
Fターム[4F201BL42]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 製造される粒子の特徴 (546) | 形状、構造 (94)
Fターム[4F201BL42]に分類される特許
1 - 20 / 94
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、該樹脂粒子は、アスペクト比が1.2〜5.0の範囲内であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、アスペクト比が1.2〜5.0の範囲内である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
型内発泡成形用熱可塑性樹脂発泡粒子の製造方法

【課題】型内発泡成形用熱可塑性樹脂発泡粒子の製造方法を提供する。
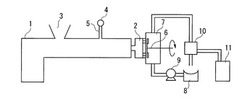
【解決手段】熱可塑性樹脂組成物を押出機に供給して発泡剤の存在下にて溶融混練する工程と、上記押出機の前端に取り付けたノズル金型1から熱可塑性樹脂押出物を押出し、この熱可塑性樹脂押出物を発泡させながら、上記ノズル金型の前端面に接触しながら回転する回転刃5によって切断して熱可塑性樹脂発泡粒子を製造し、上記熱可塑性樹脂発泡粒子を切断応力によって飛散させる工程と、上記熱可塑性樹脂発泡粒子を上記ノズル金型1の前方に配設した冷却部材の冷却ドラム41内周面に沿って流している冷却液42に衝突、浸漬させて冷却する工程とを備えており、上記冷却液42の厚みが上記熱可塑性樹脂発泡粒子の粒径の1.5倍以上となるように調整していることを特徴とする。
(もっと読む)
帯電防止剤含有樹脂マスターバッチの製造方法及びそれに使用する装置、並びに前記製造方法によるマスターバッチ
【課題】使用前に帯電防止剤がブリードアウトしにくい、帯電防止剤を含有する樹脂からなるマスターバッチの製造方法。
【解決手段】帯電防止剤を含有する熱可塑性樹脂からなるマスターバッチペレットの製造方法において、 帯電防止剤を含有した熱可塑性樹脂を芯状の内層とし、当該内層の外周が、前記内層の熱可塑性樹脂よりも低濃度に帯電防止剤を含有するか、または帯電防止剤を含有しない熱可塑性樹脂から成る鞘状の外層で覆われたストランド1を押出機先端から導出し、当該ストランド1を押圧歯車3を回転させて先端が曲面を有する押圧部材である略円弧状の各歯3aで押し潰し、当該押し潰した各箇所を切断する。
(もっと読む)
樹脂ペレット群及び樹脂ペレットの製造方法
【課題】所望の色の成形品を確実に得ることができる樹脂ペレット群及び当該樹脂ペレットの製造方法を提供する。
【解決手段】
樹脂ペレット群は複数の樹脂ペレットを備えている。樹脂ペレット3は単色の合成樹脂で構成されたペレット本体4とペレット本体4の外表面の全体に塗布された所望の色の液状の着色材5が乾いて構成された塗膜6とを含んでいる。樹脂ペレット3は単色の合成樹脂で構成されたペレット本体4の外表面の少なくとも一部に所望の色の液状の着色材5が塗布されて得られる。
(もっと読む)
異方性充填剤の配向方向制御方法並びに成形品及びその製造方法
【課題】異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法並びに成形品及びその製造方法を提供する。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
(もっと読む)
ペレットの製造方法
【課題】切り粉の発生、ペレットの変色、ペレットの吸湿、フロス発生を防止し、ペレットを製造する。
【解決手段】(a)〜(e)の条件を満たすペレット冷却機4を用い、ペレット冷却機の出口温度を50〜120℃としてペレットを冷却する工程を有するペレットの製造方法。
(a)入口側と出口側に、高さ4〜50mmの堰21〜23を有している。
(b)ペレット移動は振動方式である。
(c)前記堰間に冷却部を有し、当該冷却部において、冷却用媒体である気体によりペレットの冷却がなされる。
(d)前記冷却用媒体である気体は、ペレット冷却機4の下方向から上方向に供給する。
(e)入口側堰21の上流側に、ペレタイザー出口からペレットを供給するようになされており、ペレットは前記入口側堰21を乗り越え、前記冷却部を2〜40mmの高さで移動し、前記出口側の堰22を乗り越え、ペレット冷却機4から排出されるようになされている。
(もっと読む)
繊維強化樹脂ペレット
