
Fターム[4F201BA06]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 成形材料の取扱一般 (232)
Fターム[4F201BA06]に分類される特許
101 - 120 / 232
紙袋一括投入式ストックタンク
【課題】作業効率の向上を図ることが可能であるとともに、異物混入の防止をすることが可能な紙袋一括投入式ストックタンクを提供する。
【解決手段】紙袋一括投入式ストックタンク11は、原料12を貯蔵するためのストックタンク13と、ストックタンク13に連続するタンク上流側通路部14とを備えて構成されている。タンク上流側通路部14は、この内部が原料の入った紙袋16に対する通路として形成されている。タンク上流側通路部14には、原料の入った紙袋16の紙袋17のみを切って開封する紙袋切開手段21と、原料12のみが通過し紙袋17の侵入が規制される紙袋侵入規制手段22と、原料12がなくなった状態の紙袋17をタンク上流側通路部14の外に取り出して回収する紙袋回収手段23とが設けられている。
(もっと読む)
自動車ブレーキパッド成形用原材料供給器

【課題】原材料の均一な分布によって外観が美麗であり、不良発生なしに優れた性能のブレーキパッドを得ることのできる自動車ブレーキパッド成形用原材料供給器を提供する。
【解決手段】原材料投入部2と重量計量部4との間に、加熱器を有する乾燥ホッパー6とミキシングホッパー8を順に連結設置する。原材料投入部2に投入された原材料が乾燥ホッパー6内に流入した後、加熱器を外周面側に備える円筒状本体内で、回転するミキシング器のミキシング羽根によってミキシング、乾燥される。そして、ミキシングホッパー8との連結部に配置された開閉板10が駆動されて、ミキシングホッパー8内に流入する。この後も、円筒状本体内で回転するミキシング器のミキシング羽根によってミキシングされた状態で重量計量部4に供給される。
(もっと読む)
ゴム材料成形体の製造方法
【課題】輸送効率が良好で、使用時にハンドリングし易く、設備装置への負荷が小さいゴム材料成形体の製造方法を提供すること。
【解決手段】ゴム材料をシート状に成形する工程と、ゴム材料シートを裁断する工程と、裁断されたゴム材料シートを積層する工程と、積層されたゴム材料シートをラッピングしてゴム材料成形体を形成する工程とを含むゴム材料成形体の製造方法である。
(もっと読む)
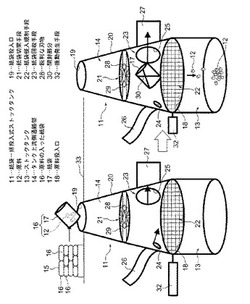
可塑化装置の原料供給装置
【課題】減圧雰囲気の可塑化装置内の真空度低下を防止する原料供給装置を提供する。
【解決手段】減圧雰囲気で成形原料Mを可塑化する可塑化装置20へ成形原料Mを供給する原料供給装置1であって、前記原料供給装置1は、前記可塑化装置20に立設された下ホッパ2と、該下ホッパ2の上方にシャッタ7を介して立設された上ホッパ8と、該上ホッパ8に成形原料Mを供給可能とする開状態と該上ホッパ8内を気密にする閉状態とを択一的に選択する第1開閉弁10,11と、前記下ホッパ2内を真空源15に連通させる開状態と前記下ホッパ2内を真空源15から遮断させる閉状態を択一的に選択する第2開閉弁12と、前記上ホッパ8内を真空源15に連通させる開状態と前記上ホッパ8内を真空源15から遮断させる閉状態を択一的に選択する第3開閉弁13とを備える。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 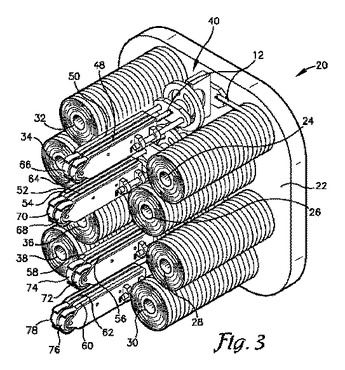 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 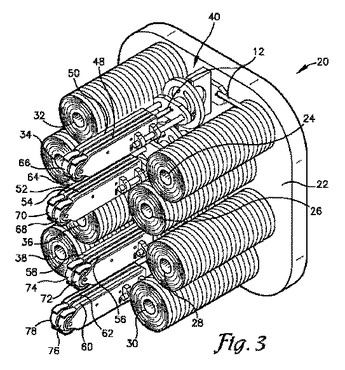 (もっと読む)
(もっと読む)
ポリウレタン発泡原液成分供給装置
【課題】高圧ポンプによりポリウレタン発泡原液成分を原液タンクからミキシングヘッドへ定量供給する際、高圧ポンプの駆動軸を回転駆動するためのマグネットカップリングを確実に冷却することができる発泡原液成分供給装置を提供する。
