
Fターム[4F201BQ14]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 供給、搬送手段 (574)
Fターム[4F201BQ14]の下位に属するFターム
重力 (61)
スクリュー (97)
プランジャー、ピストン (46)
吸引、減圧 (30)
加圧 (49)
流体による搬送(例;加圧気体による) (85)
コンベア (92)
牽引、巻取 (36)
台車、パレット (8)
リフト、クレーン (3)
供給、搬送方向の変更 (21)
Fターム[4F201BQ14]に分類される特許
21 - 40 / 46
一体的にエンボス加工されたディフレクターストリップを備えた遠心ペレット乾燥機のスクリーン
内面上に隆起する偏向要素を有するエンボス加工されたスクリーンが、遠心ペレット乾燥機に設けられている。前記偏向スクリーンは一体構造として形成されており、緩む、またはストリップを分離する、およびストリップとスクリーンとの間の悪影響を増加するリスクを伴う締結要素に固定された偏向要素を分離する必要性を排除する。エンボス加工された偏向スクリーンは効果的にペレットをロータに向かって偏向し、ロータでペレットはロータエネルギーと再連動し、結果として乾燥機の効率および流量を増加する。エンボス加工された偏向スクリーンはまた、スクリーンの構造強度を強化し、製造コストを低減し、ペレットが挟み込まれ今後起こる悪影響に繋がる可能性を低下する。 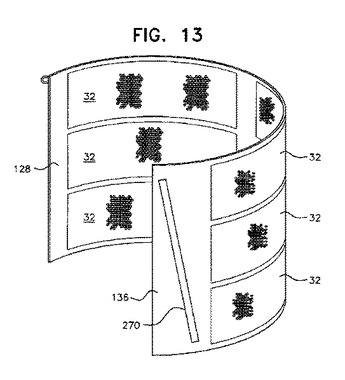 (もっと読む)
(もっと読む)
予備成形体の搬送方法および製造装置
【課題】自動化が容易であるとともに、設備費の増加を抑えることができる予備成形体の搬送方法および製造装置を提供する。
【解決手段】予備成形型52に備えられる第1成形型52Aおよび第2成形型52Bにより繊維材を型締めして加熱圧縮した後、前記第1成形型52Aから鋭利な突出針54を突出させて予備成形体P2に突き刺して、当該予備成形体Pを第1成形型52Aに保持する。この後、前記第1成形型52Aを第2成形型52Bから離間し、当該第1成形型52Aにより前記予備成形体P2を保持したまま搬送する。
(もっと読む)
異型長尺成形体の熱処理方法

【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体7を、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽6に供給し、加熱槽内に設置された、該長尺成形体の側面及び底面にフィットするガイドロールで保持しながら移送してアニールすることを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
連続して水平に一列配置された予備成形品を供給するための遠心装置
【課題】連続して水平に一列配置された予備成形品を供給する遠心装置を提供する。
【解決手段】バラの状態で受け入れた予備成形品(2a)から、水平に一列配置された状態で予備成形品(2b)を供給するための回転ボウル型遠心装置(1)は、側部ガイド(12)によって区切られた回転搬送リング(3)と、該リングの軸に対し傾斜した軸(8)を有して該リングと同一方向に回転する中心回転ディスク(6)と、側部ガイドに据え付けられる移動部材(15)であって、作動手段(18)によって、予備成形品(2c)が該リング上から強制退去させられるような作動位置を占める移動部材(15)と、移動部材の上流側に位置し該リング上の不良予備成形品(2c)を検出する検出手段(19)と、その不良予備成形品を除去すべく移動部材をその作動位置にもたらす制御作動手段と、を有するものである。
(もっと読む)
予備混合および乾式繊維添加処理
【課題】材料中の繊維の含有量を増加させる。
【解決手段】本処理は、セメンタントまたは膠着成分、および粒状骨材を処方された材料であって、他の追加の成分を含むことのできる材料と、異なる種類および寸法の繊維との乾式混合用に記載されている。本処理の主たる特徴は、繊維を、材料の残りと適切に混合するようにし、繊維と成分の残りとの機械的固定を向上し、繊維含有率の高い処方(過剰繊維添加)の使用を容易にすることである。
(もっと読む)
シート状物の熱処理装置
【課題】随伴気流の影響が少ないシート状物熱処理装置を提供する。
【解決手段】連続して送り込まれるシート状物7を、複数の熱処理室で熱処理をする熱処理装置1において、熱処理装置は空気の温度を制御する温度制御装置を有し、熱処理室は温度制御装置で温度制御された空気をシート状物の上下方向から噴き付ける、シート状物の幅方向に延在した噴き付けノズル2を複数有し、かつ複数の噴き付けノズルのシート状物送り込み方向の中心位置が、熱処理室のシート状物送り込み方向の中心位置よりもシート状物送り込み方向上流側寄りに配設されていることを特徴とする、シート状物熱処理装置1。
