
Fターム[4F201BQ29]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 供給、搬送手段 (574) | 供給、搬送方向の変更 (21)
Fターム[4F201BQ29]に分類される特許
1 - 20 / 21
アニール処理方法およびアニール処理装置
【課題】結晶性樹脂フィルムに対して適正に結晶化させて効率よく歪を除去することのできるアニール処理を施すことができるアニール処理方法およびアニール処理装置を提供すること。
【解決手段】結晶性樹脂フィルム2を軟化点以上かつ融点以下の温度に加温してアニール処理を施すアニール処理方法において、結晶性樹脂フィルム2を樹脂の流れ方向を鉛直方向に向けて搬送するとともに、搬送方向に温度差をもって加温することを特徴とする。
(もっと読む)
ゴムシート部材に塗布した防着液の乾燥方法および装置

【課題】ラックバーとゴムシート部材との間に防着液が封じ込められることを防止して、防着剤が付着しない範囲を最小限にできる防着液の乾燥方法および装置を提供する。
【解決手段】防着液Lを塗布したゴムシート部材Rを、複数のラックバー2に掛け渡し蛇行させた状態で保持して乾燥工程を通過させることにより防着液Lを乾燥させるに際して、ゴムシート部材Rをラックバー2で保持した場合に、ラックバー2の表面に設けた凸部3がゴムシート部材Rの表面に当接して、ゴムシート部材Rと、このゴムシート部材Rに対向するラックバー2の表面との間にすき間Sを形成する。
(もっと読む)
溶融樹脂整流装置
【課題】成形装置に対して溶融状態の合成樹脂を均一に供給できるようにする。
【解決手段】溶融樹脂供給路15の径に対応した幅を有する板材が当該板材の上流側の部分から当該板材の下流側の部分に向かうにつれて反時計回り方向/時計回り方向に180度ねじられた形状を有する左ねじり羽根60A/右ねじり羽根60Bのうちの一方と他方とを溶融樹脂供給路15の下流側に向かうにつれて交互に有する交互ねじり装置50を有する。隣接する左ねじり羽根60A/右ねじり羽根60B同士は連結されている。交互ねじり装置50の下流側には溶融樹脂供給路15における溶融樹脂の流れに対して抵抗を付与する多孔状抵抗材70を有する。
(もっと読む)
帯状部材の貼付け装置および貼付け方法
【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
ゴム材料の混練システム
【課題】粉状配合剤をマスターバッチ化することなく、ロール混練機を用いて効率的に粉状配合剤をゴム材料に分散させて混練できるゴム材料の混練システムを提供する。
【解決手段】1台のロール混練機1に対して配置した複数台の押出機2のそれぞれにゴム用ホッパ3と、粉状配合剤を投入する配合剤供給手段5とを設け、下側練り返しコンベヤ9と上側練り返しコンベヤ10によりロール混練機1を通過したゴム材料Rをロール混練機1に循環させる循環経路を形成し、供給コンベヤ11とホッパ振り分けコンベヤ13により任意の押出機2のゴム用ホッパ3にゴム材料Rを供給する供給経路を形成し、下側練り返しコンベヤ9の先端部の切換えコンベヤ部9aを回動させることにより循環経路にあるゴム材料Rを供給経路に移送できるようにした。
(もっと読む)
ゴム材料の混練システム
【課題】密閉型混練機によってゴム材料を混練する場合に、配合材料を迅速、かつ、全体に分散させることができるゴム材料の混練システムを提供する。
【解決手段】複数台の密閉型混練機2を上下に直列にフレーム16に取付けて配置するとともに、上下に隣り合う密閉型混練機2を上下方向軸CLを中心にして相対的に回転可能な構成にすることにより、上下に隣り合う密閉型混練機2のロータ軸10の平面視の交差角度Gを可変にして、上下に隣り合う密閉型混練機2のロータ軸10が平面視で交差している状態で、順次、上側から下側の密閉型混練機2によってゴム材料Rの混練を行なう。
(もっと読む)
ゴムシート保管方法
【課題】未加硫のゴムシートを綺麗に剥がして取り出せるように積み重ねて保管でき、しかも、その保管や取出しの作業効率を向上できるゴムシート保管方法を提供する。
