
Fターム[4F202AH17]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475)
Fターム[4F202AH17]の下位に属するFターム
車体(←ボディ・ドア) (84)
ステアリングホイール (11)
タイヤ (1,076)
タイヤチェーン、無限軌条 (2)
ウェザーストリップ、モール (100)
バンパ (49)
パネル(←コンソールボックス) (245)
車両用内装材、クッション (468)
ヘッドレスト (28)
Fターム[4F202AH17]に分類される特許
121 - 140 / 412
樹脂成形体

【課題】弾性部材と樹脂とを複合化した樹脂成形体において、従来に比して強度の高い樹脂成形体を提供すること。
【解決手段】弾性部材2と当該弾性部材2の外周に嵌合するカラー部材1が、射出樹脂により鋳ぐるみ成形されたことを特徴とする樹脂成形体10を提供する。この樹脂成形体10によれば、射出成形時の射出圧を高めても、カラー部材1によって弾性部材2の変形が回避できるため、ウェルド部の強度の低下を効果的に抑制でき、高い強度を有する樹脂成形体10が得られる。
(もっと読む)
成形体及び成形方法

【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
クロロプレン重合体フィルムの製造方法
【課題】フリーズドラムからクロロプレン重合体フィルムを取り出す製造方法を提供する。
【解決手段】クロロプレンモノマーを乳化重合して得られるクロロプレンラテックスを用い、中和、凍結凝固、水洗および乾燥する工程を経てクロロプレン重合体フィルムを製造する方法において、フリーズドラム4上で凍結凝固したフィルム12を、該ドラムの中心線からの垂直距離で該ドラムの直径の0.06〜0.40倍の上部の位置に、該ドラムの表面からの水平距離で該ドラムの直径の0.30〜0.80倍の位置に設置した取り出し角度調整バーを介して取り出す。また表面にNi金属とCr金属の合金によるめっきを施した該ドラム上で凍結凝固を行い、凍結凝固された該ドラム表面の付着物を掻き取るドクターナイフ11とクロロプレン重合体フィルムの該ドラムからの取り出し位置との距離を該ドラムの直径の0.10倍以上にしてクロロプレン重合体フィルムを取り出す。
(もっと読む)
射出成形用金型及び該金型を使用した射出成形機及び射出成形方法
【課題】可動型の後退後の二次成形時の金型の型締め状態を安定化させて、2色成形品を安定して成形することが可能であると共に、構成簡易にして安価な金型構造を得ることが可能な射出成形用金型及び該金型を使用した射出成形機及び射出成形方法を提供する。
【解決手段】成形機の移動ダイプレートが後退した状態で、固定型と可動型からなる金型を型締めし該金型間に二次成形樹脂を射出して二次成形する際に、可動型と固定型との間に進出して該固定型と可動型間の間隙を所定に設定可能な間隙設定手段を配設したことを特徴とする。前記間隙設定手段は、金型の複数箇所に配設された駆動機構と、該駆動機構の作動により固定型と可動型との間に進出可能な楔体とで形成され、前記楔体は、高さの異なる複数の段差を有すると共に、各段差の高さが調整可能に形成される。
(もっと読む)
中空棒状構造体の製造方法
【課題】本発明は非一様な断面形状を有する中空棒状構造体製品を一体成形する製造方法に関するものであって、特に部材の材質が繊維強化プラスチックである場合に好適な中空棒状構造体の製造方法を提供する。
【解決手段】少なくとも繊維強化型プラスチックからなる中空棒状構造体の製造方法であって、
前記中空棒状構造体より小さい相似形状を有し熱膨張性を有する可とう性中子に、少なくとも一つの開口部を確保するようにプリプレグ基材を巻きつけて積層体とする賦形工程と、前記中空棒状構造体より大きく、相似形状をしたキャビティー面をもつ金型の内面に、一定肉厚からなる熱膨張性弾性体シートを配し、前記積層体を前記熱膨張性弾性体シートの内側に配置したのち前記金型を閉じ、前記金型を加熱することにより、前記可とう性中子および前記シートの熱膨張により圧力を付与しつつ硬化させる硬化工程と、硬化後、前記開口部より前記可とう性中子を引き抜く工程とからなる中空棒状構造体の製造方法。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 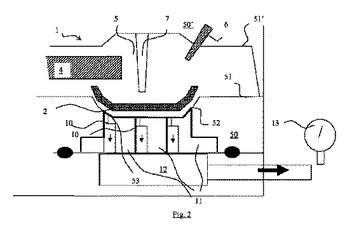 (もっと読む)
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 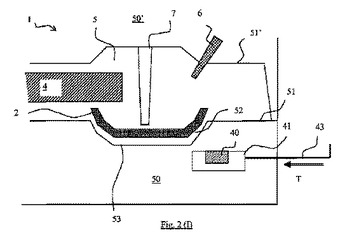 (もっと読む)
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
車両用灯具のレンズカバー製造方法
【課題】意匠面への袋とじ現象とそれに伴うシルバーストリークやウェルドラインの発生を防いで外観性の高いレンズカバーを得ることができる車両用灯具のレンズカバー製造方法を提供すること。
【解決手段】金型10に、これに形成されたキャビティ13の意匠面部分13Aに向けて溶融樹脂を射出する意匠面バルブゲート14と、キャビティ13のシールリブ部分13Cに向けて溶融樹脂を射出するサイドバルブゲート15を設け、溶融樹脂の射出初期には意匠面バルブゲート14を閉じ、サイドバルブゲート15を開けて該サイドバルブゲート15からキャビティ13のシールリブ部分13Cに向けて溶融樹脂を射出し、該溶融樹脂がキャビティ13の意匠面部分13Aに流れる直前にサイドバルブゲート15を閉じ、意匠面バルブゲート14を開けて該意匠面バルブゲート14からキャビティ13の意匠面部分13Aに向けて溶融樹脂を射出する。