(もっと読む)
未加硫ゴムシート、および該未加硫ゴムシートを用いた加工機への原料供給方法
【課題】未加硫ゴムシート表面の粘着性を低下させることが可能であり、かつ未加硫ゴムシートに強度を付与することが可能となるため、加工装置へ原料を供給する際、未加硫ゴムシートを安定的、定量的に供給できる。
【解決手段】未加硫ゴムを非粘着性樹脂で被覆したことを特徴とする未加硫ゴムシート。未加硫ゴムの種類としては、例えば、天然ゴム、スチレンブタジエンゴム、SBSゴム、水添SBSゴム、液状重合スチレン−ブタジエンゴムなどのスチレン共重合ゴム、その他、ポリイソブチレンゴム、ブチルゴム、ブタジエンゴム、イソプレンゴム、アルフィンゴム、ニトリルゴム、フッ素ゴム、ビニルピリジンゴム、シリコーンゴム、ブタジエン−メチルメタクリレートゴム、アクリルゴム、ウレタンゴム、エチレン−α−オレフィン共重合ゴム、エチレン−α−オレフィン−非共役ジエン共重合ゴムをあげることができる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】添加剤の均一分散性、機械特性に優れた長繊維強化熱可塑性樹脂成形材料を提供する。
【解決手段】熱可塑性樹脂ペレットと、少なくとも1種の添加剤を、それぞれ独立した供給機構を有する別個の供給ラインを用い、各ラインごとに別個に設定された50g〜9.95kgの範囲内の量を、500〜5000g/minの供給速度の範囲内で、±3g/回以内の精度で混合槽へ供給し、該混合槽で混合した1〜10kgの配合物とした後、これを押出機に供給し、該押出機で溶融混合した熱可塑性樹脂組成物の溶融物を連続して供給される強化繊維束上に定量付与し、該熱可塑性樹脂組成物を冷却固化した後、切断することを特徴とする長繊維強化熱可塑性樹脂成形材料の製造方法。
(もっと読む)
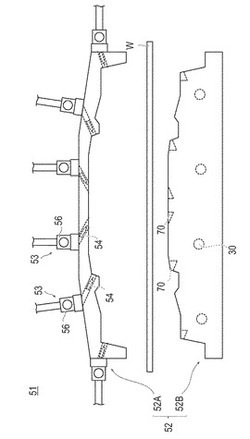
未加硫帯状ゴム部材巻取りライナーのスペーサ部材の製造方法及びその製造装置、並びに未加硫帯状ゴム部材のスペーサ付き巻取りライナーの製造方法及びその製造装置
【課題】巻取りライナーのスペーサ部材本体の製造及びスペーサ付き巻取りライナーを効率良く、しかも連続的に製造することが出来ると共に、未加硫帯状ゴム部材の巻取り及び巻出しを変形させることなく容易に行うことが出来るスペーサ部材の製造方法及びその製造装置、並びに未加硫帯状ゴム部材のスペーサ付き巻取りライナーの製造方法及びその製造装置を提供する。
【解決手段】この発明の実施形態では、前記スペーサー部材本体12a,12bの構成として、所定高さで凹凸状に連続的に成形した中央スペーサ部材12xと、この中央スペーサ部材12xの両端側に連続的に形成され、かつ先端部から後端部に向かって凹凸部の高さが順次高くなるように成形した端末スペーサ部材12yとで構成するものである。そして、このスペーサー部材本体12a,12bをベース部材11表面の幅方向両側縁部に長手方向に沿って接着部材14を介して平行に取付けることで未加硫帯状ゴム部材Wを巻取りライナーRを構成する。
(もっと読む)
シリカ配合ゴム材料の混練システム
【課題】シリカ配合ゴム材料を生産性よく得ることができるとともに、この優れた生産性を低下させないように、加硫系配合剤が混練されたシリカ配合ゴム材料から発生した端材を、混練中の新たなシリカ配合ゴム材料に良好に分散させるようにしたシリカ配合ゴム材料の混練システムを提供する。
【解決手段】シリカとシランカップリング剤とのカップリング反応の促進に必要な高温条件で混練する反応促進混練機5の下流側に配置された粘度低下用混練機17に、加硫系配合剤Qを含んだ最終混練ゴムRFから発生した端材ゴムRaを、二軸押出機16で加温した後、計量コンベヤ16bによって投入し、新たな二次混練ゴムR2と混練し、下流側の最終混練機19により最終混練を行なって最終混練ゴムRFを得る。
(もっと読む)
ゴム材料の搬送バケット
【課題】小片化したゴム材料を混練機に搬送して混練する際に、常に、バッチ毎の配合剤の分散を互いに一定の水準になるようにしたゴム材料の搬送バケットを提供する。
【解決手段】収容部2に収容したゴム材料Rをコントローラ3bが、温度センサ3dの検知信号に基づく検知温度と、予め入力されている目標温度との比較により発熱体3aの発熱量を制御して、ゴム温度が目標温度になるようにゴム材料Rを加温、維持しながら自走装置4により密閉型混練機5まで搬送する。
(もっと読む)
廃プラスチック材の再ペレット化装置
【課題】廃プラスチック材の粉砕物から再生ペレットを形成する再ペレット化装置を提供する。