【解決手段】未加硫のゴムシートGSを保管する際、蛇行状態で連続する離型フィルムFを介して未加硫のゴムシートGSが効率的に積み重ねられる。そして、後工程で未加硫のゴムシートGSを取り出す際には、蛇行状態で連続した離型フィルムFから未加硫のゴムシートGSが効率的に、しかも綺麗に剥がして取り出される。
(もっと読む)
ゴムシート部材に塗布した防着液の乾燥方法および装置
【課題】ラックバーに蛇行させて掛け渡したゴムシート部材のU字状下端部に防着液が溜まることを防止して、防着液を迅速かつ確実に乾燥させる防着液の乾燥方法および装置を提供する。
【解決手段】ゴムシート部材Rが掛け渡された複数のラックバー2を、乾燥装置1に設置された押上げ体5の上方で、ガイドレール3に沿って、ゴムシート部材Rの長手方向先端側に移動させることにより、ゴムシート部材RのU字状下端部の幅方向一部を押上げてこの下端部に傾斜面Sを形成し、この傾斜面Sによってゴムシート部材Rの表面上の余分な防着液Lを流下させた状態にしてゴムシート部材Rに付着した防着液Lを乾燥させる。
(もっと読む)
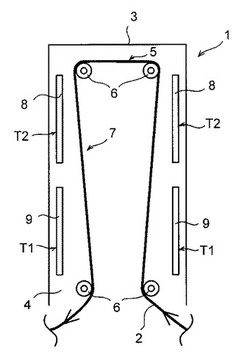
成形コンポーネント
複数の成形コンポーネントを製造する方法は、(a)製造アセンブリにキャリアを提供する工程と、(b)成形コンポーネントをキャリア上に形成する工程であって、成形コンポーネントが、キャリアに固定されてキャリアに沿って移動できる犠牲部分と、犠牲部分から延びる機能部分とを有し、隣接する犠牲部分が、第1の距離で互いに間隔を空けて配置される工程と、(c)キャリアを取込装置に順方向に巻き取る工程と、(d)キャリア及び成形コンポーネントが供給装置の方へ移動するよう取込装置を逆方向に巻き戻す工程であって、成形コンポーネントの1つが、成形コンポーネントが逆方向に移動するのを防ぐラッチに接触し、その結果、隣接する犠牲部分が、第1の距離より短い第2の距離まで共により近くに移動される工程と、を含む。 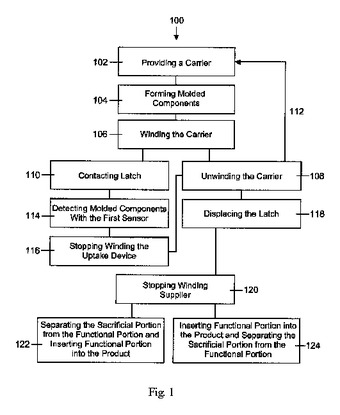 (もっと読む)
(もっと読む)
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
水中造粒システム用の位置決め可能なガス注入ノズルアセンブリ
位置決め可能なガスノズルアセンブリ(100)は、加圧空気又は他の不活性ガスをペレットスラリーに注入し導入して造粒機から乾燥機へのスラリーの速度を増加するノズルチューブ(100)を有する。可変的に位置決め可能なノズルチューブ(100)は、手動又は自動制御システムを使用して、挿入し、後退し、及び/又は中間で位置決めすることができる。自動制御システムは、好ましくは、ノズルチューブに固定して結合されたキャリッジ(160)と移動可能に係合する気圧シリンダ(154)を含む。気圧シリンダは、キャリッジと磁気的に結合しているピストン(172)を含み、加圧空気のシリンダへの注入に応じたピストンの移動により、キャリッジとノズルチューブが移動し、可変位置を得るようにした。  (もっと読む)
(もっと読む)
プラスチック材料からペレットを製造するための装置、およびこれを動作させる方法
本発明は、プラスチック材料またはペレット化すべき材料からペレットを製造するための装置に関する。
この装置が、ペレット化すべき材料の少なくとも1つのストランド(2)を出力する連続鋳造装置(1)と、ストランド(2)を載せてストランドをペレット(6)へと分割するペレタイザ(5)へと送ることができる少なくとも1つの搬送ベルト(4)を備えるベルトコンベア(3)とを備える。
本発明は、ベルトコンベア(3)が、切り換え可能な搬送ベルト(4)の搬送方向を有しており、すなわちペレタイザ(5)へと向かう送り搬送の方向と、ペレタイザ(5)から遠ざかる排出搬送の方向とを有していることを特徴とする。
さらに、本発明は、前記装置を動作させるための方法に関する。
(もっと読む)
密閉式混練機の運転方法
【課題】混練初期から後期まで、混練材料の粘度変化を考慮した密閉式混練機の運転方法を提供すること。
