
Fターム[4F202AJ10]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 構造の特徴 (1,506) | 多孔質 (157)
Fターム[4F202AJ10]に分類される特許
81 - 100 / 157
成形型及び成形方法
【課題】 オートクレーブ装置を用いることなく、複合材成形品の品質及び生産性を向上させる成形型及び成形方法を提供する。
【解決手段】 成形型は、複合材成型品の形状に応じた型表面32を有する型表面シェル層15と、型表面シェル層15を支持する支持体16とから主に構成されている。型表面シェル層15は通気性を有する材料よりなり、その型形状面32にプリプレグ材34を載置する。次にプリプレグ材34を非通気性の真空バッグフィルム35で覆い、支持体16の空洞部30の真空引きをする。型表面シェル層15は通気性を有しているため、型形状面32上に存在する空気も型表面シェル層15を介して空洞部30内に排出されることになる。その結果、プリプレグ材34は真空バッグフィルム35の外方の大気圧によって型形状面32に押し付けられ、強固に密着する。
(もっと読む)
離型材及びその製造方法

【課題】離型材自体が変形することなく、絞(シボ)深さを大きくしても基材が絞(シボ)模様形状に対応して変形することなく、離型紙を繰り返し使用しても、絞(シボ)深さが減衰することが少ない離型材とその製造方法を提供する。
【解決手段】不織布上に凹凸模様が形成された樹脂層が積層された離型材。ポリエステル系不織布等の不織布上にシボ押しされた4−メチル−1−ペンテン系樹脂組成物等の樹脂シートが積層されてなることが好ましい。この離型材の好ましい製造方法は、4−メチル−1−ペンテン系樹脂組成物等の樹脂シート12を作製する工程と、該工程で作製された樹脂シート12を加熱し後、ポリエステル系不織布等の不織布16とラミネートしながらバックアップロール18と絞(シボ)ロール19との間を挿通して樹脂シート12に絞(シボ)を形成させて離型材20とする製造方法である。
(もっと読む)
発泡成形品の製造方法
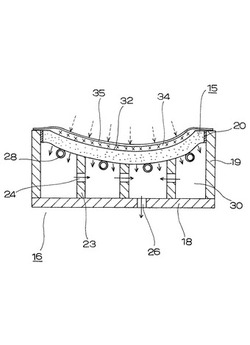
【課題】ベント孔からの発泡原料の流出を防止しながら、キャビティ内の発泡ガスや空気を最後まで効率よく抜くことで欠肉やコラップスなどの成形不良を防止することができ、作業性にも優れるシート用パッドの製造方法を提供する。
【解決手段】ベント孔24を設けた発泡成形型10のキャビティ22内に発泡原料を注入して発泡させることで発泡成形品を製造する方法において、板状の通気性部材28aに非通気性膜28bを被着した脱気シート材28を、非通気性膜28bを発泡原料側に向けてベント孔24を覆うように、発泡成形型10に設けた装着用ピン30に通気性部材28a及び非通気性膜28bを貫通させることでキャビティ22内に着脱自在に取り付けて、発泡成形時に、キャビティ22内に発泡充填される発泡原料が通気性部材28aを型面に押し当てることにより、非通気性膜28bが通気性部材28aを介してベント孔24を塞ぐようにする。
(もっと読む)
樹脂モールド金型
【課題】 多孔質材を使用して被成形物のである基板の反りを矯正しながら、被成形物のクランプ力を高め、多孔質材部分に封止樹脂の樹脂漏れを防止できる樹脂モールド金型を提供する。
【解決手段】 被成形物を支持する平面領域の少なくとも被成形物の樹脂成形部を、エア吸着可能な多孔質材で構成する。更に、被成形物をクランプする部位である樹脂成形部周縁の樹脂モールド金型構造は、被成形物を僅かに押しつぶすように凸状の潰しを有し、被成形物を確実にクランプする。
(もっと読む)
ラジエータグリルの製造方法
【課題】ガスの残留に起因する焼けや線が表面に現出しない外観品質の良好なラジエータグリルを製造する方法を提供する。
【解決手段】グリル成形用金型装置Mとして、複数の成形空間S1,S3からなるキャビティCを形成する第1金型50及び第2金型60を有するものを用い、全ての成形空間S1,S3に溶融樹脂を充填することにより、キャビティCに対応した形状のラジエータグリルを成形する。グリル成形用金型装置Mとして、上記複数の成形空間S1,S3のうち、溶融樹脂の充填に伴いガスが残留しやすい成形空間S3を特定成形空間とし、この特定成形空間の一部を同特定成形空間の他の箇所よりも幅W3aの狭い幅狭部S3aにより構成したものを用いる。そして、幅狭部S3aに面して設けたガス抜き機構70により、ガスをキャビティCの外部へ放出する。
(もっと読む)
カーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法
【課題】金型内部に残存するガスのガス抜き孔に原料の流出防止手段を有し、且つ成型品から流出防止手段を容易に除去可能なカーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法を提供することを目的とする。