【解決手段】導入手段10により加熱シリンダ30内に導入された一定量の廃プラスチック材の粉砕物を、加熱手段50により加熱、溶融させて、一回分の再生ペレット形成用の溶融プラスチック材を形成する。そして、その溶融プラスチック材を、プランジャ40により、ダイス60に設けられたストランド形成路66中に押し込んで、そのストランド形成路66中を通過させる。そして、その溶融プラスチック材から、ストランドを形成する。そして、そのストランドを冷却手段80により冷却、固化させた後、そのストランドをカッター90により一定長さに切断して、再生ペレットを形成する。
(もっと読む)
混合装置
【課題】 混合するペレットを変更する作業を容易に行うことができ、しかも装置の小型化を図った混合装置を提供する。
【解決手段】 各粉粒体を個別に貯留する複数のホッパ1と、ホッパ1に貯留された各粉粒体を取り出すために各ホッパごとに設けられた原料供給フィーダ2と、天面が開口した略直方体状であり、原料供給フィーダ2によってホッパ1から取り出された粉粒体が投入される計量容器3と、計量容器3に投入された粉粒体の質量を計量する計量手段と、計量手段による計量が完了した粉粒体を計量容器3から排出する計量済み粉粒体移動手段と、計量済み粉粒体移動手段によって計量容器3から排出された粉粒体が投入される混合容器4とを有し、該原料供給フィーダ2内に残存する粉粒体を除去するための排出口21が、各原料供給フィーダ2とも装置の同方向に設けられている。
(もっと読む)
プリフォーム成形機
【課題】プリフォーム成形時の重ね成形を防止するプリフォーム成形機を提供する。
【解決手段】プリフォーム成形機100は、キャリアプレート30の上流に真空ポート33a,33bを介して真空ホース41a,41bと、真空ホース41a,41bの流量を検知する流量計42a,42bと、真空ライン44a,44bまたは大気ライン47a,47bを切り換える切替弁43a,43bと、キャリアプレート30の内部を真空引きする吸引ポンプ45a,45bと、真空ライン44a,44bを真空解除する真空弁46a,46bとを備え、コア金型10からプリフォームPFを吸引しながら移動する場合に、流量計42a,42bの一方または双方が真空ホース41a,41bの流量を検知すると、コア金型10の移動機構12をインターロックする。
(もっと読む)
合成エラストマーの乾燥に使用する可変ダイ
【課題】可変ダイを用いて液体材料をフラッシュ乾燥する方法および装置。
【解決手段】ダイおよびダイ本体は材料の流路中に圧力を調整する可変な障害物を備え、この障害物は材料がダイに入るときに材料に加わる圧力を制御し、材料の温度を制御する。圧力および温度を最適化することによってフラッシュ乾燥プロセスを最適化することができる。  (もっと読む)
(もっと読む)
ポリウレタン発泡原液成分供給装置と供給方法
【課題】一度に大量の原液を補充する必要のある場合であっても、ミキシングヘッド装置に送給する原液に対して適正な温度調節ができるポリウレタン発泡原液成分供給装置と供給方法を提供する。
【解決手段】ポリウレタン発泡原液成分を所定温度範囲にする熱交換器3と、この熱交換器から送給されたポリウレタン発泡原液成分を貯留すると共に温度調節機能を備える原液タンク4と、を備えていて、ポリウレタン発泡原液成分を、原液タンク4からミキシングヘッド6へ送給可能になっていると共に、ミキシングヘッド6から原液タンク4へ送給させ循環させるようになっている。ポリウレタン発泡原液成分をミキシングヘッド6から原液タンク4へ送給する途中に、熱交換器3に送給させるポリウレタン発泡原液成分供給装置。
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
樹脂成形機
【課題】 樹脂成形機において、プリフォームの変形を防止し、正確な温度管理を行うと共に、確実に所定の位置に搬送する。
【解決手段】 射出成形ブロックとブロー成形ブロックとを備え、射出成形ブロックにおいて成形したプリフォームを移送アームの先端に設けたプリフォーム受取りコアに受け渡し、前記移送アームの回転によってプリフォームを前記ブロー成形ブロックに移送してブロー成形を行う樹脂成形機において、前記プリフォーム受取りコアが、前記プリフォームの内側形状とほぼ同様の形状を有するものとした。また、上記プリフォーム受取りコアの内部に、プリフォームを内側から昇温して所定の温度を維持するヒータを設けた。さらに、移送アームの基台に嵌挿した受取りコアの後端に棒受け板を設け、棒受け板と基台との間に復帰バネを介在させてプリフォーム受取りコアを移送アーム側に付勢した。
(もっと読む)
21 - 40 / 46
[ Back to top ]