
Fターム[4F202AH58]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 皿状容器(←トレイ) (56)
Fターム[4F202AH58]に分類される特許
1 - 20 / 56
型、型押し機、型押し品の製造方法
細胞培養容器の製造方法
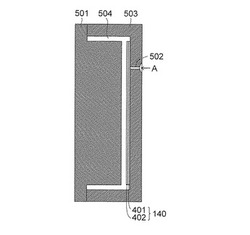
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
発泡樹脂製トレイの製造に用いられる金型

【課題】発泡樹脂製トレイの隆起部にシボを再現性よく転写できる金型を提供すること。
【解決手段】金型は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなる。
(もっと読む)
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
射出成形機能部付きの容器及び該容器を成形する工具
【課題】
本発明の目的は、流動成形材料を容器のフランジの下側に含んだ状態に維持するようにする方法で、流動成形材料の流れを制御することである。
【解決手段】
容器が底部パネル、底部パネルから上方に延びる少なくとも1つの側部パネル、及び底部パネルから上方に延びる少なくとも1つの端部パネルを有する。少なくとも1つの隅部が側部パネル及び端部パネル間の接合部に形成される。フランジが側部パネル、端部パネル及び隅部のうちの少なくとも1つの上縁から側方外側に延びる。射出成形構造がフランジの少なくとも一部に沿って延び、射出成形構造は側部パネル及び端部パネルの上縁に隣接する基部、該基部から側方外側に延びる遠位部、並びに該容器のフランジの少なくとも一部に沿って延びる、該遠位部の窪みを含む。容器を成形する装置及び容器を製造する方法も開示される。
(もっと読む)
トレイ向け成形用金型およびトレイの成形方法
【課題】長尺構造物を収納するトレイを成形するのに用いる金型およびトレイの成形方法を提供する。
【解決手段】複数のブロック金型14が装着可能なキャビティを有するベース金型12と、トレイの仕様に応じて選択されて、該キャビティに装着される複数のブロック金型14とを有し、複数のブロック金型はそれぞれ、互いに平行に収納される複数の長尺構造物の矩形収納エリアの短辺の長さに相当する長さを備え、前記キャビティに当接可能な底面と、賦形面を構成する上面とを有し、それぞれ長尺構造物の端部あるいは中間部が収まり可能な大きさを備え、長手方向に互いに所定間隔を隔てた複数の凹部74が設けられ、該複数の凹部74に嵌合可能な複数の入れ駒78は、賦形面を構成する上面を有し、長尺構造物の仕様に応じて、前記複数の入れ駒78および前記複数のブロック金型14の中からを選択して配置されてることを特徴とする。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
真空成形金型およびキャリアテープの成形方法
【課題】ポケット開口部の曲率半径が小さく、微少電子部品チップを所定の配置で収納でき、しかも配置がずれにくいエンボスキャリアテープが得られる金型およびキャリアテープの製造方法を提供する。
【解決手段】側板A11、成形型13、側板B12、からなり、下記のa〜dの要件を具備するエンボスキャリアテープの雄型真空成形用金型。(a)側板Aの溝側面111と溝底面112、および側板Bの溝側面121と溝底面122で形成される溝の中央部に、雄型を形成する成形型13を有する。(b)成形型頭部131は、成形型足部132に、成形型足部の幅133よりも大きな幅で複数形成されていて、成形型足部132から頭部131に該当する部分の断面形状がT字型である。(c)両側板11、12と成形型13の合わせ面に真空孔14を有する。(d)成形型頭部の裏面134と両側板溝底面112、122の間に間隙を有する。
(もっと読む)
容器または蓋体となる樹脂成形品
【課題】角部近傍を積極的に変形させて直ちに元の状態に戻る復元機能を十分果たすことのできる容器または蓋体を、簡単な構成によって提供すること。
【解決手段】開口部のフランジ11に連なる側壁12aと、この側壁12aによって囲まれる底面13aとの間、または、フランジ11に連なる立ち上げ壁12bと、この立ち上げ壁12bによって囲まれる天板面13bとの間に、角部14を形成し、この角部14の全部または一部の近傍に、外側面15aとこれより緩い斜面とした内側面15bとを有する溝部15と、この溝部15の外側になる残留部16とを形成したこと。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
果実収納容器及びその製造方法
【課題】 蔕を有する果実であっても、該果実を適切に宙吊り収納し得る果実収納容器及びその製造方法を提供すること。
【解決手段】 熱可塑性合成樹脂薄フィルムに果実収納凹部を塑性変形により形成し、該凹部内に蔕を有する果実を宙吊り収納する果実収納容器であって、上記熱可塑性合成樹脂薄フィルムの各々の果実収納凹部内における傾斜側壁に、当該傾斜側壁から斜め下方に向けて突出する柔軟性のある細径穴状凹部を塑性変形により形成し、各細径穴状凹部内に蔕を収納した状態で果実を果実収納凹部内に宙吊り支持し得るように構成する。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
配膳用トレイおよびその製造方法
【課題】 保管時等にトレイの載置部分に荷重がかかった場合であっても、表面が反り曲がって変形しにくく耐久性や耐衝撃性に優れ、形態安定性も良好な配膳用トレイ、およびそれを合理的に製造する方法を提供すること。
【解決手段】 射出成形金型内のキャビティ内の各平面部分において、フラット形態を保持する一対の前記フラットフィルム2・2をそれぞれ接合させて略平行に配置し、溶融状態の樹脂材料Pを前記一対のフラットフィルム2・2間に射出して、この溶融した樹脂材料Pを各フラットフィルム2の表面に圧接かつ熱融着せしめ、当該樹脂材料Pを硬化せしめることにより、これら両部材を接合一体化せしめてトレイ本体1を作製し、このトレイ本体1の載置板部11を両フラットフィルム2・2により両面から挟み込むことによって、当該載置板部11の反り曲がりを防止するという技術的手段を採用した。
(もっと読む)
多孔質材を使用したオレフィン系樹脂の高品質成形金型
【課題】これまで平面部の平滑度と透明度とを維持した成形品を得る事が困難とされていた、真空成形におけるシ−ト状のオレフィン系樹脂成形において、成形する金型構造を見直し、使用する材料又は加工方法を改善し、従来よりも優れた平滑度と透明度とを維持した成形品の製造ができる金型を提供する。
【解決手段】キャビティ−の平面に成形する部分を通気性の良い多孔質材料に置き換えて作製する事により、飛躍的に改善された成形品の製造をする事のできる金型の作製を可能とした。
(もっと読む)
シート成形容器及び複合容器
【課題】
シート成形において成形された容器の離型が容易であり、安定的に生産することが出来るシート成形容器を提供すること。
【解決手段】
底部及び側壁部を側なくとも備える樹脂製のシート成形容器であって、前記側壁部は周状に形成された膨出部を備え、前記膨出部に少なくとも一の谷部が形成されたことを特徴とするシート成形容器とすること。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
1 - 20 / 56
[ Back to top ]