、材料を収容する収容エリアを具備した筐体を含み、該収容エリアは側方に少なくとも1つの柔軟な壁を有し、該壁は少なくとも1つの、壁とかみ合う可動性の機械的要素を使用して可動である装置において、前記要素(19)が壁(8、9)の長手方向に可動であり、その際前記壁外面(12、13)が起伏箇所(14、15)を備えており、該起伏箇所を介して前記要素(19)が動かされ、および/または該要素が運動する場合に回転する要素(19)が非円形である給送装置。 (もっと読む)
樹脂封止装置とこれを用いた樹脂封止方法
【課題】成形用樹脂を一様にキャビティ空間に供給して樹脂封止を行うことができ、樹脂封止品の樹脂封止部は常にムラのない状態に仕上げること。
【解決手段】粒状成形用樹脂120A,Bを粒径範囲毎に貯留するストッカ130A,Bと、ストッカ130A,Bの粒状成形用樹脂120A,B貯留量と、電子部品240の樹脂封止に要する粒状成形用樹脂120A,Bの使用量とに基づき、ストッカ130A,B内からの粒状成形用樹脂120A,Bの供給量の比率どうしを所定の比率となるよう算出する成形用樹脂供給量算出手段PCと、算出供給量に基づき、粒状成形用樹脂120A,Bを取り出す成形用樹脂取り出し手段と、粒状成形用樹脂120A,Bを積載する積載手段160と、積載手段160を積載位置と金型位置との間で往復動させ、粒状成形用樹脂120A,Bを下金型230に投入する投入手段と、を有している。
(もっと読む)
射出成形機ホッパー
組立式ホッパー、電熱送風システム(14)及び温度制御システムを含む射出成形機ホッパーであり、組立式ホッパーは2つ又は2つ以上のサブホッパーからなり、各サブホッパーに独立なサブ供給口(1)、サブ排出口(7)、及び独立に制御可能な分岐送風口(8)が設けられ、サブホッパー全体のサブ排出口(7)は、サブ排出口(7)の下方に設けられる恒温チャンバー(9)に連通され、恒温チャンバー(9)の下部に主排出口(5)及び主送風口(6)が設けられ、恒温チャンバー(9)及び各サブホッパーは、独立な温度制御システムを有する。 (もっと読む)
成形装置および搬送装置
【課題】多様な形状の成形素材の正確な位置決めおよび搬送時間の短縮を実現する。
【解決手段】光学素子材料20を吸着保持する吸着パッド13と、光学素子材料20を把持して位置決めするチャック3を共通の吸着筒1に共通に固定し、吸着筒上下シリンダ12および吸着筒上下スライドステージ6によって同時に昇降させ、吸着パッド13は吸着パッド上下機構13aによって独立に吸着高さ位置を制御可能にし、光学素子位置決め台8に載置された光学素子材料20の外周部を一対のチャック3の間に把持して位置決めした後、吸着パッド13のみを降下させて光学素子材料20の上面を吸着保持させ、吸着パッド13およびチャック3によって位置決めされて保持された状態の光学素子材料20を、脱落させることなく、高速かつ正確に成形下型11に載置する。
(もっと読む)
連続的袋詰め方法及びシステム
本発明は、ペレットを連続的に袋詰めするためのシステム、ペレットを連続的に袋詰めするためのプロセス及びシステムの個々の構成要素に関する。ペレットは、粘着性及び/または高分子含有配合物から形成することができる。 (もっと読む)
ゴムシート保管方法
【課題】未加硫のゴムシートを綺麗に剥がして取り出せるように積み重ねて保管でき、しかも、その保管や取出しの作業効率を向上できるゴムシート保管方法を提供する。
【解決手段】未加硫のゴムシートGSを保管する際、蛇行状態で連続する離型フィルムFを介して未加硫のゴムシートGSが効率的に積み重ねられる。そして、後工程で未加硫のゴムシートGSを取り出す際には、蛇行状態で連続した離型フィルムFから未加硫のゴムシートGSが効率的に、しかも綺麗に剥がして取り出される。
(もっと読む)
マスターバッチ混合供給装置
【課題】
今までの供給装置では、主原料であるプラスチックペレットと着色のためのマスターバッチペレットを混合して供給する方法として、着色のためのマスターバッチペレットを、計量スクリューを回転させて計量する方法と、着色のためのマスターバッチペレットを、計量カップに供給して計量する方法であったが、いずれの方法もマスターバッチペレットの計量精度が悪く着色濃度不良が発生していた。
【解決手段】
マスターバッチ ペレット押し出し装置より出た線状のマスターバッチをペレットにカットせず、マスターバッチ巻き取りロールに巻き取り、使用時にマスターバッチ巻き取りロールからマスターバッチ引き出し治具で引き出しマスターバッチ切断装置でカットして、何粒単位で供給すると設定すれば、確実にペレットを粒単位で供給する事が出来、計量精度が向上して着色濃度不良が発生しない。
(もっと読む)
ゴム混練り装置
【課題】ベースゴムの供給方向が、ゴム材料の押出し方向とほぼ同じ方向である場合にも、ベースゴムの流れの蛇行を抑制することができ、良好なゴムの混練りを行うことができるゴム混練り装置を提供する。
【解決手段】ベースゴムをホッパーの傾斜壁面に沿ってゴム材料の押出し方向に向けて流して流入口から流入させるゴム混練り装置であって、流入口および/またはホッパー口の平面視の形状が楕円形状であり、かつ楕円の短軸が前記ゴム材料の押出し方向Yと合致しており、楕円の短軸の長さaと長軸の長さbの比a/bは0.7≦a/b≦0.95であるゴム混練り装置。また、前記流入口の楕円の長軸が前記ゴム材料の押出し方向Yと合致しており、楕円の長軸の長さbと短軸の長さaの比b/aは1.05≦b/a≦1.3であるゴム混練り装置。
(もっと読む)
41 - 60 / 232
[ Back to top ]