
Fターム[4F202AH17]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475)
Fターム[4F202AH17]の下位に属するFターム
車体(←ボディ・ドア) (84)
ステアリングホイール (11)
タイヤ (1,076)
タイヤチェーン、無限軌条 (2)
ウェザーストリップ、モール (100)
バンパ (49)
パネル(←コンソールボックス) (245)
車両用内装材、クッション (468)
ヘッドレスト (28)
Fターム[4F202AH17]に分類される特許
81 - 100 / 412
成形用金型、成形方法及び該方法を用いて成形された成形品
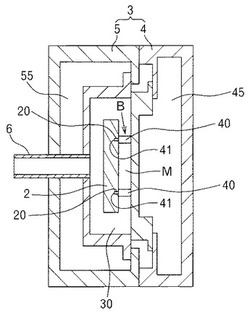
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
レンズカバー成形用金型およびレンズカバーの製造方法

【課題】金型の大型化や製造コストの増大、生産効率の低下を招くことなく、樹脂材料の未充填部分の形成を防止する。
【解決手段】レンズカバー成形用金型の一例である金型120は、固定型122と、可動型124と、固定型122と可動型124との間をスライド移動可能なスライド型126とを備える。固定型122と可動型124と126スライド型との間にはレンズシール足に対応する成形空間130が形成され、スライド型126の突出部126aが成形空間130に向けて突出している。
(もっと読む)
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
コアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品
【課題】型製作費を抑えつつ容器状発泡成形品の側壁の先端面に玉縁を設けることが可能なコアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品を提供する。
【解決手段】本発明に係るコアバック式発泡樹脂成形型21は、側壁52の先端縁(先端厚肉部53)を成形するための厚肉成形部24Bと、側壁52の先端縁以外の部分(側壁主体部54)を成形するための側壁主体成形部24Bとをキャビティ24に備えている。このキャビティ24に溶融樹脂を充填して成形型21をコアバックさせると、厚肉成形部24Bにて成形された先端厚肉部53の端面が隆起して玉縁55が形成される。即ち、成形型21に玉縁用の溝を形成しなくても玉縁55を形成することができ、成形型21の型製作費を抑えることができる。
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
樹脂射出成形品
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
樹脂成形部品の製造方法
【課題】必要部分の寸法精度の向上を図り、歩留まりの改善を図ることのできる樹脂成形部品の製造方法を提供する。
【解決手段】互いに対向する1対のアーム11を有し、アーム11の対向部間の間隔Hに精度が要求される樹脂成形部品の製造方法において、1対のアーム11の各々の先端部に成形用のゲート21を配置し、2つのゲート21とそれら2つのゲート21をつなぐランナ22を含めた部分の樹脂残留部を、1対のアームの先端間をつなぐブリッジ部材20として一体に付けた状態で樹脂成形部品10を射出成形し、ブリッジ部材20を付けた状態のまま射出成形品をアニール処理し、アニール処理後にゲート21の位置でブリッジ部材20をカットして製品を得る。
(もっと読む)
樹脂ピストンの成形方法及び樹脂ピストン
【課題】樹脂廃棄材料を低減させることができ、また、樹脂ピストンの外周面に対して円筒研磨等の追加工を不要にすることができる樹脂ピストンの成形方法を得る。
【解決手段】予熱した樹脂タブレット63を成形型21のキャビティ22に投入し、加熱しつつ圧縮成形する樹脂ピストンの成形方法であって、成形型21における加圧代分を加圧しキャビティ22内圧が所定圧に到達した時点で、キャビティ内圧をこの所定圧範囲に維持しつつ、成形型21から溢れ出す樹脂をピストン外周面を除く領域に設定した通路53から排出して、熱成形サイクル終了後に成形型21を開放する。
(もっと読む)
離型方法とその装置
【課題】 簡易な構成で凹部を有する成形品を円滑に離型させることができる離型装置を提供する。
【解決手段】 内側にテールライト取付用ボス2を有する成形品1を離型させる装置であって、直押しコア7内に配設されテールライト取付用ボス2を成形する押出ピン12と、下型4内に配設され押出ピン12を突出方向に押し出す押出ブロック14からなり、直押しコア7が上昇すると押出ピン12が押出ブロック14に押されて突出方向に前進し、更に直押しコア7が上昇すると押出ピン12が押出ブロック14から外れて後退してテールライト取付用ボス2から抜ける。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
