
Fターム[4F202AH74]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 光学部品(←ホログラム、偏光体) (2,165) | レンズ(眼鏡レンズ、コンタクトレンズ) (558)
Fターム[4F202AH74]に分類される特許
61 - 80 / 558
樹脂成形用金型及び光ピックアップ装置用対物レンズ並びに光学素子製造方法
【課題】対物レンズを構成する2つの光学機能面の芯ズレを抑えることができ、安定した
性能を有した光ピックアップ装置用対物レンズを得る。
【解決手段】光学機能部とフランジ部が形成され光学機能部のNA値が0.7以上の光学
素子を製造する樹脂成形用金型において、金型は、型開き状態で光学素子が残る第1の金
型部と、型開き状態で光学素子が残らない第2の金型部とを有し、第1の金型部に、フラ
ンジ部を突き出して第1の金型部から光学素子を離型させる突き出し部を設けた樹脂成形
用金型とする。
(もっと読む)
モールド再生方法及びプラスチックレンズの製造方法

【課題】再生ガラスモールドの表面にそのモールドに関する情報を容易に付与する。
【解決手段】本発明のモールド再生方法は、形状評価工程と、形状補正加工工程と、再マーク処理工程とを有する。形状評価工程では、使用後の成形型から回収されたガラスモールドの形状を評価する。形状補正加工工程では、形状評価工程で形状の補正が必要と判断されたガラスモールドを研磨して再生ガラスモールドを生成する。再マーク処理工程は、貫通孔形成工程と、貼付工程と、ブラスト処理工程と、剥離工程とを含む。貫通孔形成工程では、保護シートに再生ガラスモールドに関する情報を示すマークの形状の貫通孔を形成し、貼付工程では、貫通孔が形成された保護シートを再生ガラスモールドの表面に貼り付ける。ブラスト処理工程では、再生ガラスモールドの保護シートが貼り付けられた面にブラスト処理を施し、剥離工程では、再生ガラスモールドから保護シートを剥離する。
(もっと読む)
光学素子、及び光学素子の製造方法、並びに成形金型
【課題】成形前後の工数を増やすことなく離型性の向上を達成できる光学素子を提供すること。
【解決手段】相対的に小さい曲率半径を有し、離型が容易でない第1光学面OL1に離型誘発部PTを設けて、第1光学面OL1を局所的に非平滑面とすることにより、レンズPLの成形の際に樹脂と成形金型100の第1光学転写面11Aの一部である離型誘発面13との間に微小な空気だまり60が生じるレンズPLとすることができる。これにより、例えば、開口数(NA)0.8以上のBD用の光ピックアップ装置用の対物レンズのような光学面形状が滑らかで比較的厚いレンズであっても、レンズPLの成形の際に、離型誘発部PT付近に生じる空気だまり60を契機としてレンズPLが離型しやすくなり、成形前後の工数を増やすことなく離型性を向上させたレンズPLとすることができる。
(もっと読む)
成形装置及び成形方法
【課題】プリフォームの圧縮成形において、成形精度の向上を図る。
【解決手段】成形装置1は、プリフォーム2を間に挟んで圧縮する一対の型10、11と、一対の型10、11のうち少なくとも一方の型の温度を調節する温度調節手段5と、を備える。温度調節手段5は、該温度調節手段によって温度調節される型の成形面においてプリフォーム2の軟化温度以上となる高温領域を、プリフォーム2の圧縮の進行に応じて、プリフォーム2の圧縮開始の際にプリフォーム2と接触する成形面の接触部を中心に外径側に向けて次第に拡大させる。
(もっと読む)
光学系レンズユニットとそのプラスチックレンズ成形金型及びプラスチックレンズの製造方法
【課題】鏡筒と光学系レンズとを高精度で位置決めすることができるとともに、高精度の光学系レンズの成形金型で容易に成形できるようにする。
【解決手段】固定金型21と可動金型22、この固定金型21と可動金型22に着脱自在に組み付ける入れ子23,24によって囲まれたキャビティに樹脂を充填し、プラスチックレンズ1を成形する。プラスチックレンズ1のレンズ部2と円錐面4,5を入れ子23,24で成形し、プラスチックレンズ1のコバ部3を固定金型21と可動金型22で成形する。これにより、円錐面4,5とレンズ部2とが径方向にズレることなく、同芯状となるように成形精度を高めることができ、鏡筒にプラスチックレンズ1を組み込む際、プラスチックレンズ1の円錐面4と鏡筒の当接面とを嵌合させて、鏡筒とプラスチックレンズ1とが同芯状となるように正確に位置決めすることができる。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】プラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面11を有するプラスチック成形品10において、転写面11以外の少なくとも1つの面に突起形状40を有し、該突起形状40を有する面と同一面に金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部22を有し、かつ、転写面以外の少なくとも1つの面に凸形状の不完全転写部21を有する。
