
Fターム[4F202AJ10]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 構造の特徴 (1,506) | 多孔質 (157)
Fターム[4F202AJ10]に分類される特許
41 - 60 / 157
カーボン射出成形のガス抜き用フィルタ

【課題】成形品のガス抜き孔の近傍における部位であっても、緻密で平滑な外観を確保し、成形品の強度や熱伝導率を向上することができるカーボン射出成形のガス抜き用フィルタを提供する。
【解決手段】この発明に係るカーボン射出成形のガス抜き用フィルタ10は、カーボン粉粒と結合材が主体の混合物である成形材料を射出成形する金型の最終充填部分に配設されるカーボン射出成形のガス抜き孔用フィルタ10であって、金型2に接して保持される保持部と、金型2に接しない胴部とを有し、外郭を形成するホルダー3と、胴部内に充填される粒状樹脂6とを備えたものである。
(もっと読む)
インプリント用モールドおよびパターン形成方法

【課題】モールド欠陥の発生を抑制できるインプリント用モールドを提供すること。
【解決手段】転写するべきパターンに対応した凹凸パターン11を備えたインプリント用モールド1において、少なくとも、凹凸パターン11の凹部の底と、前記凹部の底と対向する、前記凹凸パターンが形成された面と反対側の面との間の領域4は、石英よりもガスに対する透過性が高いことを特徴とする。
(もっと読む)
タイヤ用モールドのためのカバー要素及び支持要素の製造方法
タイヤ用モールドの支持ブロック(12)に取り付けられるようになったカバー要素(22)を製造する方法であって、次のステップ、即ち、重ね合わされた粉末塗膜を選択的に溶融させることによってカバー要素(22)及びカバー要素(22)のための少なくとも1つの聞く書支持要素(36)を含む中間要素(34)を製作するステップを有し、カバー要素(22)及び局所的支持要素(36)は、一体品として作られており、次に、カバー要素(22)を支持要素(36)から分離するステップを有する、方法。 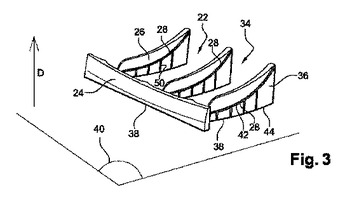 (もっと読む)
(もっと読む)
インサート成形品の製造方法
【課題】インサート物が樹脂成形品内部に完全に埋設された成形品を1回の成形サイクルで製造する方法を提供する。
【解決手段】以下の(A)〜(C)の工程からなるインサート成形品の製造方法。(A)いんろう構造を有する金型の固定側キャビティ面にインサート物5をバキュウム管7により吸引し固定する工程。(B)金型を閉じ、型開きする圧力未満の圧力(一次保圧)でキャビティ内に射出成形機シリンダー3より溶融樹脂を充填し、インサート物5を樹脂に固定する工程。(C)インサート物5の吸引を停止した後、型開きする圧力以上で溶融樹脂を射出し、射出された樹脂によってインサート物5を樹脂成形品内部に完全に埋設する工程。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】溶解した樹脂中の異物を低減して、半導体装置の歩留を向上させることができる樹脂封止装置および樹脂封止方法を提供する
【解決手段】本発明に係る樹脂封止装置1は、上下に対をなす上金型2と下金型3との間に形成され、半導体チップ41を樹脂封止するためのキャビティ部17,18と、上金型2及び下金型3のいずれか一方の金型に形成され、溶解樹脂を供給するポット部10と、上金型2と下金型3との間に形成され、キャビティ部17,18とポット部10とを連通する樹脂流路14と、この樹脂流路14の中途部に設けられ、樹脂流路14を通過する溶解樹脂に含有される異物を除去するフィルタ20と、を備え、このフィルタ20をメッシュ材で構成した。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
プラスチックレンズの製造方法
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズの製造方法を提供する。
環境保護を図るとともに、プラスチックレンズのコスト低減を図ることができるプラスチックレンズおよびその製造方法を提供する
【解決手段】