【解決手段】発泡原液成分を貯留する原液タンク1と、原液タンク1から発泡原液成分をミキシングヘッド4へ供給する供給経路3に設けられた高圧ポンプ5と、モーター6の動力を高圧ポンプ5に伝達するマグネットカップリング7と、ミキシングヘッド4から発泡原液成分を原液タンク1へ送給して循環させる循環経路8に設けられる熱交換器9とを備える発泡原液成分供給装置であって、熱交換器9の下流側の分岐点8aにおいて、発泡原液成分を循環経路8と分岐経路11に分岐させる分岐手段をさらに備え、分岐経路11を流れる発泡原液成分をマグネットカップリング7内部に供給して冷却する。
(もっと読む)
樹脂成形体製造装置及び樹脂成形体製造方法
【課題】嵩密度の小さい合成樹脂の粉砕材から樹脂成形体を製造することができる樹脂成形体製造装置及び樹脂成形体製造方法を提供する。
【解決手段】合成樹脂の廃材が粉砕されてなる粉砕材を、加熱溶融しながら押出口側へ樹脂を押出す樹脂融解押出機構1と、樹脂融解押出機構1の溶融樹脂押出口側に設置され、樹脂融解押出機構1から押し出された溶融樹脂を吐出するダイス2とを備えた樹脂成形体製造装置である。投入される粉砕材を攪拌する攪拌機24が内装された攪拌機付ホッパー5と、攪拌機24にて攪拌されてホッパーの下端部の開口部から落下する粉砕材を樹脂融解押出機構内に送出する強制押込機構6とを備えた。
(もっと読む)
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
フロス法硬質ポリウレタンフォームの製造装置
【課題】発泡剤としての圧縮又は液化された不活性ガスの供給と発泡機の動作との連動化を可能にしたフロス法硬質ポリウレタンフォームの製造装置を提供する。
【解決手段】発泡剤として不活性ガスを定量供給する発泡剤供給手段と、不活性ガスとポリオール組成物を混合させて発泡ポリオール組成物とした後、発泡ポリオール組成物とポリイソシアネート成分を混合して硬質ポリウレタンフォームを吐出する発泡手段とを備えるフロス法硬質ポリウレタンフォームの製造装置であって、発泡剤供給手段は、不活性ガスの圧力を減圧調整する減圧弁と、不活性ガスの流量を調整するニードル弁を有し、発泡手段はポリオール組成物を圧縮して供給する為の圧縮用シリンダーを有しており、発泡手段と発泡剤供給手段の間には不活性ガスの発泡手段への供給を調節する調節手段が設けられ、調節手段には圧縮用シリンダーの動作を感知して調節手段を制御する制御手段が接続されている。
(もっと読む)
樹脂材料の計量装置
【課題】ベース材に対してマスターバッチ材を均一に分散させた所望の配合比の樹脂材料を安定してつくり出す。
【解決手段】ベース材Aと、マスターバッチ材Bとによって所定の配合比の樹脂材料をつくるための樹脂材料の計量装置であって、ベース材貯留部(第1ホッパー)12およびマスターバッチ材貯留部(第2ホッパー)16に隣接して配置されて回転する計量ホイール20と、その外周面22において一定量のマスターバッチ材を受け入れることが可能な計量部24と、貯留部12内のベース材Aを計量ホイールの外周面22に連続して供給する供給口14と、貯留部16内のマスターバッチ材Bを計量部24にのみ供給する供給口18とを備えている。計量ホイール20は、その外周面が供給口18から供給口14に向かって移行する方向へ回転し、ベース材Aと一定量のマスターバッチ材Bとを配合しながら計量する。
(もっと読む)
移送システム用材料分離装置
本発明は、移送システム、特に、プラスチック粒状物質を処理する機械のための材料分離装置に関する。蓋フード又は蓋(2)を備えた筐体(1)が配備されており、その筐体の側面には、材料供給接続部(3)が配置され、その上の側面には吸出接続部(4)が配置されており、有利には、筐体(1)の下方の端には、閉鎖機器(5)が配備されている。その筐体(1)内の材料供給接続部(3)と吸出接続部(4)の間には、筐体(1)の横断面に渡って延びる篩(11)が配備されている。筐体(1)又は筐体上端(9)の蓋フード又は蓋側が、平坦な切断面の形で傾斜している。篩(11)が、筐体内部の材料供給接続部(3)と吸出接続部(4)の間の領域から蓋(2)の方向に筐体上端(9)の領域にまで延びており、有利には、屋根の形で折れ曲がっている。篩(11)は、蓋(2)と接続されている。  (もっと読む)