ピストン
【課題】成形型からの離型性に優れ、成形型から型抜きする際に、キャップがピストン本体から浮き上がったり外れたりすることがないピストンを得る。
【解決手段】 カップ状の合成樹脂製ピストン本体23の開口端部24に、該開口端部24の外周面、内周面及び開口端面を覆う金属キャップ31が一体に結合されるピストン21であって、キャップ31は、少なくとも開口端部24の外周面又は内周面に対応するキャップ側面32aの全周に凸部36または凹部が連続形成されて、ピストン本体23を樹脂成形する成形型の内壁面と線接触される。
(もっと読む)
インサート部品を有する繊維強化樹脂部材の製造方法
【課題】インサート部品を有する繊維強化樹脂部材の成形において、成形後に追加加工を必要とせず、容易に精密な位置決めが可能な製造方法を提供する。
【解決手段】インサート部品4を有する繊維強化樹脂部材の製造方法であって、プリフォーム1の外表面に設けた突出部7を、成形型10に設けた凹部8に嵌入し、前記インサート部品4を成形型10によって位置決めすることを特徴とする。更に突出部7をスチールにし、成形型10の凹部8の底部に磁石9を配置すれば、突出部7を磁力で固定でき正確な位置決めができる。
(もっと読む)
車両用灯具の樹脂部品
【課題】薄肉化による軽量化とコストダウンを図りつつ、ショートショットやウェルドラインの発生を防いで外観品質の向上を図ることができる車両用灯具の樹脂部品を提供すること。
【解決手段】樹脂の射出成形によって得られる部品であって、意匠部3Aの周縁に外周部3Bを屈曲形成し、該外周部3Bの先端部に該外周部3Bよりも厚肉のシール脚部3Cを形成して成るヘッドランプ(車両用灯具)のレンズカバー(樹脂部品)3において、前記シール脚部3Cに凹部3aを形成する。ここで、レンズカバー3の意匠部3Aの肉厚Aと外周部3Bの肉厚B及び前記シール脚部3Cの厚さC=(C1+C2)/2(C1:最小肉厚、C2:最大肉厚)の間に、
A≧B
B≦C≦A(但し、A=B=Cを含まない)
なる大小関係が成立するものとする。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】外部リード線の接続時に端子の空洞部にナットを挿入する手間を省くことができ、ナットの落下を防止することができるような蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池を提供する。
【解決手段】空洞部を有する端子4と、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシングと、両者を連結する導通部とを備えた蓄電池用端子部が、合成樹脂製の蓋にインサート成形された蓄電池用蓋2、及びその蓄電池用蓋2を備えた蓄電池10において、ナット11が端子4の空洞部に挿入されてインサート成形されることにより固定されたことを特徴とする。また、蓄電池用蓋の射出成形方法において、前記合成樹脂の蓋の射出成形時にナット11を端子4の空洞部に挿入して射出成形し、射出成形圧力により、端子4の底部4Fを変形させて、ナット11を端子4の空洞部に固定することを特徴とする。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】端子部がインサート成形された蓄電池用蓋において、電槽との嵌合をスムーズに行うことができる蓋を提供する。
【解決手段】合成樹脂製の蓋に形成した切欠き部に端子4Tを備え、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシング6Bと水平方向で並置される端子4Tの下部側とを連結する導通部7を備え、端子4Tとブッシング6Bと導通部7とが一体成形により端子部を構成するとともに、端子部のうちの少なくともブッシング6Bと導通部7とがインサート成形により蓋に埋め込まれている。さらに、蓋に埋め込まれたブッシング6Bと導通部7の隙間2Gに、両者をつなぐ合成樹脂製の薄板2Hが設けられているので蓋の変形を抑制でき、特に、蓋の短側面の反りを低減することができる。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
車輌用部品の射出成形用金型、車輌用部品及び車輌用部品の成形方法
【課題】 車輌用部品の表面粗さの不均一性を改善する。
【解決手段】 シボ加工するための複数の加工用凹部3、3、・・・が形成されたシボ加工面2を有し、シボ加工面が粘性又は粘弾性を有する核体51に複数の砥粒52、52、・・・が付着又は含有された研磨材50によって研磨された。これによりシボ加工面の表面粗さが改善され、転写ムラが生じた状態で車輌用部品100が成形された場合でも、シボ101の転写部101aと非転写部101bの表面粗さの不均一性が小さく、車輌用部品100の良好な美観が確保され、品質の向上が図られる。
(もっと読む)
81 - 100 / 412
[ Back to top ]