
Fターム[4F202AH17]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475)
Fターム[4F202AH17]の下位に属するFターム
車体(←ボディ・ドア) (84)
ステアリングホイール (11)
タイヤ (1,076)
タイヤチェーン、無限軌条 (2)
ウェザーストリップ、モール (100)
バンパ (49)
パネル(←コンソールボックス) (245)
車両用内装材、クッション (468)
ヘッドレスト (28)
Fターム[4F202AH17]に分類される特許
161 - 180 / 412
吹込成形品及び吹込成形金型
【課題】中空部と中実部を有する成形品において、取付用の座を設ける中実部に成形後2次的な穴あけ加工を要せずに、穴を形成できる成形品を提供し、及びその成形品を成形するための成形金型を提供すること。
【解決手段】中空部と中実部とを有し、中実部には通孔とその周縁に板状部が形成され、通孔の縁部の一部に、板状部の板厚よりも薄い第1の薄肉部と、通孔の縁部の残りの一部に、板状部の板厚と第1薄肉部の厚みの中間の厚みを有する第2薄肉部とを有する吹込成形品。中空部を形成する第1キャビティと、板状をなす中実部を形成する第2キャビティと第2キャビティ内に設けた環状の食切り部と、食切り部内に位置する、通孔を形成するピンが進退する第3キャビティを備え、食切り部には、第1薄肉部を形成する狭窄部と、第2薄肉部を形成する一般食切り部とが形成され、第3キャビティは、中実部の板面から交差する方向に偏倚する吹込成形金型。
(もっと読む)
車両用灯具反射鏡の成型方法及び当該成型方法で成型された車両用灯具反射鏡

【課題】従来の樹脂で形成する車両用灯具用反射鏡においては、耐熱性とネジレ強度の面からガラスファイバーなど比較的に多量の充填材が用いられ、それにより配光特性が乱れるものとなりアンダーコートなどによる補正に手間が係る問題点を生じていた。
【解決手段】本発明により、耐熱性を強化するため充填剤が添加された樹脂を金型で車両用灯具反射鏡の形状に成形する際に、予めに金型を樹脂のガラス転移温度近傍まで加熱し、その状態で射出を行うと、溶融により流れが良くなった樹脂が金型内を先行し、製品表面に充填剤を含まないスキン層を形成する。従って、樹脂のみで形成された平坦な表面が得られ、鏡面の形成時には充填物による表面荒れを補修するためのアンダーコート工程が省け、生産性と品質とが共に向上する。
(もっと読む)
装飾部品およびその製造方法
【課題】マスクを用いることなく製造することが出来る装飾部品およびその製造方法を提供する。
【解決手段】所定形状に射出成形された樹脂製のエンブレム本体4と、エンブレム本体4の表側に蒸着された金属薄膜5と、エンブレム本体4が裏側に位置するように形成された透明樹脂層2と、エンブレム本体4が表側に位置するように形成された着色樹脂層3とを有する。
(もっと読む)
樹脂製インテークマニホールドの製造方法
【課題】樹脂製インテークマニホールドにおいて各分岐通路の端部に設けられるフランジの通路部分を、金型により湾曲した湾曲通路部に成形すること。
【解決手段】樹脂製インテークマニホールドは、各分岐通路3の湾曲した通路部3aの端部にフランジ4が形成され、それぞれ樹脂製のロワピース11とアッパピース12を互いに接合することで構成される。フランジ4に対して湾曲通路部分13の出口側へ型抜きされる第1金型22と、湾曲通路部分13の入口側へ型抜きされる第2金型23とを使用する。第1金型22は第1凸部24を含み、第2金型23は第2凸部25を含む。フランジ4の厚み方向両側から第1凸部24と第2凸部25を互いに型抜き可能に型合わせし、型合わせされた第1凸部24と第2凸部25との協働により湾曲通路部分13を成形する。
(もっと読む)
枠体付きガラスの射出成形用金型
【課題】
射出成形時の板ガラスの周縁に加わる荷重を低減し、板ガラスに枠体を射出成形によって一体成形するときの、板ガラスの破損が防げる射出成形用金型を提供することを課題とする。
【課題を解決するための手段】
射出成形用金型に枠体用キャビティあるいは枠体用キャビティと枠体用キャビティに連通する補助キャビティとが形成され、枠体用キャビティあるいは補助キャビティには、ランナーからゲートを介して溶融状態の樹脂が射出され、該ゲートの断面形の、板ガラスの厚み方向の幅が1〜5mmで、板ガラスの辺に平行な方向の幅が、10mm〜板ガラスの辺長の範囲で設けられている。
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆フィルム12と、を備える。表面被覆フィルム12がフッ素フィルムで構成されている。