本発明のプラスチックレンズの製造方法は、プラスチックレンズ成形用として用いられる一対の型を所定間隔離間させて対向配置させ、前記一対の型の間に生じる隙間を封止してレンズ形状のキャビティを形成し、前記キャビティに重合性組成物を注入し、前記重合性組成物を重合させてプラスチックレンズを成形するプラスチックレンズの製造方法であって、前記キャビティ内部で、かつ、前記一対の型の間に枠を形成し、前記枠と前記一対の型とに囲まれて形成される空間に前記重合性組成物を注入し、前記重合性組成物を前記空間において重合させることを特徴とする。
(もっと読む)
Si含有炭素膜およびこれを用いた型
【課題】従来に比べ、離型性、耐久性に優れた皮膜を提供すること。離型性、耐久性に優れた型を提供すること。
【解決手段】膜表面10aでF濃度が最大であり、膜裏面10bでF濃度が最小であるSi含有炭素膜10とする。F濃度は、膜表面から膜裏面にかけて傾斜していることが好ましい。膜表面は、接着材料および/または粘着材料と接触させて好適に使用することができる。また、型表面にSi含有炭素膜10が積層された型とする。
(もっと読む)
陽極酸化ポーラスアルミナからなる鋳型及びその製造方法
【課題】高分子フィルム面に所望の反射防止膜を効率的に形成可能な陽極酸化ポーラスアルミナからなる鋳型スタンパ及びその製造方法を提供する。
【解決手段】下記の工程を有する、陽極酸化ポーラスアルミナからなる鋳型の製造方法。(1)アルミニウム基材2の表面に陽極酸化を施してアルミナ層3を形成する工程。(2)前記アルミナ層3を除去する工程。(3)前記工程(2)の後、再び陽極酸化を施して細孔を形成する工程。(4)細孔に孔径拡大処理を施す工程。
(もっと読む)
金属樹脂複合部材の製造装置および製造方法
【課題】樹脂部材が金属部材に適切に取着された金属樹脂複合部材を得るための製造装置および製造方法を提供する。
【解決手段】
製造装置Mは、金属部材であるアルミニウムパネル10を保持可能な第1成形型40と、第1成形型40との型閉めによりアルミニウムパネル10との間にキャビティ44を画成する第2成形型42とを有する。第2成形型42における第1成形型40側に開口する前記キャビティ44の開口縁部に、該第2成形型42よりも低い熱伝導性を有する断熱部材60を設ける。従って、第2成形型42におけるキャビティ44の開口縁部を該第2成形型42より低い熱伝導性に維持したもとで、該キャビティ40に樹脂Pを注入することで、樹脂部材がアルミニウムパネル10に取着された状態で成形される。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
加工装置
【課題】 微細加工及び経済性に優れた光硬化型のナノインプリント加工装置を提供することを目的とする。
【解決手段】 本発明は、凹凸パターンが形成されたモールドにレジストを塗布し、基板と前記レジストとを接触させ、前記レジストを硬化することによって前記パターンの転写されたレジストを基板に転写する加工装置であって、前記レジストを前記基板に接触させる前に、前記凹凸パターンにレジストを侵入させる手段を有することを特徴とする。
(もっと読む)
パルプモールド用透水性型形成性組成物
【課題】 軽量で生産性に優れ、切削加工により種々の形状の型面の賦与が容易で、しかもドリル等による透水目的の開孔が不要な、透水性に優れるパルプモールド用透水性型を与えるパルプモールド用透水性型形成性組成物、並びに該透水性型内に抄紙液を充填し、水を型外に透過させて成形してなるパルプモールドを提供する。
【解決手段】 平均粒径1.4〜32.0mmの合成樹脂含有粒子(A)およびバインダー(B)を含有してなる、パルプモールド用透水性型形成性組成物。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
陽極酸化ポーラスアルミナからなる鋳型及びその製造方法
【課題】高分子フィルム面に所望の反射防止膜を効率的に形成可能な陽極酸化ポーラスアルミナからなる鋳型及びその製造方法を提供する。
【解決手段】下記の工程を有する、陽極酸化ポーラスアルミナからなる鋳型の製造方法。(1)アルミニウム基材に陽極酸化を施して細孔を形成する工程。(2)細孔に孔径拡大処理を施す工程。(3)前記工程(2)の後、再び陽極酸化を施す工程。(4)前記工程(2)および工程(3)を交互に繰り返す工程。
