
Fターム[4F202AG19]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 円盤状体・球状体 (260)
Fターム[4F202AG19]に分類される特許
1 - 20 / 260
プラスチックレンズの離型方法
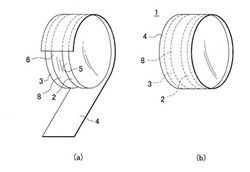
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
金型の製造方法及びレンズシートの製造方法

【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
微細構造形成用型および光学素子の製造方法
【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
プラスチックレンズ用成形型
【課題】縁摺加工の精度をより一層高くすることが可能なプラスチックレンズ用成形型を提供する。
【解決手段】眼鏡用プラスチックレンズのレンズ面を成形する型となる第1、第2のモールド部材3,4を備える。第1、第2のモールド部材3,4の相対的な移動を規制するガスケット2を備える。第1のモールド部材3と第2のモールド部材4とのうちいずれか一方のモールド部材におけるレンズ面の中心部分と対応する外面には、このモールド部材を縁摺加工装置に取付けるための連結部12が設けられている。
(もっと読む)
樹脂ギア及び金型及びその製造方法
【課題】従来、樹脂ギアの製造方法は、多点ピンゲートが主流であったがゲート間に樹脂の合流があり、ウエルドが生じてしまう。更に中央から均等に充填されないため、ギアの歯形精度を悪化させていた。
【解決手段】外周に円形歯車を備え、中心に円柱状の空洞からなる軸差込穴と、前記軸差込穴周囲に凸状の補強環状リブを有し、前記補強環状リブ内側で前記軸差込穴との間に前記補強環状リブよりも高さの低い環状ゲート切断部を設けた樹脂ギアとした。
【効果】環状ゲートによりウエルドの欠陥部位を発生させることがない。更に中央から均等に充填させることができるためギアの歯形精度の向上も図れ、高品質な樹脂ギアが製造可能であり、スプルランナーの切り出しを金型内で行えるため、後工程がなく、大幅な低コスト化が図れる。更にホットランナを採用したためコールドランナに比べて、スプルランナーを極小にでき、廃材の低減化も図れる。
(もっと読む)
母型の製造方法、母型及び眼鏡レンズの製造方法
【課題】眼鏡レンズの材料の無駄を低減することができ、レンズのプリズム制御を容易に行うことが可能な母型の製造方法、母型及び眼鏡レンズの製造方法を提供すること。
【解決手段】第一面及び第二面のうち少なくとも一方が自由曲面である眼鏡レンズの製造に用いられる母型の製造方法であって、本体部材に自由曲面を含む型面を形成する型面形成工程と、型面の光学中心における光軸に垂直な接平面と型面の外周との光軸方向の距離が一定となるように型面の外周を形成する外周形成工程とを含む。
(もっと読む)
複合型光学素子の成形方法および型
【課題】型の光学有効部内に樹脂を不足なく充填し、型の外に樹脂があふれることを防ぐことができる複合型光学素子の成形方法を提供する。
【解決手段】複合型光学素子の樹脂層を成形するための光学有効部(格子)14と、前記光学有効部外において、同心円状に配置された2つの土手11、13と、土手11、13の間に配置された溝12と備えた型10を準備する。型10に樹脂を滴下し、基板を2つの土手11、13に突き当てながら加圧し、樹脂を硬化させた後、硬化した樹脂層と基板を一体として型から離脱させる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
ドーム型の射出成形品の射出成形型とそのドーム型射出成形品
【課題】 本発明は、アンダーカット形状が成形品の離型変形へ及ぼす影響を抑えることができ、型開きを行う際に、成形品のトラレを防止でき、精度よく成形品を成形することができるドーム型の射出成形品の射出成形型とそのドーム型射出成形品を提供することである。
【解決手段】 可動入子30の側面に配置され、固定型22と可動型23との型開き方向に対して直交する方向にスライド可能なスライド入子31,32を設け、固定型22と可動型23との型閉め時にドームキャビティ33に連なり、ドームキャビティ33の幅よりも薄い薄肉キャビティ34を規定するとともに、スライド入子31,32は、前記ドームキャビティ33に連通される連通壁部に前記ドームキャビティ33の幅と同等幅のストレート部を構成するストレート部構成部37と、前記ストレート部構成部37に設けられ、前記ドームキャビティ33内に突出する突起形状部38と、を有する。
(もっと読む)
熱成形品の製造方法
【課題】木型の如き初期投資を抑制可能な集成構造体から削り出した型を用いて、数多くの低歪みかつ高品質な熱成形品を提供すること。