(もっと読む)
枠体付きガラスの射出成形用金型および枠体付きガラスの製造方法
【課題】射出成形時の板ガラスの周縁に加わる荷重を低減し、板ガラスに枠体を射出成形によって一体成形するときの、板ガラスの破損が防げる射出成形用金型を提供する。
【解決手段】板ガラスの周縁部に樹脂製の枠体を射出成形するために用いる射出成形用金型において、車内側ガラス面の枠体用キャビティに連通孔を介して連通する補助キャビティがガラス面に接して設けられ、車内側ガラス面の枠体用キャビティの幅w1、連通孔の幅w2、補助キャビティの幅w3の合計w1+w2+w3と、車外側ガラス面に成形される枠体用キャビティの幅w4との比(w1+w2+w3)/w4が0.5〜1.5であることを特徴とする
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆繊維材12と、を備える。表面被覆繊維材12は、フッ素繊維及びそれ以外の繊維を含む複数種の繊維材料で構成されている。
(もっと読む)
形成体及びその成形方法
【課題】成形時の固化収縮による反りを低減することのできる形成体及びその成形方法を提供する。
【解決手段】柱状体と該柱状体の所定部位に配置された張出部とを備える樹脂成形体を形成するにあたって、柱状体を形成する第1の空隙51aと、該第1の空隙51aに連通し所定の長さで第1の空隙51aよりも細く、ゲート50bに接続された第2の空隙51bとを備える第1の金型50に、ゲート50bからフィラー13fを含む溶融樹脂を注入し、第2の空隙51b内で溶融樹脂の流速を注入時の流速よりも低くして第1及び第2の空隙51a,51bを樹脂で充填する。次に、金型50から成形体を取り出し、成形体の第2の空隙51bに対応する部分を、張出部成形用の第2の金型60に入れ、その第2の空隙51bに対応する部分を覆って形成することにより、張出部を成形する。
(もっと読む)
金属板付き成形品の製造方法および金属板付き成形品用の成形型
【課題】金属板と成形型とを容易に合わせることが可能な金属板付き成形品の製造方法および金属板付き成形品用の成形型を提供する。
【解決手段】金属板30と樹脂成形部40とが一体化した金属板付き成形品10の製造方法であって、第1成形型51に前記金属板30をセットした後、第2成形型52を移動させて型閉じ状態にするものにおいて、前記金属板30の前記第2成形型52との接触面のうち前記第2成形型52の移動方向に沿う面の板厚方向の略全体にわたって傾斜を付ける傾斜面34の形成工程を行い、前記第2成形型52のうち前記金属板30に形成された傾斜面34に整合する傾斜をなす前記金属板30との当接面59を、前記金属板30に形成された傾斜面34に接触させて前記型閉じ状態にする。
(もっと読む)
プラスチック成形品の製造方法およびプラスチック成形品
【課題】透明導電層を備えるプラスチック成形品であって、製造コストが低く、また、意匠性の高いプラスチック成形品を提供することを課題とする。
【解決手段】成形用金型の空洞内に、透明基材上に透明導電層と、互いの屈折率が異なる高屈折率層若しくは低屈折率層を少なくとも1層備える薄膜積層体を備える透明導電性フィルムを配置する工程と、成形用金型の空洞内に熱可塑性プラスチック材料を射出する工程と、成形用金型から透明導電性フィルムの熱可塑性プラスチック成形体の積層品であるプラスチック成形品を取り出す工程とを備えることを特徴とするプラスチック成形品の製造方法とした。
(もっと読む)
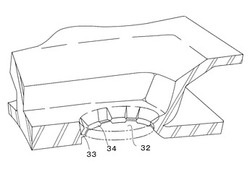
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、従来の方法ではドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めし、次いで該分割金型の母型部内に摺動自在に設けられた放射状刃体付き筒体を該分割金型のキャビティー内に進出させるとともに、該筒体内に固定された吹込みピンを該パリソン内部まで貫通させ、該吹込みピンを通して該パリソン内に圧縮空気を吹込み、該放射状刃体と接触した該パリソンの部分に放射状薄肉部を形成させながら賦形した後、該筒体を母型部内に引っ込めて該中空成形品を離型し、該放射状薄肉部にリーンフォース・パイプを押し付けて該放射状薄肉部を破断させながら該デッキボード内の空隙に該リーンフォース・パイプを挿入した。
(もっと読む)
加飾表面を備えた加工品の製造方法