【解決手段】この発明に係るカーボン材射出成形のガス抜き孔構造は、カーボン粉粒と結合材が主体の混合物を金型内に射出注入して賦型した成形品に焼成処理を施してカーボンの凝結体を得るカーボン材射出成形のガス抜き孔構造において、混合物の最終充填部分近傍に設けたガス抜き孔に細い貫通孔を密に配して焼成処理温度以上で分解するフィルター7を設けるとともに、フィルター7の下部に設けた空隙の側壁部から排気を行う排気管5を設けたことを特徴とする。
(もっと読む)
導光板の取出装置および導光板の取出方法
【課題】 導光板とスプルとを別個に取出すことができる導光板の取出装置および導光板の取出方法を提供するとともに、更には、取出しに要する時間を短縮化することができる導光板の取出装置および導光板の取出方法を提供する。
【解決手段】 射出成形された導光板Pを金型から取出す導光板の取出装置23は、成形された導光板Pを吸着する吸着保持部33と、スプルP1を把持するチャック30とが設けられており、導光板PとスプルP1とが分離された状態で取出す。
(もっと読む)
射出成形機の関節部構造
【課題】固体潤滑剤に代わる摩耗対策が講じられた射出成形機の関節部構造を提供することを課題とする。
【解決手段】筒状の第1部材41の内周面並びに軸状の第2部材42の外周面には、銅又は銅合金の素地中にCr、Nb、V、Zr、Mo及びTiの少なくも1つからなる元素の粒子が0.5〜10質量%と、固体潤滑剤の粒子が1〜10質量%とが分散されている固体潤滑剤分散銅系焼結層45が形成されている。
【効果】固体潤滑剤分散銅系焼結層には、微細な固体潤滑剤の粉が分散され、この固体潤滑剤の粉が潤滑作用を発揮する。固体潤滑剤は、1〜10質量%と添加量が少量であって、且つ焼結層に分散させたので、焼結層から脱落し、飛散の心配は殆ど無い。
(もっと読む)
成形装置及び成形方法
【課題】エアアシストの気体噴出部を高い自由度で配置する。
【解決手段】キャビティCVに成形材料Pを充填して成形品を成形する。キャビティCVに臨んで設けられ、成形材料Pが通過不能、且つ気体が通過可能な孔部を有する孔部部材PRと、孔部を介して気体をキャビティCVに向けて噴出させる気体制御装置とを有する。
(もっと読む)
プラスチックボトル及びその製造方法
【課題】ブロー成形型を短時間で且つ安価に作製することができて、試作用のプラスチックボトルを迅速に製造することができると共に試作の費用を低減することができ、また軽量で且つ熱伝導性の低いブロー成形型を用いることにより、作業性良好に試作用のプラスチックボトルを容易に製造することができるプラスチックボトルの製造方法を提供する。
【解決手段】プラスチックボトルのモデル型1の外形寸法のデータに基づいて、発泡性樹脂のブロック2を切削して、モデル型1の外形と雄・雌が逆の成形面3を発泡性樹脂のブロック2に加工することによって、ブロー成形型4を作製する。このブロー成形型4に軟化した熱可塑性樹脂のパリソン5を挿入すると共にパリソン5に空気を吹き込むことによって、ブロー成形型4の成形面3で成形して試作用のプラスチックボトル6を製造する。
(もっと読む)
成型方法及びマイクロレンズの製造方法
【課題】離型性に優れ、また所定の表面形状を得ることができる成型方法を提供する。
【解決手段】所定形状の成形面16を有する成形型1に成形材料Mを密着させて成形物を形成する成形工程と、成形物を成形型1から離型させる離型工程とを有する。成形工程前に、成形型1の成形面16に剥離膜18を成膜する成膜工程と、離型工程前に、成形型1に設けられ成形面16に通じる導入路を介してエッチング液Eを導入し剥離膜18を除去する除去工程とを有する。
(もっと読む)
連続インプリント用ロール状モールドおよびその製造方法
【課題】表面に微細な凹凸形状が継ぎ目なく形成された、機械強度に優れたロール状モールドとその製造方法を提供する。
【解決手段】陽極酸化ポーラスアルミナの規則的な細孔配列を利用して形成された凹凸形状が、表面に継ぎ目なく形成されている連続インプリント用ロール状モールドと、それを作製するために、表面にホールアレー構造またはピラーアレー構造を有するロール状モールドの作製には、陽極酸化ポーラスアルミナ層を形成したパイプまたは丸棒形状のアルミニウム材を鋳型として用い、陽極酸化ポーラスアルミナ層の細孔内へ物質の充填を行い、鋳型を溶解除去することで、細孔配列が転写されたロール状モールドを製造できる。得られたロール状モールドは、ポリマー等の基板表面に継ぎ目なく微細なパターンを連続転写するためのインプリント用モールドとして使用できる。
(もっと読む)
構成部品、特に自動車用の内装部品および製造方法
本発明は、構成部品、特に自動車用の内装部品の製造方法に関する。この製造方法においては、平面状の装飾フィルム(1)を深絞り型内における深絞りによって3次元に予備成形し、続いて、射出成形型内において、この装飾フィルム(1)の背面側にプラスチックの支持体を設ける。本発明によれば、装飾フィルム(1)の深絞りを、コンビネーション型(5)によって、直接射出成形型内で実施する。本発明は、さらに、この方法で製造された構成部品、特に自動車用の内装部品にも関する。  (もっと読む)
(もっと読む)