【解決手段】下記(a)〜(c)[(a)熱可塑性樹脂製シートを準備する工程(工程(a))、(b)該シートを熱成形可能な温度まで予備加熱し軟化させる工程(工程(b))、(c)一対の雄型141および雌型101からなる型に、かかる軟化した熱可塑性樹脂製シートを狭持し、曲面を有する熱成形品121を得る工程(工程(c))]の工程を含み、工程(c)に用いる一対の雄型および雌型は、いずれもその狭持部表面において、複数の小ブロック102が接合された集成構造により接合線を有しており、両型の狭持方向を法線とする投影面に対してかかる接合線を投影したとき、雄型側の接合線143〜147と雌型側の接合線103〜107とが重ならないことを特徴とする熱成形品を得るための製造方法。
(もっと読む)
レンズアレイの製造方法、レンズアレイ、及びレンズモジュール
【課題】高い再現性で所定の形状のレンズアレイを成形することができるレンズアレイの製造方法を提供する。
【解決手段】複数のレンズ部と、複数のレンズ部と一体に形成される基板部とを有するレンズアレイの製造方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む転写面を有し、該転写面にレンズアレイの外周形状に合わせた形状で設けられ堤状の突起部が形成された型を一対で備える成形型を用い、一対の型のそれぞれの転写面における、レンズアレイの外周形状に合わせた形状で設けられ堤状の突起部で仕切られた領域に、レンズアレイの材料である樹脂を供給し、樹脂を前記一対の型で挟み込み、一対の型の前記転写面それぞれの突起部同士の隙間から、樹脂を流出させつつ、樹脂を前記転写面の形状に倣って変形させ、一対の型で挟み込まれた樹脂を硬化させ、突起部同士の間に存在する樹脂を薄肉部とし、樹脂の硬化後に、硬化された樹脂からなる前記レンズアレイを、薄肉部を起点として一対の型から離型させる。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
電子部品実装部品
【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
ナノインプリントモールドの洗浄方法
【課題】ナノインプリント用のメサ型のモールドの洗浄においてモールドの破損を抑制する。
【解決手段】ナノインプリントに使用したレジストの残渣が付着した状態のナノインプリントモールドに施される洗浄方法において、平板状の支持部11と、該支持部の一面にありかつ該一面から所定の高さを有するメサ部12を有するモールド1が凹凸パターン領域R1上にフッ素化合物を含有する離型層14を備えた状態で、上記モールド1を洗浄液に浸漬して超音波洗浄を行う。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
射出成形用金型装置
【課題】射出成形金型において、キャビティからのガス排気をさらに促進して、欠陥のない高精度、高品質の射出成形品を提供する。
【解決手段】固定側金型Aのキャビティプレート5に嵌入した入れ子13のキャビティCの外端部に直接連通した環状ガスベント溝20を刻設し、その周囲に連通したより深い環状ガス抜き溝21を形成し、さらに環状ガス抜き溝に対して鉛直かつ固定側取付け板3方向に総流路横断面積が大きい複数のガスベント孔16を、入れ子及びキャビティプレートを貫通するように形成する。そして、複数のガスベント孔の開口端を固定側取付け板3にパーティング面に平行に穿って形成した複数のガス逃げ孔17に連通させ、その開口端にガスタップ19を形成する。これによって、キャビティから環状ガスベント溝、環状ガス抜き溝、ガスベント孔及びガス逃げ孔とを介してキャビティ内の溶融樹脂から発生したガスを排気する。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
レンズ成形品、ゲートカット装置及びレンズ製造方法
【課題】ゲートカット装置とレンズ成形品との正確な位置決めを行うことなく、ゲートとレンズの境界にてゲートを正確に切断可能なレンズ成形品、ゲートカット装置及びレンズ製造方法を提供する。
【解決手段】レンズ成形品が、ゲートのレンズと対峙する側にレンズに近づくに従ってゲートの中心軸に近づくような傾斜面が形成されており、傾斜面と前記レンズの境界には溝が形成されている。また、ゲートカット装置が、ブレードがゲートの傾斜面に近接するように該ブレードに対するレンズ成形品の位置を調整する位置決め手段と、ブレードがゲートの傾斜面に近接した状態から、該ブレードを前記レンズ成形品のゲートの中心軸に向かう方向に移動させて該ゲートを切断する駆動手段と、切り離されるレンズの移動方向を前記ゲートの中心軸方向のみに制限するレンズ抑えと、を有する。
(もっと読む)
樹脂成形品の製造方法
【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
1 - 20 / 260
[ Back to top ]