
Fターム[4F202AB17]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 化学構造を特定したもの (303) | 無機化合物 (253) | シリカ(二酸化珪素) (43)
Fターム[4F202AB17]に分類される特許
1 - 20 / 43
樹脂プーリ
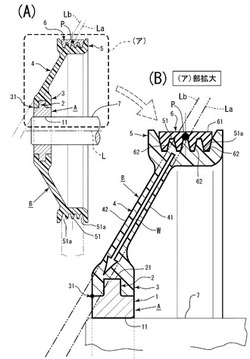
【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
射出成形装置

【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面にゲル状粘着物が残ることなく成形品の表面平滑性が得られ、さらには、耐熱性をも備える離型用フィルムを提供する。
【解決手段】融点が140℃以上のフッ素含有ポリマーからなり、動的粘弾性での140℃における貯蔵弾性率が50MPa以下である離型用フィルム。なお、フッ素含有ポリマーは、テトラフルオロエチレン・ヘキサフルオロプロピレン・ビニリデンフロライド共重合体であることを特徴とする。
(もっと読む)
リフレクター用樹脂組成物、リフレクター用樹脂フレーム、リフレクター、及び半導体発光装置
【課題】リフレクターとする際の成形性及び生産性が高く、リフレクターとした場合に優れた耐熱性を発揮し得るリフレクター用樹脂組成物、当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法を提供する。
【解決手段】ポリメチルペンテン樹脂と、白色顔料と、球状溶融シリカ粒子及び/又は異形断面ガラス繊維と、を含むリフレクター用樹脂組成物、及び当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法である。
(もっと読む)
タイヤ用水系白色離型剤
【課題】 タイヤ製造時に周囲を黒く汚染せず、良好な平滑性および離型性を有し、加硫成型後に透明となり適度な光沢を付与するタイヤ用水系白色離型剤を提供することである。
【解決手段】 タイヤ用水系白色離型剤は、二酸化ケイ素を構成成分に含む無機成分と、ゴムと、ワックスと、水とを含有する。そして、無機成分、ゴムおよびワックスの合計量に対して、無機成分の重量割合が5〜45重量%、ゴムの重量割合が10〜85重量%、ワックスの重量割合が10〜85重量%であるとよい。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
成形型の製造方法、成形型、樹脂成形品の製造方法及び樹脂成形品
【課題】 高精度、高品位、微細化、複雑形状化に対応できる成形型を、容易に、短時間で、かつ低コストで製造可能であり、しかも、成形型間のバラつきも抑制可能な成形型の製造方法を提供する。
【解決手段】 本発明の成形型の製造方法は、液状材料11aを原盤型14の型面に注型する注型工程と、前記注型された液状材料11aを硬化させて原盤型14の型面の凹凸形状を転写する転写工程とを有し、前記注型工程において、注型前に、前記液状材料11aを脱泡処理し、前記転写工程において、前記硬化前に、注型された前記液状材料11aを脱泡処理することを特徴とする。
(もっと読む)
熱可塑性樹脂成形加工機用洗浄剤
【課題】熱可塑性樹脂成形加工機内の着色樹脂等の樹脂を短時間で効率的に洗浄することを目的とした熱可塑性樹脂成形加工機用洗浄剤を提供すること。
【解決手段】熱可塑性樹脂を97〜55重量%、界面活性剤を1〜15重量%及びガラス繊維を2〜30重量%含む熱可塑性樹脂成形加工機用洗浄剤であり、熱可塑性樹脂成形加工機の洗浄に使用したときに、該熱可塑性樹脂成形加工機から排出されたパージ塊中に存在するガラス繊維の平均残存繊維長が0.5mm以上である、熱可塑性樹脂成形加工機用洗浄剤による。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
樹脂モールド構造及び樹脂モールド方法
【課題】センサ素子等の電子部品とケーブルとを樹脂モールドで一体化する際にモールド樹脂とケーブルとの収縮・膨張量の差から生じる熱応力の低減を図り、高気密化に寄与できる樹脂モールド構造及び樹脂モールド方法を提供する。