金型再生用シートおよびそれを用いた金型クリーニング方法
【課題】吸引孔が形成された金型のクリーニングに用いても、吸引孔に詰まらせることなくクリーニングすることができる金型再生用シートおよびそれを用いた金型クリーニング方法を提供する。
【解決手段】通気性シート1の片面もしくは両面に、未加硫ゴム系組成物または熱硬化性樹脂系組成物からなるクリーニング材料層2が厚み10〜150μmの範囲内で形成され、そのクリーニング材料層に貫通孔3が分布形成されている。
(もっと読む)
金型組立体、射出成形方法、及び、成形品
【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備えた金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14A,14B、キャビティ13を備えた金型、並びに、(B)入れ子20A,20Bを備えており、入れ子20A,20Bは、(a)金属製ブロック31A,31B、(b)厚さ0.03mm乃至1mmの金属下地層32A,32B、及び、(c)金属下地層32A,32B上に形成された、セラミックスから成る溶射皮膜33A,33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値である。
(もっと読む)
中空構造体形成用基板及びこの中空構造体形成用基板の製造方法及びこの中空構造体形成用基板を用いた中空構造体の製造方法
【課題】ガス貯留空間に貯留されているガスをガス貯留空間の外部に向かって導出する開口を構成する開口周壁の強度の向上を図ることができかつ中空構造体の各中空部の容積及び各中空部を画成する膜厚の均一化を図ることができる中空構造体形成用基板を提供する。
【解決手段】本発明の中空構造体形成用基板は、塑性変形可能な材料を用いて塑性変形膜24が形成される表面23”と、規則的に配列された複数個のガス貯留空間21と、各ガス貯留空間22に臨む開口22bと表面23”に臨む開口22aとを有して各ガス貯留空間22に存在するガスを減圧環境条件のもとで表面23”に向かって導出するガス導出部22とからなり、両開口の間が塑性変形可能な材料の浸入を阻止する浸入阻止空間22cとなっている。
(もっと読む)
射出成形型用ガス抜き部材
【課題】耐久性が高く、先端の通気部に荷重がかかる型用部品にも適用することができる射出成形型用ガス抜き部材を提供する。
【解決手段】内部を貫通する挿通孔39が形成され、端部の外周に沿って筒状部31bが設けられた本体部31と、該本体部31の筒状部31bの内方に、前記挿通孔31の開口端39aに面して設けられた通気部33とを備え、前記通気部33の気孔率は、前記本体部31の気孔率よりも大きい所定範囲の値に設定され、これらの本体部31及び通気部33は、それぞれが結晶粒が連続して形成されることにより、一体に形成されてなることを特徴とするガス抜きピン29である。
(もっと読む)
パウダースラッシュ成形装置のシール材取付部構造およびシール材構造
【課題】主に、シール材の交換作業の容易化を図り得るようにする。
【解決手段】取付プレート33の先端部分の装着部36が、シール材28の基部を係止可能な係止部37と、シール材28に作用されるシール荷重を受ける荷重受部38とを、別個に備え、係止部37が、各取付プレート33の先端部分の内面に形成された奥拡がりの傾斜面39であり、荷重受部38が、各取付プレート33の先端部分の先端面に形成された、外拡がりの傾斜面40であるようにしている。
(もっと読む)
成形型及び成形方法
【課題】簡便に作成することができ、軽量且つ廉価な成形型を提供する。
【解決手段】成形型10は、複数の段ボール12が積層されたベース部14と、該ベース部14に設けられ、成形品の表面形状に合わせて膨らんだ成形面16とを有する。複数の段ボール12は、それぞれの中しん22の段24が同方向に延在するように積層され、成形面16は、段24の延在する方向に向かって窪んでいる。成形面16には樹脂層30が設けられている。樹脂層30には、段24の隙間26に連通する孔32が設けられている。孔32は隙間26を通じて成形面16から反対側の下面に連通している。孔32及び隙間26を介して吸気をしながらワークの成形をする。
(もっと読む)
マスク治具の製造装置及び合成樹脂製マスク治具
【課題】 製品の一部に局部的な蒸着等を行う場合のマスク治具として、比較的安価に作製でき、軽量で取り扱いやすく、製品に傷を付けるような不具合がなく、見切り線がシャープに形成できるようにする。
【解決手段】 樹脂シート材料3xを加熱軟化させた後、見切り線に対応する箇所m´に沿って吸引スリット11を有する真空成形型10を使用して真空成形し、これと同時に、プラグ15で見切り線に対応するシート部分周辺を押圧することで、見切り線mに対応するシート部分の厚みを見切り線に向かって徐々に薄肉にする。また、吸引スリット11内に多孔質部材14を設け、多孔質部材14の上端で、シート材料3xに鋭角部eが形成されるようにする。
(もっと読む)
81 - 100 / 157
[ Back to top ]