(もっと読む)
多孔質電鋳殻の製造方法
【課題】 電鋳液中における電鋳層の形成と、予め母型(又は他部材)の表面に付着させた粒子の電鋳液中への溶け出しとが同時進行することによって、工程数や製造時間の軽減を図り、通気孔の形成位置を安定化することのできる多孔質電鋳殻の製造方法を提供する。
【解決手段】 電鋳処理が開始されると、ホウ酸粒子2の存在部分を除く銀めっき膜5の表面にスルファミン酸ニッケル水溶液から析出したニッケルが電着してニッケル析出層9を形成する。それと同時進行する形で、ホウ酸粒子2はスルファミン酸ニッケル水溶液中に徐々に溶け出していく。やがて、ホウ酸粒子2はほぼ全部がスルファミン酸ニッケル水溶液中に溶け出し、それに置き換わる形で、通気孔10がニッケル析出層9に形成される。その後もニッケル析出層9及び通気孔10は銀めっき膜5上に成長を続け、多孔質電鋳殻11が完成する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】表皮のインサートインジェクション工法を使用して樹脂芯材と表皮とを一体成形するとともに、表面に表示部を設定した自動車用内装部品並びにその製造方法であって、工程数を短縮化することを課題とする。
【解決手段】射出成形金型40を使用して、樹脂芯材20と表皮30とを一体成形する際、表示部14に相当する箇所の表皮30に開口31を繰り抜き、この開口31を通して樹脂芯材20を表面側に露出させ、露出面20aに射出成形金型40側から刻印47を転写して、樹脂芯材20の成形と同時に表示部14を形成するとともに、表皮30の開口縁31aは、樹脂芯材20における表示部14周囲に形成した木目込み溝部21に木目込み処理する。従って、樹脂芯材20の成形と同時に表示部14を形成することで、工程数の大幅な短縮化並びに射出成形金型40の構造の簡素化を図る。
(もっと読む)
射出成形用の成形型
【課題】キャビティ内に溶融樹脂を射出する方向にかかわらず、キャビティ内に滞留しているガスの排出を効率的に行うことが可能な射出成形用の成形型を提供する。
【解決手段】本発明の射出成形用の成形型10は、金型12と、前記金型12に形成された凹部14に充填される細粒金属部16と、前記細粒金属部16に載置される形で前記凹部14に嵌め込まれる金属板18と、を備え、前記細粒金属部16は、細粒状の金属材料24を樹脂で固めたものであり、前記金属板18は、その板面が前記金型12の成形面12aの一部をなすとともに、当該成形面12aの縦横方向に所定間隔を空けて貫設された複数のガス抜き孔30を有し、前記ガス抜き孔30と、前記細粒金属部16の前記金属材料24同士の隙間24aとが連通していることを特徴とする。
(もっと読む)
発泡樹脂ブロックの製造方法
【課題】ウレタンフォームブロック等の発泡樹脂ブロックの角部における形成不良による歩留まりの低下を抑制できる発泡樹脂ブロックの製造方法を提供する。
【解決手段】本発泡樹脂ブロックの製造方法は、発泡樹脂原料1を型2に流し込んで発泡させ、発泡樹脂を上方に成長させることにより発泡樹脂ブロックを形成するものであって、型2は、略矩形状の底壁21と、この底壁21の周囲を囲むようにして形成された側壁22と、を備えており、上方が開放された箱形の型であり、この型2には、側壁22の屈曲した角部22aを加温できる加温手段4が備えられており、この加温手段4により型2の側壁22における角部22aを加温しながら、発泡樹脂を成長させる工程を備える
(もっと読む)
圧空成形用金型
【課題】深絞り成形を可能とし、微細な凹凸形状(例えばタ゛イアカット調の形状等)の転写性の向上及びあるいは角部をシャープな形状に成形することを可能ならしめる、真空成形法又は圧空成形法に使用するための金型を提供する。
【解決手段】加熱した樹脂シートをクランプし、空気圧を利用して当該樹脂シートを成形する真空成形法または圧空成形法に使用する金型であって、通気性を有するポーラスな状態で形成された通気焼結部分からなる表面層と、通気性を有しない完全溶融部分からなる内部層から構成され、当該内部層には、表面層に連通する排気のための一又は複数の通気回路を設けられており、当該表面層は当該内部層の外表面に設けられている構成としている。
(もっと読む)
41 - 60 / 157
[ Back to top ]