(もっと読む)
レンズの製造方法およびレンズの製造装置
【課題】紫外線硬化樹脂等を硬化させることにより製造されるレンズの製造方法において、欠陥が存在しないレンズを製造する。
【解決手段】流動体状の感光性材料3を、型5に形成されている凹部7に供給する感光性材料供給工程S1と、凹部7を蓋するように、型5に基板13を設置する基板設置工程S3と、凹部7に充填されている流動体状の感光性材料3を硬化させる感光性材料硬化工程S5とを有するレンズ1の製造方法である。
(もっと読む)
プラスチック成形金型用鋼
【課題】 従来のプラスチック成形用の金型用鋼より粒界炭化物が少ない靭性に優れたプラスチック成形用の金型用鋼を提供することである。
【解決手段】 プラスチック成型用に使用するための金型用鋼で、質量% で、C:0.05〜0.2%、Si:0.3〜2.0%、Mn:0.5〜2.5%、Cu:0.5〜2.0%、Ni:2.0〜4.0%、Cr:0.5〜3.0%、Mo:0.01〜2.0%、Al:0.5〜2.0%、S:0.030%以下、N:0.015%以下、O:0.01%以下を含有し、かつ、F(C、Si、Mn、Ni、Cr、Mo、Cu)=0.5C+0.7Si+5.1Mn+0.4Ni+2.2Cr+3Mo+0.4Cuの値がF≧12を満たし、残部Fe及び不可避不純物からなり、時効硬化熱処理したプラスチック成型用に使用する金型用鋼。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】上下型の組み付けが容易なプラスチックレンズ成形用成形型を提供すること。
【解決手段】一方に開口し他方が閉塞した凹部を有する有底形状の第一モールド1と、上記第一モールドの開口に嵌挿する第二モールド5と、を有し、前記第二モールド1が第一モールド5の開口に嵌挿することにより、前記第一モールド1の凹部が第二モールド5によって閉塞されてプラスチックレンズ原料液注入用キャビティが形成され、かつ、前記第一モールド1は側面にプラスチックレンズ原料液を上記キャビティに導入するための注入口3を有するプラスチックレンズ成形用成形型。前記プラスチックレンズ成形用成形型のプラスチックレンズ原料液注入用キャビティにプラスチックレンズ原料液を注入し、上記キャビティ内でプラスチック原料液の硬化反応を行うことによりプラスチックレンズを得ることを特徴とする、プラスチックレンズの製造方法。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供すること。
【解決手段】外形が円形であり、かつ一方に開口し他方が閉塞した凹部を有する有底モールド1と、上記有底モールド1の開口端を蓋閉する円形モールド11と、上記2つのモールドの周囲を取り囲むことにより、上記蓋閉状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記有底モールドの凹部が円形モールド11によって蓋閉されることによって、該有底モールド1内にプラスチックレンズ原料液注入用キャビティが形成される。前記プラスチックレンズ成形用成形型のプラスチックレンズ原料液注入用キャビティにプラスチックレンズ原料液を注入し、上記キャビティ内でプラスチック原料液の硬化反応を行うことによりプラスチックレンズを得るプラスチックレンズの製造方法。
(もっと読む)
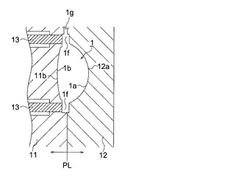
プラスチック光学素子、光走査装置並びに画像形成装置
【課題】積層方向の複屈折の変動勾配及び各層における複屈折を抑制した二層一体型のプラスチック光学素子、該プラスチック光学素子を用いた光走査装置並びに該光走査装置を備える画像形成装置を提供する。
【解決手段】金型成形により、それぞれレーザー光が少なくとも1本ずつ透過する第1レンズ部1aと第2レンズ部1bが一体に積層され、該第1レンズ部1aの非光学面1a3と第2レンズ部1bの非光学面1b3が対向配置されてなり、第1レンズ部1aの非光学面1a3と第2レンズ部1bの非光学面1b3それぞれが前記金型からの不完全転写部2a,2bを有している。
(もっと読む)
硬質液状樹脂成形用金型及び硬質液状樹脂成形方法
【課題】硬質液状樹脂は非常に低粘度であるため、製品取出しのために設置するエジェクタピンと穴とのクリアランスに樹脂が入り込み、詰まりによる突き出し動作不良が発生し、量産成形が困難な状況となるため、樹脂の流れ込みを防止でき、突き出し時のクリアランスも確保できる金型の突き出し部構造が必要である。
