
Fターム[4F201BD07]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 熱成形 (28)
Fターム[4F201BD07]に分類される特許
1 - 20 / 28
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性及び機械的強度に優れており高性能のリチウムイオン電池を構成することができ且つデンドライトや衝撃による正極と負極の短絡を防止することができるプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、分子量が5万以下の成分量が25〜60重量%で且つ分子量が70万以上の成分量が19〜30重量%であって重量平均分子量が35万〜50万であると共に溶融張力が1.1〜3.2gであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで、気孔率が40〜70%で、微小孔部の開口端の最大長径が500nm以下であることを特徴とする。
(もっと読む)
樹脂成形装置

【課題】粉砕機をトリミング工程に接近して配置しても不良品発生などの不具合が生じるのを防止し、樹脂成形装置の設置スペースを小さくする。
【解決手段】樹脂素材で成形された成形品を、トリミング工程で製品とスクラップとに切断し、このスクラップを粉砕機に払い出して粉砕する構成の樹脂成形装置であって、トリミング工程には、スクラップを載せて水平状態から傾斜状態に作動することにより、このスクラップを粉砕機30の投入口34に向けて払い出すスライダーレールが設けられている。粉砕機30には、スライダーレールの作動に連動して投入口を開閉するシャッター40が設けられている。シャッター40は、スライダーレールが水平状態から傾斜状態に作動してスクラップを払い出すときにのみ、粉砕機の投入口34を開放する。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
熱可塑性脂肪族ウレタン/ウレア成形用組成物
成形品、特に自動車用途向けシェルを製造するための組成物は、脂肪族熱可塑性ウレタン/ウレアエラストマーおよび任意に1種以上のコポリマー(例えばオレフィン含有コポリマーまたはスチレン含有コポリマー)から調製される。該組成物を用いて、後に注型して自動車における展開および耐候性の要求を満足し得るエアバッグドアおよび計器パネルのカバースキンを製造することができる、粉末、ペレット、微小球またはミニビーズを製造できる。 (もっと読む)
熱可塑性ポリウレタンコポリマー成形用組成物
成形品、特に自動車用途向けシェルを製造するための組成物は、脂肪族熱可塑性ウレタンエラストマーおよびゲル含有量5〜95%まで架橋されたオレフィン含有ブロックコポリマーの溶融ブレンドから調製される。該組成物をブレンドして、後に注型して自動車における展開および耐候性の要求を満足し得るエアバッグドアおよび計器パネルのカバースキンを製造することができる、粉末、ペレット、微小球またはミニビーズを製造できる。 (もっと読む)
ポリプロピレン成形品、シート状ポリプロピレン成形品およびポリプロピレン熱成形品の製造方法
【課題】高剛性および高透明性なアイソタクティシティの高いポリプロピレン成形品およびその製造方法を提供する。
【解決手段】アイソタクティックペンタッド分率が95%モル以上の立体規則性を有するポリプロピレン溶融物を流動させる。ポリプロピレン溶融物を、−200℃以上50℃以下に冷却し、かつ0.1秒以上100秒以下で維持し、100nm以下の中間相もしくは単斜晶のドメインおよび非晶相を主要組成とする急冷ポリプロピレン高次構造体を得る。急冷ポリプロピレン高次構造体を、吸熱性転移を示す温度域かつポリプロピレンの融解温度以下の温度に昇温して熱処理する。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続生産可能であり、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】押出し機を用いてポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却した後、延伸槽で加熱延伸させ、ポリオキシメチレン樹脂製延伸体を連続に製造する方法において、(A)押出し機ダイより紡出された直後の溶融ポリオキシメチレン樹脂の樹脂温度(TP)が下記一般式(I)で表される範囲であり、(B)冷却槽の温度(T1)が下記一般式(II)で表される範囲であり、押出し機ダイの紡出口から冷却槽液面までの距離(L)が1〜20cmの範囲で製造することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。 ポリオキシメチレン樹脂の融点(mp)≦TP<200℃ (I) 100℃≦T1≦ポリオキシメチレン樹脂の結晶化開始温度(CP) (II)
(もっと読む)
連続して水平に一列配置された予備成形品を供給するための遠心装置
【課題】連続して水平に一列配置された予備成形品を供給する遠心装置を提供する。
【解決手段】バラの状態で受け入れた予備成形品(2a)から、水平に一列配置された状態で予備成形品(2b)を供給するための回転ボウル型遠心装置(1)は、側部ガイド(12)によって区切られた回転搬送リング(3)と、該リングの軸に対し傾斜した軸(8)を有して該リングと同一方向に回転する中心回転ディスク(6)と、側部ガイドに据え付けられる移動部材(15)であって、作動手段(18)によって、予備成形品(2c)が該リング上から強制退去させられるような作動位置を占める移動部材(15)と、移動部材の上流側に位置し該リング上の不良予備成形品(2c)を検出する検出手段(19)と、その不良予備成形品を除去すべく移動部材をその作動位置にもたらす制御作動手段と、を有するものである。
(もっと読む)
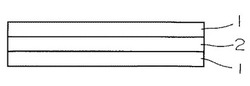