【解決手段】チャンバー1の内周面1aとロータ翼32の先端部との間に形成されるチップクリアランスCの大きさを、ロータ3のロータ軸31の軸方向の中央部と両端部とに差を持たせるように構成し、混練初期から中期までは、ロータ3のロータ軸31の軸方向の中央部Waと両端部Wb、Wcとのうちチップクリアランスが大となる部分に混練材料を送る方向にロータ3を回転させ、混練後期には、ロータ3の回転を反転させて、ロータ3のロータ軸31の軸方向の中央部Waと両端部Wb、Wcとのうちチップクリアランスが小となる部分に混練材料を送るようにする。
(もっと読む)
容器から桿状体を配送する装置及び方法並びに後続の搬送装置
本発明は、容器(1)から桿状体(2)、すなわち配送口(3)を有するホッパーからペットボトル用加工材料(プリフォーム)を配送する装置であって、配送口(3)に回転する円板(5)が備えられていることを特徴としている。 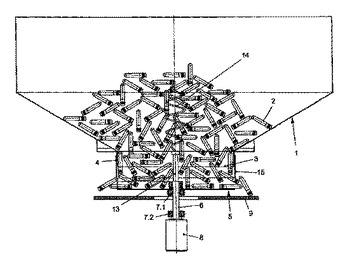 (もっと読む)
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
送り戻し手段を備えた押出機
材料を加工するための押出機(1)であって、内腔(5)と前記内腔内に位置決めされる少なくとも1つの押出機スクリュー(11)とを含む押出機バレル(3)を備え、該内腔は、加工される材料を送るための上流入口部と、該押出機を通して加工された材料のための押出機吐出部(7)に連通可能な下流出口部とを有し、該少なくとも1つの押出機スクリューの長さ対直径の比が20:1未満であり、該押出機は、内腔の出口部からバレルを通って延在している少なくとも1つの再循環流路(13、15)と、出口部の上流の内腔に再循環流路を連通させる少なくとも2つの再循環吐出部(19、21、23)とをさらに備え、少なくとも1つの再循環流路および再循環吐出部および/または押出機吐出部を通して材料を方向付けるための手段をさらに備える押出機(1)が提供される。 (もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。  (もっと読む)
(もっと読む)
フィルムの処理方法
【課題】フィルムに傷を付けずにフィルムを液中で処理する方法を提供すること。
【解決手段】フィルムの処理方法は、長尺の有機ポリマーフィルムを、液中で移動させながら液と接触させるに際し、液中において前記有機ポリマーフィルムを非接触で支持体により支持するとともに、方向転換を行わせる。フィルムを非接触で支持体により支持する方法としては、液を支持体内部からノズルを通じて押し出し、フィルムと支持体との間に間隙を生じさせる方法が挙げられる。
(もっと読む)
装置及び方法
装置は、プラスチックの圧縮鋳造の一服ための第一経路に沿って移動可能な成形手段;前記一服を前記成形手段へ移送するための複数の移送手段;各アームは前記第一経路の更なる部分とほぼ一致する部分を有する第二経路に沿って前記移送手段を動かすための対応する移送手段に関連する複数のアーム手段;からなる。  (もっと読む)
(もっと読む)
結晶質PETペレットの製造方法及び装置
ポリエチレンテレフタレート(PET)ポリマー及び他の高温結晶化ポリマー材料を水中造粒した後、乾燥してその後に加熱することなくポリマーペレットを結晶化する方法及び装置である。造粒機の出口近傍で、乾燥機への水とペレットのスラリーラインに、高速空気又は他の不活性ガスを注入する。空気はスラリーラインに約100から約175m3/時又はそれ以上の速度で注入する。このような高速空気の移動により水蒸気ミストが形成され、乾燥機への又は乾燥機からのペレットの速度を増加し、これにより、PETポリマーペレットは、該ペレット内に自己開始結晶化に十分な温度で、乾燥機を離れる。ガス注入の後のスラリーラインに弁機構は、ペレット滞留時間を調整し、乾燥機の後の振動コンベヤは、所望の結晶度レベルを達成し、凝集を回避する。 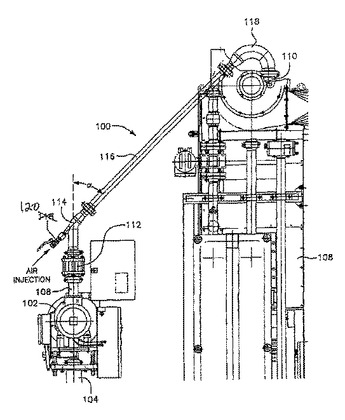 (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]