【解決手段】電子部品とケーブルとがモールド樹脂により一体にモールドされた樹脂モールド構造において、モールド樹脂11が成形された樹脂モールド体10は、ケーブル12の長手方向の線膨張係数とケーブル12の長手方向に対して垂直となる径方向の線膨張係数とが異なっており、前記ケーブルの径方向の線膨張係数よりも前記ケーブルの長手方向の線膨張係数の方が前記ケーブルの最外層の線膨脹係数に近い値であるものである。
(もっと読む)
樹脂射出成形品
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
ポリカーボネート樹脂成形品の製造方法及び成形品
【課題】表面光沢と耐傷付き性に優れ、かつ機械的強度と難燃性にも優れたポリカーボネート樹脂成形品を生産効率よく製造する方法を提供する。
【解決手段】ガラスビーズを5〜40質量%と、縮合リン酸エステル系化合物または有機スルホン酸金属塩から選ばれる難燃剤を含有するポリカーボネート樹脂組成物を、溶融樹脂充填直前の金型表面を樹脂組成物のガラス転移温度以上に加熱して、射出成形することを特徴とするポリカーボネート樹脂成形品の製造方法による。
(もっと読む)
モールド金型
【課題】低粘性で浸透性が高い封止樹脂を用いても、センターインサートの金型クランプ面に形成される隙間から漏れ出した封止樹脂をセンターインサート側のクランプ領域内に留めておくことにより、成形不良を低減したモールド金型を提供する。
【解決手段】上型センターインサート130および上型キャビティインサート140を有する上金型100と、下型センターインサート240および下型キャビティインサート250を有する下金型200とを備え、上型センターインサート130の上型キャビティインサート140と隣接する端縁部若しくは下型センターインサート240の下型キャビティインサート250と隣接する端縁部に沿って連なり、下型センターインサート240に形成された金型ランナ170と交差するように突出する突出部242が形成されていることを特徴とする。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
金型洗浄用シリコーンゴムシート組成物
【課題】トランスファ−成型金型のクリ−ニングシ−ト用シリコ−ンゴム組成物ならびにシリコ−ンゴムシ−トに関するものである。本発明の目的は上記のような問題のない、クリ−ニングシ−トを提供するためのシリコ−ンゴム組成物を提供するものである。
【解決手段】(A)平均組成式RnSiO(4−n)/2 で表されるオルガノポリシロキサン、(B)比表面積50m2/g以上の補強性シリカ、(C)ジオルガノシロキサンブロック単位(a)を有するとともに、三官能性アリ−ルシロキサン単位(b)とを必須として有し、単位(c)により分子末端の少なくとも一部が封鎖されたオルガノポリシロキサンブロック共重合体、(D)硬化剤を必須成分とすることを特徴とする金型洗浄用シリコ−ンゴム組成物。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
樹脂成形体及びその製造方法
【課題】極めて熱伝達が良好な保温あるいは放熱機能を付与でき、信頼性が高く、製造工程が簡便で低コストの樹脂成形体を提供する。
【解決手段】一端にフローティングコアを備えた加圧ポートを有し、他端に排出口を有するパイプ部キャビティを備えた金型の該パイプ部キャビティ内に溶融樹脂を射出した後、前記加圧ポートから加圧流体を圧入して、前記フローティングコアを前記排出口側に移動させると共に、該排出口から前記溶融樹脂を押し出させる工程から得られる、少なくとも曲管部3を有し流体を通過させるパイプ部1と、平板部4とが一体に射出成形されてなる樹脂成形体。
(もっと読む)
タイヤの製造方法
【課題】耐久性の向上を図りながらタイヤの転がり抵抗を低減する。
【解決手段】金型内に装填した生タイヤのタイヤ内腔内に、高温の加熱媒体を充填して前記生タイヤをタイヤ内腔側から加熱する内側加熱と、前記金型を加熱して前記生タイヤをタイヤ外面側から加熱する外側加熱とからなる加熱工程を含む。加熱工程中において、金型の温度T1を、140〜165℃の範囲に制御する金型温度制御と、ベルトコードの表面からの距離が3mm以内であるコード近傍領域Yにおけるトッピングゴムの最高温度T2を140〜165℃の範囲に制御するコード近傍温度制御とを行う。ベルト層のトッピングゴムは、変性ブタジエンゴム及び/又は変性スチレンブタジエンゴムを10〜45質量%含むゴム成分100質量部に対して、カーボンブラック及び/又はシリカからなる補強剤を25〜55質量部含有させた。
(もっと読む)
1 - 20 / 43
[ Back to top ]