(もっと読む)
ポリエステルエラストマー製ドライブシャフトブーツの製造方法
【課題】 1対の分割面を有するポリエステルエラストマー製ドライブシャフトブーツの製造方法の提供
【解決手段】 ポリエステルエラストマー製ドライブシャフト用のブーツの生成方法は、成形工程S1、環状成形物形成工程S3、管状構造固定工程S5、加熱工程S7、及び冷却工程S9を有している。成形工程S1では、ポリエステルエラストマーを材料に、射出成形により、1対の分割面を有するブーツの形を有する成形物5を成形する。環状成形物形成工程S3では、成形物5の分割面を合わせて成形物5を環状構造とした環状成形物7を生成する。環状構造固定工程S5では、環状成形物7において、合わせた分割面が解放しないように環状成形物7の環状構造を固定する。加熱工程S7では、固定した環状成形物7を所定の温度で加熱する。冷却工程S9では、加熱した環状成形物7を冷却する。これらの工程により、ポリエステルエラストマー製のブーツ3を生成する。
(もっと読む)
多層成形体の製造方法
【課題】熱可塑性樹脂材料からなる成形体の機械物性及び表面外観の両方を十分優れたものとすることができるとともに、このような成形体を効率的に製造する方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、成形型100のキャビティV内に基材層1を配置する工程と、基材層1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出速度500mm/秒以上で供給し、基材層1の表面に被覆層2を形成する工程とを備え、第2の熱可塑性樹脂材料がメルトフローレート5〜400g/10分のポリオレフィン系樹脂と、無機充填材とを含有し、被覆層2の厚さが0.5mm以下であることを特徴とする。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
成形プロセスのための動的シール及びその使用方法
【課題】シート状基板材料の周縁部上の少なくとも一部に高分子材料を簡単にかつコスト効率よく成形する。
【解決手段】本発明は、成形装置でガラス板の周縁部上に高分子フレームまたはガスケットを成形する方法に用いるための動的な型シールを提供する。本発明のシール及び方法は、自動車窓を形成するために利用されることが好ましい。
(もっと読む)
中空成形体の製造方法、中空成形体の製造装置、レゾネータ、及びホイール装置
【課題】タイヤの空気室に配置して共鳴による騒音を低減する中空成形体であるレゾネータの消音特性を向上するとともに製造コストを低減する。
【解決手段】レゾネータ12をブロー成形により形成する。レゾネータ12は、内部に副気室32を設けた本体部31と、開口部33を設けた連通部とを備える。本体部31は、ブローピン46から供給する空気により樹脂材料57を金型44の本体部キャビティ53に押しつけて形成する。連通部34は、ブローピン46の外周部と金型44の連通部キャビティ55との間に挟んで形成する。連通部34の開口部33の断面積を容易に正確に形成でき、消音特性を向上できるとともに製造コストを低減できる。
(もっと読む)
射出成形体の製造方法
【課題】アウターハウジングとアウターレンズとで構成されるサイドウインカーを製造するにあたり、該サイドウインカーを変形や樹脂漏れのない成形体とするための射出成形をおこなえるようにする。
【解決手段】第一金型(8)と第二金型(9)のあいだで、アウターハウジング(3)とアウターレンズ(4)を一次の射出工程で成形した後、これらの成形体同士を突き合せ、該突き合せ面に二次の射出工程で樹脂材(6)を射出して一体化して成形体本体を製造するにあたり、一次の射出工程で成形されたアウターハウジング(3)或いはアウターレンズ(4)の突合せ面に流路を形成し、該流路に樹脂材(6)を二次の射出工程で射出するようにした。
(もっと読む)
2色成形同時絵付け品の成形装置
【課題】製品外観に成形不良を発生させることなく2色成形同時絵付け品を成形する。
【解決手段】固定式のキャビティ型2と、可動式の1次成形コア型3と、1次成形空間部D1に絵付けシートを供給しキャビティ型に固定する絵付けシート供給装置20と、絵付けシートで覆われた1次成形空間部に1次成形用樹脂を射出する1次成形用樹脂射出路と、1次成形用樹脂の射出によって成形と同時に絵付けが施された1色目成形品R1′をキャビティ型に固定したまま型開きできるように、1色目成形品をキャビティ型に押圧するエジェクタピン44と、1次成形コア型に代えてキャビティ型に型締めされる2次成形コア型4と、1色目成形品を保持しているキャビティ型と2次成形コア型とで形成される2次成形空間部D2に2次成形用樹脂を射出する2次成形用樹脂射出路と、を備えてなることを特徴とする。
(もっと読む)
車両用ミリ波レーダ用カバーの成形方法と成形用金型
【課題】
2層の樹脂層からなり第1の樹脂層にインジウムや錫等のエンブレムが埋め込まれたミリ波レーダ用カバーを安価にかつ効率よく成形する方法を提供する。
【解決手段】
予め射出成形して得られる樹脂部品(35)に金属膜(36)を蒸着してエンブレム(37)を得る。移動コア(23)にエンブレム(37)をインサートして型締する。移動コア(23)を後退して、未充填部分を残してキャビティ内に所定量の第1の溶融樹脂(42)を射出する。移動コア(23)を前方に駆動してエンブレム(37)が埋め込まれた第1の樹脂層(44)を得る。第1の樹脂層(44)を固定金型(2)に残して型開して、移動金型(7)をスライドして型締して第2の樹脂層(48)を射出成形する。
(もっと読む)
121 - 140 / 412
[ Back to top ]