【課題】製造された繊維強化樹脂ペレットを射出成形にて成形する際、成形機内のスクリュー通過時に繊維が切断され、繊維長が短くなるため、繊維の補強効果を十分に奏することができない。本発明では、強度性能の高い繊維強化樹脂ペレットを提供することを目的とする。
【解決手段】植物繊維と樹脂とを含む繊維強化樹脂ペレットにおいて、植物繊維の繊維長が、式(1)で表される臨界繊維長(Lcr)以上の長さであることを特徴とする繊維強化樹脂ペレット。Lcr=σf×Φf/(2×τ)・・・式(1)
(ただし、σfは植物繊維の引張強度、Φfは、植物繊維の直径、τは植物繊維と樹脂との間の界面接着強度を表す)である。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
樹脂コンパウンド、樹脂コンパウンド製造装置及び樹脂コンパウンドの製造方法
【課題】樹脂コンパウンドを乾燥し易くすること。
【解決手段】樹脂製品製造用の樹脂コンパウンド10である。樹脂コンパウンド10は柱体状に形成されており、その一端部から他端部に向けて貫通する中空孔が形成されている。かかる樹脂コンパウンド10は、例えば、溶融樹脂を成型孔から連続的に押出す工程と、前記成型孔から連続的に押出される溶融樹脂の略中心に中空孔を形成する工程と、前記中空孔に空気を注入する工程とを備える製造方法によって製造することができる。
(もっと読む)
熱可塑性樹脂粒子の製造装置および製造方法
【課題】カット不良による不良粒子の発生を抑制することができると共に、切断刃とノズルダイ表面との摩擦抵抗を低減してペレタイザーの寿命を延ばすことができる熱可塑性樹脂粒子の製造装置を提供する。
【解決手段】表面にノズル15が形成されたノズルダイ1を有しノズルから溶融した熱可塑性樹脂を押し出す押出機と、ノズルから押し出された樹脂を冷却する冷却水を収容する冷却室部4と、冷却室部4内に設けられてノズルダイの表面に接触しながら回転することによりノズルから押し出されて冷却された樹脂を粒子状に切断する切断刃30と、切断刃を回転させる回転駆動部と、冷却室部内に冷却水を供給しかつ樹脂粒子と共に排出して冷却水のみを冷却室部内に循環させる冷却水循環系とを備え、切断刃は、その刃部の厚みをtとし、ノズル15の直径をdとすると、0<t/d≦17の関係を満たすことを特徴とする熱可塑性樹脂粒子の製造装置。
(もっと読む)
ポリオレフィン成形体
【課題】 主として家庭ゴミに由来する使用済み再生ポリオレフィンの使用。
【解決手段】 使用済み再生ポリオレフィンと未使用ポリオレフィンとを使用して、使用済み再生ポリオレフィン部分、未使用ポリオレフィンか部分及び空間からなるポリオレフィン成形体、例えば、外側に使用済み再生ポリオレフィンの層、内側に未使用ポリオレフィンの層が存在し、中央部は空間となっている中空ポリオレフィン繊維や中空ポリオレフィンペレットを製造する。前記中空ポリオレフィン繊維や中空ポリオレフィンペレットの製造方法は、未使用ポリオレフィンと使用済み再生ポリオレフィンとを含む混合物であって、未使用ポリオレフィンと使用済み再生ポリオレフィンとの合計量を100質量%としたときに使用済み再生ポリオレフィンが10乃至90質量%である混合物を溶融させる工程、その溶融物を押出して押出物とする工程、押出物を冷却する工程等を含む。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
ペレットの製造方法
【課題】互着しにくいペレットを、生産性高く製造するペレットの製造方法を提供する。本発明によれば、非晶性樹脂を含む互着しやすいペレットであっても、生産性高く製造できる。
【解決手段】熱可塑性樹脂製シートを、該シートの長手方向に裁断してストランド状にした後、シートの幅方向に裁断するペレットの製造方法。前記熱可塑性樹脂製シートが、多層構造をもつシートである前記ペレットの製造方法。前記熱可塑性樹脂製シートが、成形機より連続して押出されたシートである前記ペレットの製造方法。
(もっと読む)
発泡剤混合樹脂粉粒体及び発泡樹脂成形品の製造方法
【課題】発泡倍率が安定しかつ耐熱性及び耐衝撃性が高い発泡樹脂成形品を製造することが可能な発泡剤混合樹脂粒体及び発泡樹脂成形品の製造方法を提供する。