【課題】本発明の目的は、写真等の転写技術や特殊な塗料を必要とせず、フィルム等の貼り合わせを不要とした加飾表面を備えた加工品の製造方法を提供する。
【解決手段】本発明は、加飾表面を備えた加工品の製造方法であり、基材に絞を形成する絞付き基材の形成工程10と、絞付き基材の形成工程で形成された基材を脱脂する脱脂工程と20、脱脂工程の後で、第1の塗料を塗布する第1中塗り工程30と、第1中塗り工程の後で、半乾燥した状態で、第2の塗料を塗布する第2中塗り工程50と、第2中塗り工程の後で、乾燥させる乾燥工程60と、乾燥工程の後で、塗布面を研磨する研磨工程70と、研磨工程の後で、漆により仕上げ層を形成する仕上げ塗布工程80と、仕上げ塗布工程の後で、漆に紫外線を照射する工程90と、を備えた。
(もっと読む)
射出発泡成形品、射出発泡成形型、および射出発泡成形品の製造方法
【課題】簡単な構成で容易に且つ確実に端縁を見栄えよく成形することができるよう構成された射出発泡成形品、端縁の見栄えがよい射出発泡成形品を成形することができる射出発泡成形型およびその製造方法を提供する。
【解決手段】端部の表面1a側角部に突起5を有する基材1を成形し、この基材1を保持した第2の型12と第3の型13によりキャビティ18を形成して、その内部に表皮・発泡材4の材料を所定の圧力で射出充填する。表皮・発泡材4の材料の第3の型13に接した部分を固化させて表皮層2を形成し、第3の型13をコアバックさせて一体部4bに発泡層3を形成する。巻き込み部4aは、表皮層2のみによって比較的薄く成形される。そのため、巻き込み部4aを基材1の端部裏面1bに見栄えよく巻き込み接合することができる。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型を、縦壁部を有する第1可動型部32と、これに隣接する第2可動型部36とでなる分割構造とし、第1可動型部を第2可動型部よりも先にコアバックを開始させる、ことを特徴とする。
(もっと読む)
構造物及びアクセサリソケットカバー
【課題】2ヶ国語を限られた領域に設けることができる構造物及びアクセサリソケットカバーを提供する。
【解決手段】アクセサリソケットカバー2は、本体20と、キャップ部24と、を備えて概略構成され、英語表記された印刷文字32を有するシール3が、キャップ部24の貼付面26に貼付けられている。貼付面26には、射出成形によって彫込文字27が形成され、彫込文字27は、英語表記された印刷文字32と同等の意味を有するフランス語によって構成されている。シール3を剥離することによって、フランス語表記が現れるので、限られた領域に2ヶ国語を設けることができる。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型を、縦壁部を有する第1可動型部32と、これに隣接する第2可動型部36とでなる分割構造とし、第1可動型部のコアバック量率を前記第2可動型部のコアバック量率に比して小さく設定した、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、前記縦壁部近傍の樹脂部を他の樹脂部に比して高温に設定した状態で、可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバックに伴う成形品形状の輪郭形成端部の成形品内方への縮退に起因する発泡樹脂成形品の平面形状での寸法精度の低下を抑制すること。
【解決手段】図3aの充填用キャビティ33に発泡性樹脂40を充填すると、発泡性樹脂40は目標位置Aを所定量越えて充填されることになる。コアバックしたときには、成形用キャビティ33が形成され、成形品形状の輪郭形成端部を輪郭の外側へ拡大させた第2主空間33cと第2拡大部33dとを有している。
図3cに示すように、成形品50の輪郭形成端部を形成する補助可動型34が成形用キャビティ33の第2拡大部33d内に移動し、第2拡大部33d内に存在している発泡樹脂が成形品50を形成するに当たり、樹脂が不足する第2主空間33c内に充填される。
(もっと読む)
メタリック調樹脂成型品、その製造方法及び金型
【課題】成型品の意匠面に矩形の溝部があるものであっても、当該溝部による意匠性と、塗装と同様の高いメタリック感による意匠性とを両立させる。
【解決手段】熱可塑性樹脂100重量部に対して、光輝材を0.1から4重量部添加し、アスペクト比をYとし、意匠面での矩形を含む溝部の深さをXd [mm] としたとき、Y ≧ 30とXd ≧ 0.3と Y ≦ -100 Xd + 80との条件を満たす範囲内とした。
(もっと読む)
161 - 180 / 412
[ Back to top ]