
Fターム[4F202AH73]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 光学部品(←ホログラム、偏光体) (2,165)
Fターム[4F202AH73]の下位に属するFターム
レンズ(眼鏡レンズ、コンタクトレンズ) (558)
特殊レンズ (264)
プリズム (45)
光伝送体(←光ファイバー、ケーブル) (66)
光反射体・鏡 (116)
光学情報担体・光ディスク (275)
眼鏡フレーム (3)
Fターム[4F202AH73]に分類される特許
61 - 80 / 838
スクリーン及びスクリーン成形型の製造方法
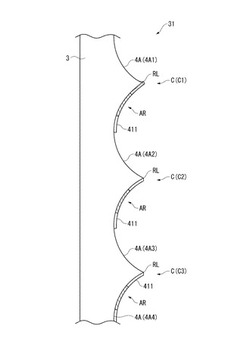
【課題】観察位置とは異なる位置から所定の模様を視認できるスクリーン及び当該スクリーンを製造するためのスクリーン成形型の製造方法を提供すること。
【解決手段】光が入射される入射面31に、当該光を反射させる凹状のレンズ要素4Aが複数配列されたスクリーン3であって、それぞれのレンズ要素4Aに形成され、入射された光を第1方向に反射させる第1反射領域(有効反射領域AR)と、第1反射領域以外の位置に形成され、入射された光を第1方向とは異なる第2方向に反射させる第2反射領域と、を有し、第2反射領域には、第1方向に正対する位置とは異なる位置から入射面31を観察した際に視認可能な模様が形成されている。
(もっと読む)
射出成形品の製造装置及び製造方法

【課題】射出成形品に形成される貫通孔において、貫通孔の径方向へ延在する形状のバリの発生を抑制すること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12が備え、且つ第二金型14側へ向けて突出する第一貫通孔形成用突出部18が有する凹部20の底面20aと、第二金型14が備え且つ第一金型12側へ向けて突出する第二貫通孔形成用突出部24の第二先端面24aを、型閉じ状態で面接触させた状態で形成した成形空間内へ溶融樹脂を射出充填して、硬化した溶融樹脂からなる、射出成形品を形成する。
(もっと読む)
スクリーンおよび成形型の製造方法。
【課題】明るさを向上させたスクリーンを提供すること。
【解決手段】投射光を反射する入射面11を有するスクリーン1であって、入射面11には、複数のレンズ要素21が配置され、複数のレンズ要素21は、1/4球状の球面21Aを有し、球面21Aは、投射光の光源に向けて形成され、球面21Aの投射光が投射される部分には、投射光を反射する反射部21Bが形成されている。これにより、入射面における反射部の面積を拡大することができるので、スクリーンの明るさを向上できる。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
金型、光学機能シート、光学フィルタ、及び表示装置の製造方法
【課題】外観が向上された金型を製造できる金型の製造方法、並びに、該製造方法によって製造された金型を用いることによって光学的性能が向上された、光学機能シート、光学フィルタ、及び表示装置を製造できる製造方法を提供する。
【解決手段】円柱状体の外周面に平行に切削された複数の溝2と、該溝間に形成された山部3とを有する金型1の製造方法であって、山部の上面となる部分を切削した後に溝を切削することを特徴とする金型の製造方法、並びに、該製造方法によって製造される金型を用いる、光学機能シート、光学フィルタ及び表示装置の製造方法とする。
(もっと読む)
微細パターン成形品の製造方法、スタンパおよび微細パターン成形品
【課題】2P法を用いて作製される微細構造転写物の厚みムラを低減すること。
【解決手段】(i)微細パターンAを備えたスタンパと透明基板とを用意し、スタンパまたは透明基板上に光硬化性樹脂原料を供する工程、(ii)光硬化性樹脂原料を挟むようにしてスタンパと透明基板とを対向配置させる工程、および、(iii)透明基板を介して光硬化性樹脂原料に光を照射して樹脂原料を硬化させ、それによって、微細パターンAの反転形状に相当する微細パターンが形成されて成る成形品を得る工程を含んで成り、工程(i)のスタンパとして、微細パターンAの形成領域内に隆起パターンBが設けられたスタンパを用い、工程(ii)では、隆起パターンBを介在させてスタンパと透明基板とを一定の間隔で対向配置させる。
(もっと読む)
回折格子の製造方法
【課題】回折格子の入射光を最も多く受光する面を精度良く切削加工すること
【解決手段】Y方向に平行に延びる複数の格子溝17を有する回折格子10を製造する方法は、バイト22と被加工物WをY方向に相対移動することによってバイト22の切刃23によって被加工物にカウンタ面15を切削加工する第1の切削加工ステップ(S120)と、第1の切削加工ステップの後でXZ断面において切刃23が第1の切削加工ステップで形成されたカウンタ面に接触しないようにバイトと被加工物を相対移動させる第1の移動ステップ(S130)と、第1の移動ステップの後でバイトと被加工物をY方向に相対移動することによってバイトの切刃24によって被加工物にブレーズ面を切削加工する第2の切削加工ステップ(S140)と、を有する。
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
レンズアレイの製造方法、レンズアレイ、及びレンズモジュール
【課題】高い再現性で所定の形状のレンズアレイを成形することができるレンズアレイの製造方法を提供する。
【解決手段】複数のレンズ部と、複数のレンズ部と一体に形成される基板部とを有するレンズアレイの製造方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む転写面を有し、該転写面にレンズアレイの外周形状に合わせた形状で設けられ堤状の突起部が形成された型を一対で備える成形型を用い、一対の型のそれぞれの転写面における、レンズアレイの外周形状に合わせた形状で設けられ堤状の突起部で仕切られた領域に、レンズアレイの材料である樹脂を供給し、樹脂を前記一対の型で挟み込み、一対の型の前記転写面それぞれの突起部同士の隙間から、樹脂を流出させつつ、樹脂を前記転写面の形状に倣って変形させ、一対の型で挟み込まれた樹脂を硬化させ、突起部同士の間に存在する樹脂を薄肉部とし、樹脂の硬化後に、硬化された樹脂からなる前記レンズアレイを、薄肉部を起点として一対の型から離型させる。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