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 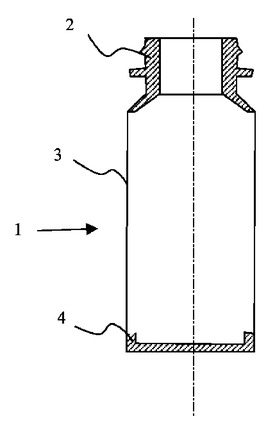 (もっと読む)
(もっと読む)
成形可能な製品の製造方法及び製造装置
本明細書に記載する教示内容は処理前に材料の部分を選択的に加熱するための方法及びシステムを提供する。これは材料内に加熱放射に対して感受性の成分及びそれほど感受性ではない他の成分を包含させることによるか、又は処理するべき材料の部分のみに加熱エネルギーを指向させることにより達成される。このような選択的加熱は材料を流動性又は他の処理可能な状態にするために必要な時間及びエネルギーを低減し、そして冷却時間を低減する。ターゲティングされた、方向付け可能な加熱システムも提供する。 (もっと読む)
ポリ乳酸系組成物、その組成物からなる成形品
【課題】
本発明は、特定の熱特性、ガスバリア性を有するポリ乳酸系組成物を提供し、さらに、表面平滑性、透明性、耐熱性、靭性に優れたポリ乳酸系延伸フィルム及びその他成形品を成すPLLAとPDLAとのポリ乳酸系組成物を得ることを目的とする。
【解決手段】
DSC測定において250℃で10分経過した後、降温(cooling)(10℃/分)時のピークが30mJ/mg以上であることを特徴とするポリ乳酸系組成物であって、さらに好ましくはDSCの第2回昇温(2nd-heating)時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)においてTm=150〜180℃のピーク(ピーク1)とTm=200〜240℃のピーク(ピーク2)のピーク比(ピーク1/ピーク2)が0.5以下であることを特徴とするポリ乳酸系組成物。
なし
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
【課題】
生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性成形品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【解決手段】
生分解性成型品は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする。
好ましくは、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
(もっと読む)
連続成形トリミングロスの処理方法及び処理装置
【課題】 合成樹脂パッケージング容器の連続成形工程でロール状に巻き取られたトリミングロスを、保管及び運搬に場所を取らず取扱い容易な形態とし、保管中や搬送中の品質低下を防止し、高品位原料として回収して再利用し易くする手段を提供する。
【解決手段】 合成樹脂パッケージング容器の連続成形工程でロール状に巻き取られたトリミングロス巻回物Mを支持杆2によって持上げ状態で支持し、トリミングロス巻回物M全体に非通気性袋5を被せ、袋5内の吸引脱気によってトリミングロス巻回物Mの嵩を低減したのち、袋詰めトリミングロス巻回物Mを支持杆2から離脱させ、非通気性袋5の袋口5aを封止する。
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
本発明の目的は、生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。 生分解性シートは、澱粉質を70重量%以上含有する原料を、温度120〜180℃に保持しつつ成形し、好適には、更にプラスチックを含有するものであり、当該澱粉質及びプラスチックを混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させ、その後加熱しつつ均一に混合することにより融解し、当該融解物を温度120〜180℃で、シート状に成形することにより製造される。 また、生分解性容器は、本発明の生分解性シートを、少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを加熱真空成形または圧空成形することにより得る。  (もっと読む)
(もっと読む)
生分解性シート及びこのシートを用いた成形体とその成形方法
【課題】成形性が良好で、高い金型温度で成形することを必要とせずに、耐熱性の良好な成形体が得られる、生分解性シートを提供すること。
【解決手段】生分解性シートの成形方法は、ポリ乳酸系樹脂75〜25重量%と、ガラス転移温度が0℃以下、融点が前記ポリ乳酸系樹脂のガラス転移温度より高く、ポリ乳酸系樹脂の融点以下であるポリエステル25〜75重量%とを合計で100重量%となるように配合した樹脂組成物から成るシートを、予備結晶化させ、脂肪族系ポリエステルの融点以上、かつポリ乳酸系樹脂の融点未満の温度で成形する。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、前記-ポリエステルの極限粘度の差および水分率の差が、それぞれ、0.05〜0.30デシリットル/グラムおよび1000ppm以下であるポリエステル組成物を乾燥前後のヘイズの増加量が5%未満になるようにして乾燥処理して水分率を100ppm以下とし、次いで、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜300秒の条件で混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
シート用樹脂組成物の製造方法
【課題】シート押出時のダイにおける目ヤニの発生を大幅に抑制し、高い衝撃強度と優れた真空成形性を有する樹脂組成物の製造方法を提供する。
【解決手段】相対粘度の異なる少なくとも2種のポリアミド混合物、ポリフェニレンエーテル及びエラストマーを含み、第一の工程でポリフェニレンエーテルと相対粘度の低いポリアミドとをあらかじめ溶融混練した予備混合物を形成し、第二の工程で該予備混合物と相対粘度の高いポリアミドとを溶融混練してなる事を特徴とする製造方法。
(もっと読む)
1 - 20 / 28
[ Back to top ]