【解決手段】本発明は、硬質液状樹脂を成形する金型において、エジェクタピンに電磁コイルを巻き、電磁誘導加熱によりエジェクタピンに温度変化を与えて、樹脂充填時と突き出し動作時のエジェクタピンと穴とのクリアランスを制御し、良好に連続成形を可能とする金型の突き出し部構造に関するものである。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】成型後の厚さ方向の変動を抑えることができる新規なプラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド30,30を所定の間隔を隔てて位置させてその間隔を保持しつつ前記モールド30,30間を、本発明に係る粘着テープ100でその周方向に沿って連続的に封止してキャビティCを区画形成した後、当該キャビティCに重合性モノマーを充填し、その後前記一対のモールド30,30をその距離が変動しないように固定した状態で前記キャビティC内の重合性モノマーを重合反応させる。これによって成型後の厚さ方向の変動を抑えたプラスチックレンズが確実に得られ、また気泡の発生やレンズの欠けなども抑制した良品のプラスチックレンズを得ることができる。
(もっと読む)
プラスチックレンズ成型方法
【課題】重合硬化反応に伴う体積縮小による成型品周面のテープシワの発生を簡単かつ確実に抑制できる新規なプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド20,20間を粘着テープ10でその周方向に沿って連続的に封止してキャビティCを区画形成した後、前記キャビティCに重合性モノマーを充填し、その後、前記一対のモールド20,20同士を互いに接近する方向に継続的に力を加えた状態で前記キャビティC内に充填した重合性モノマーを重合反応させる。これによって、重合硬化反応に伴う体積縮小をモールド20,20間の距離の変化によって吸収するため、体積縮小による成型品周面のレンズシワの発生を簡単かつ確実に抑制できる。
(もっと読む)
成形装置及び成形方法
【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】型締め時に転がり軸受23が精度良く円凸部12を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。又、円凸部12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
レンズの製造装置及びレンズの製造方法、レンズ、撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、バリの発生を防止し、レンズの離型を円滑なものとする。
【解決手段】エネルギー硬化性の樹脂からなるレンズ20の製造装置100は、上型51及び下型52並びに胴型53を含む成形型50と、下型51の成形面62上に樹脂を供給する樹脂供給手段101と、上型51を移動させて上型51及び下型52の双方の成形面60,62の間隔を拡縮させる駆動手段102と、間隔を縮小された上型51及び下型52の双方の成形面60,62で挟まれて成形された樹脂に硬化エネルギーを供給するエネルギー供給手段103と、を備え、上型51の成形面60の縁には全周にわたって凸条65が設けられ、下型52の成形面62の縁には全周にわたって凸条66がそれぞれ設けられており、上型51及び下型52の双方の成形面60,62の間隔を縮小する際に、上型51の成形面60の凸条65と下型52の成形面62の凸条66との間に隙間を残して上型51の移動を停止させる。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供する。
【解決手段】所定の間隔をもって対向する2つの円形モールド11、12と、前記間隔に挟入された円筒部材4と、前記2つのモールドと円筒部材の周面を取り囲むことにより該モールドと円筒部材との挟入状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記円筒部材は内部に断面形状が非円形の貫通孔を有し、該貫通孔が前記2つのモールドで封止されることにより、プラスチックレンズ原料液注入用キャビティ2が形成される。
(もっと読む)
成形装置及び成形方法
【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】転がり軸受23を介してレール12に沿って可動側金型20を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。特に、転動体である球23bが常にレール12に接触しているので、安定した保持を行うことができる。又、レンズに回折構造が形成されているような場合、本実施の形態は特に有効である。更に、レール12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
61 - 80 / 558
[ Back to top ]