(もっと読む)
溶融樹脂供給装置
【課題】溶融樹脂を保持する保持ユニットに付着物が付着することを防止し、保持ユニットの清掃サイクルを短縮することができる溶融樹脂供給装置を提供する。
【解決手段】押出機から排出されてカッターによって切断された溶融樹脂を保持する開閉自在のホルダー22,23及び基部21を有する保持ユニット17を備えている。保持ユニット17は、ホルダー22,23を開放させて溶融樹脂を圧縮成形機の雌型に投下するようにした。基部21の内周面に上下方向に延びる複数の縦溝18を形成するようにした。
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 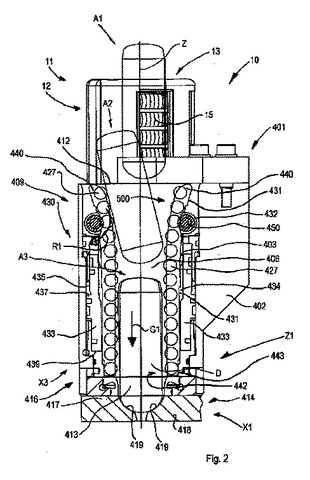 (もっと読む)
(もっと読む)
樹脂封止装置および当該樹脂封止装置における樹脂の搬送方法
【課題】複数種類の樹脂を1つの搬送機構で適宜持ち替えて搬送する場合においても、異なる種類の樹脂の混入を防止する。
【解決手段】金型に対して複数種類の樹脂を搬送するローダ130を備えた樹脂封止装置であって、樹脂を収容するために樹脂の種類毎に専用に用意され、且つローダ130に着脱・交換可能とされた複数種類の樹脂ホルダ170を備え、ローダ130が、当該ローダ130に装着された樹脂ホルダ170を介して該樹脂を搬送可能とする。
(もっと読む)
計量混合機及びその制御方法
【課題】計量後の複数種類の粉粒体材料を均一に混合することが出来る様な計量混合機及びその制御方法の提供。
【解決手段】供給するべき材料の種類と同数の供給ホッパ(1、2)と、供給ホッパ(1、2の下方)に取り付けられ且つ供給ホッパ(1、2)内の粉粒体材料を搬送する供給装置(フィーダー51、52)と、供給装置で搬送された粉粒体材料を貯蔵する計量ホッパ(3)と、計量ホッパ(3)に貯蔵された粉粒体材料の重量を計量する計量装置(ロードセル7)と、計量ホッパ(3)で計量された複数種類の粉粒体材料を混合する混合装置(ミキサ8)と、制御装置(10)とを備えている。
(もっと読む)
プラスチック材料供給システム
【課題】プラスチック材料を送るための真空処理容器の閉塞・開放構造において例えばOリングのような密閉部材を配置してもこれら密閉部材の損傷が少なく、真空処理容器の密閉性もよいプラスチック材料供給システムを提供すること。
【解決手段】タンクと真空乾燥装置と成型機とを備えたプラスチック材料供給システムにおいて、導入通路の入口35前面にシャッタ43を配置し、真空処理容器内の真空乾燥処理を行う際には材料搬送用のノズル46がシャッタ43を押動して入口35を閉塞し、真空処理容器にプラスチック材料を供給する際にはシャッタ43が上動し、ノズル46を入口35から導入通路内に挿入させるようにする。
(もっと読む)
タイヤ製造方法及び同製造装置
【課題】 リボンゴムに混入するエア等を抑制しタイヤ破壊を防止する。
【解決手段】ホッパー24と、該ホッパー24に投入されたフィードゴムをスクリューヘッド部26に移送する第1及び第2のスクリュー部20a、20bと、第1及び第2のスクリュー部20a、20b間に設けた真空部23とを有するスクリュー押出機20と、真空部23に設けたフィードゴムの脱気を行う脱気手段とを有するタイヤ製造装置において、スクリュー押出機30のホッパー24にフィードゴムFGを供給し、移送されたフィードゴムFGを真空部にフル充填状態で移送し、真空部23でフィードゴムFGを脱気し、脱気したフィードゴムFGをリボンゴムRGとして押し出し、グリーンカーカスに貼り付ける。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
101 - 120 / 232
[ Back to top ]