導光板を成形する金型、及び該金型を製作する方法
【課題】入射光を、効率的に反射、拡散して面発光の輝度を高めることのできるバックライトとして用いられる導光板を、高密度で成形可能な金型(ドットスタンパー)及びその製作方法を実現する。
【解決手段】ドットスタンパー1の金属基材板3の表面にドリル4を用いて互いに隣接する4つの円錐孔8〜11を一部が重複するように穿孔することにより、4つの円錐孔8〜11で囲まれ穿孔されていない金属基材板3の部分を頂部15として、頂部15を中心に周囲に広がり、平面視で湾曲状の円錐面の一部から成る4つの傾斜面と、該4つの傾斜面のうち互いに隣接する傾斜面の境界に位置し、平面視が直線であって垂直断面が湾曲状の稜線17とを備えた凸部5を形成する。
(もっと読む)
ナノ構造体作製用型体及びその製造方法
【課題】光の反射防止性能、光の透過性能、ヘイズ等の光学特性に優れ、うねりや点欠陥の極めて少ないナノ構造体を作製するための型体の製造方法を提供すること。
【解決手段】アルミニウム材料の表面を、電解研摩により加工した後、該アルミニウム材料の表面に、陽極酸化と陽極酸化皮膜のエッチングとの組み合わせによりテーパー形状の細孔を形成させる、ナノ構造体を作製するための型体の製造方法であって、
該電解研摩の電解液が、濃リン酸40体積部以上75体積部以下、及び、濃硫酸10体積部以上55体積部以下、及び、配合する水5体積部以上25体積部以下を配合し、かつ、該濃硫酸の体積が該配合する水の体積より多くなるように配合してなるものであることを特徴とする型体の製造方法。
(もっと読む)
凹凸パターン形成モールド及び光拡散体の製造方法
【課題】シームレスな凹凸パターン形成モールドの製造方法を提供する。
【解決手段】本発明は表面上に凹凸パターンが形成された凹凸パターン形成モールドを製造する方法であって、予め形成された凹凸パターン形成シート10の3次元データを計測する工程と、その計測データを元に、金属、金属化合物、樹脂の少なくとも1種からなる表面上に、切削加工により、前記凹凸パターン形成シート10と同等または相似形の凹凸パターンを形成する工程とからなることを特徴とする凹凸パターン形成モールドの製造方法である。
(もっと読む)
ロール金型の製造方法、及び光学シートの製造方法
【課題】光学シートを形成するのロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成形するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝23を形成させる工程を含み、溝を形成させる工程では、切削工具による切り込みは、切削工具のバイト角度のうち、送り方向後ろ側となるバイト角度と同じ角度となるように送りつつロール基体の回転軸に近付ける方向に行われることを特徴とする。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
モールドのエッチング装置
【課題】サブミクロン(1μm以下)のサイズのパターンを持つシームレスモールドを高い生産性・量産性で得ること。
【解決手段】本発明のモールドのエッチング装置は、真空槽中に配置されたスリーブ形状のモールド(15)と、前記真空槽中の前記モールド(15)の表面に対向する位置に配置された円筒形状の対向電極(22)と、を具備し、前記モールド(15)に高周波を印加させ、前記対向電極(22)を接地して前記モールドをエッチング処理するエッチング装置であって、前記エッチング処理の際、前記モールド(15)を回転させないことを特徴とする。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
成形金型及び光学素子の製造方法
【課題】プラスチックレンズを射出成形する際に、射出成形時の冷却固化による樹脂収縮に起因する離型抵抗を抑制すること。
【解決手段】回折構造を形成する段差形状13A,15Aを有する第1光学転写面11Aを第2光学転写面21Aよりも先にプラスチックレンズPLから離型することによって、例えば3波長互換光学素子のような段差形状の縦横比の値(Y/X)が0.50≦(Y/X)の最大値≦1.0を満たす比較的深い範囲であっても、微細構造において深い段差を有する光学素子であっても、プラスチックレンズPLが固定型10からほとんど抵抗なくスムーズに離型され、プラスチックレンズPLの回折構造の段差すなわち微細形状の変形を防止することができる。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
射出成形機
【課題】透過する光を拡散して輝度むらを防止できるLED照明ハウジングを成形することができ、かつ、LED照明ハウジングが完全に硬化する前に金型を開いた場合でも該LED照明ハウジングが変形する事を防止できる射出成形機を提供する。
【解決手段】LED照明ハウジングを成形する射出成形機1は、断面コ字状に形成された固定金型2と、固定金型2と嵌め合わされる移動金型3と、移動金型3を固定金型2に対して接離させる駆動機構6と、固定金型2と移動金型3とが嵌め合わされた際に構成されるキャビティ12に溶融状態の樹脂を射出する材料供給機構10と、を備えている。また、固定金型2の底面20には、前記LED照明ハウジングの外表面に多面体形状のレンズカット部を形成して該LED照明ハウジングを透過する光を拡散させるために、複数の凹凸21が設けられている。
(もっと読む)
61 - 80 / 838
[ Back to top ]