【解決手段】本発明のエンジンカバー10の製造方法では、エンジンカバー10の主成分であるベース樹脂(ポリアミド)を、発泡剤混合樹脂粉粒体にて発泡させてエンジンカバー10を成形する。その発泡剤混合樹脂粉粒体は、発泡剤の粉粒体と樹脂の粉粒体とを結合剤にて結合させた構造になっているので、発泡剤の発泡開始温度より融点が高い高耐熱樹脂(ポリアミド)を発泡剤の粉粒体の結合対象の樹脂として使用することができる。これにより、耐熱性が要求されるエンジンカバー10を製造する場合に、ベース樹脂の融点とそのベース樹脂に発泡剤と共に添加される樹脂の融点との差異が抑えられ、それら樹脂同士の相溶性の低下を防ぎ、耐熱性及び耐衝撃性が高いエンジンカバー10を製造することができる。
(もっと読む)
成形体の製造方法
【課題】端面が凸状に湾曲した触媒等の成形体を高い生産性で製造する方法を提供する。
【解決手段】押出し機11のダイ12に設けた押出し口から成形体を連続的に押出しながら、押出した成形体の全周から軸心に向かってスリット33から断続的に気体と液体の混合物からなる流体パルスを噴出させて、成形体16を所定寸法ごとに切断する成形体16を製造する方法であって、前記流体パルスの吐出圧が0.1MPa以下であり、かつ流体パルスを噴出させるスリット33の幅が1.5mmより大きくして、凸状に湾曲した端面を有する成形体16を製造する。
(もっと読む)
再生樹脂ペレットとその製造方法
【課題】ロスフィルムの材質や形状にかかわらず、嵩密度や形状が均一な再生樹脂ペレットを形成できるペレットの製造方法を提供する。
【解決手段】連続的に供給された1または複数の長尺のロスフィルムfにスリット加工又は孔加工を施し、スリット加工又は孔加工後のロスフィルムFを細く絞り込んだ状態で一対の絞りローラ26a,26b間に供給し、絞りローラ26a,26bの下流側にて絞りローラ26a,26bに対して相対的に回転し、且つ、その外周面に凹凸が形成された一対の圧縮ローラ28a,28b間に細く絞り込まれたロスフィルムFを送り出し、絞りローラ26a,26bと圧縮ローラ28a,28bとの間でロスフィルムFを捩ってコヨリ状の紐Kとし、一対の圧縮ローラ28a,28bにてコヨリ状の紐Kを所定間隔で点圧縮して紐Rを形成し、該紐Rを凹状圧痕Xの間隔よりも広い間隔で、且つ、スリットS又は孔Hを含んだ状態で切断する。
(もっと読む)
単軸スクリュープラスチック加工装置において加工可能な表面処理圧縮成形材料の製造方法
本発明は、熱可塑性ポリマーの加工分野に関し、特に本発明は、コンパウンディング段階無しに、熱可塑性ポリマーにおける使用に適した圧縮成形材料を製造する方法であって、a)少なくとも1つの一次粉末材料を準備する段階、b)少なくとも1つの溶融表面処理用ポリマーを準備する段階、c)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを、円筒型処理室の高速ミキサーユニット中に同時にまたは逐次に供給する段階、d)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを高速ミキサー中で混合する段階、e)段階d)から得られた混合材料を冷却ユニットに移送する段階を含む方法、および本方法によって得られた圧縮成形材料、および熱可塑性ポリマーにおけるこの使用に関する。 (もっと読む)
マイクロペレット及び中空成形体
【課題】多層構造を持つ成形体を回転成形により製造する場合であっても、気泡が生じにくく平滑性に優れ、高い接着強度を持った成形体を得ることができる成形用原料を提供する。
【解決手段】本発明は、溶融加工可能なフルオロポリマーのマイクロペレットであり、上記マイクロペレットの少なくとも80%以上が200〜800μmの大きさを有し、上記フルオロポリマーは、主鎖炭素数106個あたり80〜500個の接着性官能基を有することを特徴とするマイクロペレットである。
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
しめ縄ペレットの製造方法
【課題】補強効果の高いペレットを提供すること。
【解決手段】複数の溶融樹脂槽30に複数のガラス繊維束L1〜L3をそれぞれ導入して、複数のガラス繊維束L1〜L3にそれぞれ樹脂7に含浸させ、各溶融樹脂槽30の最下流部(図中右端)に装着された各ダイ5により、樹脂7が含浸されたガラス長繊維L1〜L3の断面形状を整え樹脂量を調整し、各溶融樹脂槽30の下流に配置された合撚装置50により、各ダイ5を通過したガラス長繊維L1〜L3を1つに合撚してしめ縄状に形成し、合撚装置50の下流に配置された切断装置60により、撚り合わされたガラス長繊維L1〜L3を切断して、しめ縄ペレットを製造する。
(もっと読む)
1 - 20 / 94
[ Back to top ]